Математическая модель технологического процесса фракционной очистки зерна

Автор: Абидуев А.А., Петунов С.В., Иванов Н.М., Урханов Н.А., Цыбенов Ж.Б.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 2 (69), 2018 года.
Бесплатный доступ
Производительность зерноочистительных агрегатов, на которых реализована поточная обработка зерна, ограничивается пропускной способностью овсюжных цилиндров. Применение фракционной технологии очистки, где часть зерна (его мелкая фракция с легкой примесью) обрабатывается в овсюжных цилиндрах, обеспечит повышение производительности поточной линии, что является экономически целесообразным. Для эффективного разделения и очистки зерна предложен лопастной метатель, обеспечивающий предварительное расслоение порции обрабатываемого материала. Путем анализа приведенных качественных показателей технологического процесса фракционной очистки зерна обоснована технология обработки зернового материала. Установлено, что при засоренности исходного зерна татарской гречихой до 0,5 % его мелкая фракция обрабатывается в овсюжных цилиндрах, более 0,5 % - в овсюжных и кукольных цилиндрах. Применение данной технологии обеспечивает повышение производительности поточной линии и снижение удельных затрат на обработку зерна
Приведенный показатель полноты выделения трудноотделимых примесей из зерна и потерь его в отходы, математическая модель, фракционная технология, крупная и мелкая фракции, овсюжный и кукольный цилиндры
Короткий адрес: https://sciup.org/142228444
IDR: 142228444 | УДК: 631.362.34:631.53.01
Mathematical model of the technological process of fractional grain cleaning under conditions
The productivity of grain cleaning units on which grain processing is implemented is limited by the capacity of oat cylinders. The use offractional purification technology, where a part of the grain (its fine fraction with light admixture) is processed in oat cylinders, will provide an increase in the productivity of the production line, which is economically viable. For effective separation and cleaning of grain under conditions, a paddle grain feeder is proposed, which ensures a preliminary separation of the portion of the processed material. By analyzing the given qualitative indices of the technological process of fractional grain cleaning, the technology of processing grain material is substantiated. It is established that if the initial grain is contaminated with Tatar buckwheat up to 0.5%, its fine fraction is processed in oat cylinders, more than 0.5% in oat and cockle cylinders. The application of this technology provides an increase in the productivity of the production line and a decrease in the unit cost ofprocessing grain.
Текст научной статьи Математическая модель технологического процесса фракционной очистки зерна
Недостатком поточной технологии очистки зерна, реализованной на агрегатах и комплексах, являются низкая эффективность очистки и низкая производительность поточной линии из-за низкой пропускной способности овсюжных цилиндров [1]. Применение фракционной очистки зерна, где в овсюжных цилиндрах обрабатывается его мелкая фракция, составляющая примерно 50 % зернового материала, является перспективным. Использование данной технологии в хозяйствах Забайкалья сдерживается отсутствием сепаратора для разделения свежеубранного зерна с высокой засоренностью овсюгом и татарской гречихой. Предлагаемый нами лопастной метатель, снабженный устройством для предварительного расслоения порции зерна, обеспечивает эффективное разделение зернового материала на крупную и мелкую фракции с легкой примесью [2, 3].
Разработка математической модели
Процесс фракционной очистки зерна включает следующие этапы: предварительная очистка, фракционное разделение и очистка зерна, очистка мелкой фракции от длинных примесей (овсюга) в овсюжных цилиндрах и по потребности (высокой засоренности ее татарской гречихой) очистка ее в кукольных цилиндрах (рис. 1).
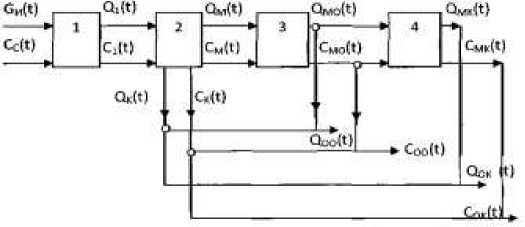
Рисунок 1 – Структурная схема технологического процесса фракционной очистки зерна:
1 - предварительная очистка; 2 - фракционное разделение и очистка; 3 - очистка мелкой фракции в овсюжных цилиндрах; 4 - очистка ее в кукольных цилиндрах (по потребности)
Трудноотделимыми примесями зерна являются семена таких сорняков, как овсюг и татарская гречиха. Приведенный показатель полноты выделения сорной примеси из зерна при его фракционной очистке может быть представлен в виде:
Е О = f(Е ПР , Е Ф ,, Е ФО , Е Т ) , (1)
где Е ПР , Е Ф , Е ФО , Е Т – соответственно полнота выделения сорной легкой примеси из зерна при его предварительной очистке, фракционном разделении и очистке, в том числе в отходы и из мелкой фракции зерна и при ее триеровании.
Выражение (1) можно представить в виде уравнения регрессии:
ЕО = aоЕПР + a1ЕФО + а2 ЕТ,(2)
где коэффициенты a о = 1; a 1 =(1– Е ПР ); а 2 = (1– Е ПР )٠( Е Ф - Е ФО ). Подставив значения коэффициентов в выражение (2), получим математическую модель технологического процесса фракционной очистки зерна в виде:
ЕО = ЕПР + (1-ЕПР)ЕФО+ (1–ЕПР) ٠(ЕФ - ЕФО)ЕТ.(3)
Полнота выделения данной примеси из крупной фракции зерна может быть определена по выражению:
ЕОК = ЕПР + (1 –ЕПР)ЕФ.(4)
По данным предварительных исследований, полнота выделения сорной легкой примеси (овсюга) при предварительной очистке зерна составляет ЕПР= 0,01–0,02, при фракционном разделении и очистке из крупной фракции зерна – ЕФ=0,94–0,96, в том числе в отходы – ЕФО=0,22–0,24. Примем ЕПР= 0,01, ЕФ = 0,95, ЕФО = 0,23. Полнота выделения данной сорной примеси при триеровании зерна составляет ЕТ=0,8. Тогда приведенный показатель полноты выделения данной сорной примеси при фракционной очистке зерна, определенный по выражению (3), составляет ЕО = 0,77.
Полнота выделения татарской гречихи при предварительной очистке зерна составляет Е ПР = 0,01–0,02, при фракционном разделении и очистке из крупной фракции зерна - Е Ф =0,70– 0,72, в том числе в отходы – Е ФО =0,08–0,10. Примем Е ПР = 0,01, Е Ф = 0,71, Е ФО = 0,09. Полнота выделения данной сорной примеси при обработке мелкой фракции зерна в кукольных цилиндрах (по потребности) составляет Е Т =0,8. Тогда приведенный показатель полноты выделения данной сорной примеси при фракционной очистке зерна с обработкой мелкой фракции в кукольных цилиндрах, определенный по выражению (3), составляет 0,60.
Суммарные потери зерна в отходы (фураж) при фракционной очистке зернового материала можно представить в виде:
П О = f(П ПР ,П Ф , П Т ) ,
где П ПР , П Ф , П Т - соответственно потери зерна в отходы (фураж) при его предварительной очистке, фракционном разделении и очистке зернового материала и триеровании мелкой фракции, %.
Выражение (5) можно представить в виде уравнения регрессии:
П О = b 0 П ПР + b 1 П Ф + b 2 П Т .
Значение коэффициента b о =1, b 1 =100-1(100– П ПР ), b 2 =100-2(100– П ПР ) В , где В – выход
зерна в мелкую фракцию, в % от исходного зерна. Подставив значения коэффициентов в ражение (6), получим выражение для определения суммарных потерь зерна в отходы при фракционной очистке в виде:
П О = П ПР +100-1(100 – П ПР ) П Ф + 100-2(100 – П ПР ) ВП Т .
Содержание той или иной сорной примеси в крупной фракции зерна (в %) после фракционного разделения может быть определено по выражению:
вы- его
(7) его
Ск =
100СИС(1- Е ПР )∗(1-ЕФ)
100-В-П Ф
.
Содержание сорной примеси в мелкой фракции зерна (в %) после его фракционного разделения может быть определено по выражению:
См =
1002СИС(1-ЕПР) ٠(1-Е ф о) ٠(Е ф -Е ф о)
В(100-Пт)
.
Содержание сорной примеси в мелкой фракции зерна после триерования может быть определено по выражению:
100 СМ(1-ЕТ)
СМ Т = 100-П Т
.
Подставив значение С М в выражение (10), получим формулу для определения содержания данной сорной примеси в мелкой фракции зерна после его триерования:
С МТ =
104СС(1- Е ПР ) ٠ (1-ЕФМ ) ٠ (1-ЕТ)
В(100-ПТ)
.
Крупная и мелкая фракции могут быть использованы по отдельности как продовольственное зерно. Крупную и мелкую фракции, как правило, объединяют, в результате чего получают очищенное зерно. Зосоренность полученного зерна той или иной сорной примесью может быть определена по выражению:
С О =
(В-ПТ )СМТ +(100-В-ППР -ПФ ) С К
.
100-ППР-ПФ-ПТ
Предварительными исследованиями установлено, что при повышении засоренности исходного зернового материала овсюгом и татарской гречихой соответственно до 2 % полнота их выделения при фракционной очистке зерна изменяется несущественно. Методом имитационного моделирования фракционной очистки зерна определено изменение засоренности овсюгом крупной и мелкой фракций и их смеси в зависимости от засоренности исходного зерна (рис. 2).
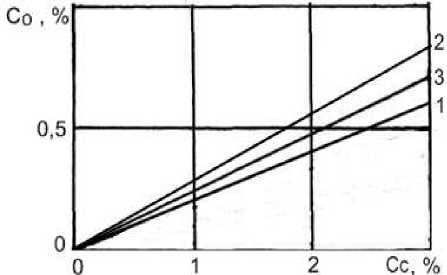
Рисунок 2 – Изменение засоренности овсюгом крупной (1) и мелкой фракций (2) зерна и их смеси (3) в зависимости от засоренности исходного зерна
Содержание овсюга в мелкой фракции зерна выше, чем в крупной (см. рис. 2). Содержание в зерне сорной примеси по стандарту допускается до 1%, допустимое содержание овсюга и татарской гречихи в зерне можно условно принять соответственно не более 0,5 %. Значит, использование фракционной технологии очистки зерна от овсюга возможно при раздельном использовании фракций как продовольственного зерна при засоренности исходного зерна данной примесью до 1,8 %, использовании их смеси как продовольственного зерна при засоренности исходного зерна данной примесью до 2,0 % (см. рис. 2). Фактически засоренность све-жеубранного зерна овсюгом не превышает 2,0 %, что указывает на возможность применения предлагаемой технологии очистки зерна от овсюга.
Таким же методом определено изменение засоренности очищенного зерна (смеси мелкой и крупной фракций) татарской гречихой после обработки его мелкой фракции в овсюжных и кукольных цилиндрах (рис. 3).
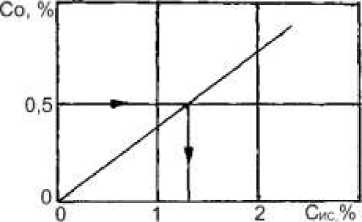
Рисунок 3 – Изменение засоренности татарской гречихой очищенного зерна при обработке его мелкой фракции в овсюжных и кукольных цилиндрах в зависимости от засоренности исходного зерна
При засоренности исходного зерна татарской гречихой до 1,3 % обеспечивается засоренность очищенного зерна татарской гречихой до 0,5 % (см. рис. 3).
Заключение
За счет разработки математической модели технологического процесса фракционной очистки зерна обоснована фракционная технология его очистки с разделением зернового материала на фракции лопастным метателем, обеспечивающим предварительное расслоение порции обрабатываемого материала. Мелкую фракцию зерна рекомендуется обработать в овсюжных и кукольных цилиндрах. Данная технология обеспечивает повышение производительности поточной линии примерно в 2 раза за счет обработки в триерных цилиндрах мелкой фракции зерна, что обеспечивает соответствующее снижение затрат энергии, труда и денежных средств.
Список литературы Математическая модель технологического процесса фракционной очистки зерна
- Абидуев А.А., Абидуев Ал.А. Обоснование фракционной технологии очистки зерна // Сб. науч. тр. ВСГУТУ. Серия: Технология и средства механизации в АПК. - Улан-Удэ, 2015. - Вып. 11. - С. 3-5.
- Патент RU №2440859 Метатель сыпучих материалов / А.А. Абидуев, Н.А. Урханов, Ал.А. Абидуев, И.Б. Шагдыров. - Заявл. 30.06.2010; опубл. 27.01.2012.
- Абидуев А.А., Коновалов В.И. Обоснование параметров безременного лопастного зернометателя // Материалы науч.-практ. конф., посвящ. Дню российской науки и 85-летию образования ФГБОУ ВО «Бурятская ГСХА им. В.Р. Филиппова», «Научные проблемы и технологические аспекты модернизации АПК и развитие сельских территорий Байкальского региона». - Улан-Удэ, 2016.- С. 105-109.
