Математические модели сил резания при точении

Автор: Гузеев Виктор Иванович, Дерябин Игорь Петрович
Рубрика: Технология
Статья в выпуске: 2 т.23, 2023 года.
Бесплатный доступ
В работе рассмотрен вариант прогнозного определения составляющих силы резания для условий несвободного резания при токарной обработке. Установлено, что на величину и направление действия составляющей влияют как процесс пластического деформирования, так и процесс трения по задним поверхностям, прилегающим к главной и вспомогательной режущим кромкам инструмента. Результирующая сила определяется как векторная сумма сил, возникающих на главной и вспомогательной режущих кромках. Направление действия силы при несвободном резании предлагается определять как вектор в направлении схода стружки относительно главной режущей кромки. Фиксация угла отклонения стружки проведена путем фотографирования процесса резания. Подтверждено, что при свободном резании направление схода стружки перпендикулярно главной режущей кромке. Обработка фасонных поверхностей на токарных станках с ЧПУ сопровождается изменением направления движения подачи и, как следствие, изменением кинематических главного и вспомогательного углов в плане режущего инструмента. Увеличивающаяся в данной ситуации активная длина главной режущей кромки приводит к увеличению площади контакта задней поверхности главной режущей кромки с обрабатываемой поверхностью, а следовательно, и к увеличению составляющей силы . Экспериментальное измерение составляющих силы резания позволило определить степень влияния составляющих силы, связанных как с процессом пластического деформирования обрабатываемого материала, так и с процессом трения на задних поверхностях, прилегающих к главной и вспомогательной режущим кромкам инструмента. Полученные аналитические зависимости выражают функциональную взаимосвязь между элементами режимов резания, геометрическими параметрами резцов, степенью его износа, формой обрабатываемой поверхности, физико-механическими свойствами обрабатываемого материала. Большой набор параметров, входящих в формулы для определения составляющих силы резания, позволяет адекватно отслеживать характер силового взаимодействия элементов технологической системы в процессе обработки деталей.
Силы резания, точение фасонных поверхностей, нестабильность силовой нагрузки на технологическую систему
Короткий адрес: https://sciup.org/147240895
IDR: 147240895 | УДК: 658.512.4 | DOI: 10.14529/engin230205
Mathematical models of cutting forces during turning
This paper considers the predictive determination of the cutting force components for non-free cutting during turning. It has been established that plastic deformation and friction along the rear surfaces adjacent to the main and auxiliary cutting edges of the tool influence the magnitude and direction of the action of the component . The resulting force is defined as the vector sum of the forces that occur on the main and auxiliary cutting edges. The authors propose to determine the direction of the force in non-free cutting as a vector in the chip flow direction relative to the main cutting edge. The chip deviation angle was fixed by photographing the cutting process. The authors confirmed that in free cutting, the chip flow direction is perpendicular to the main cutting edge. The machining of shaped surfaces on lathes with numeric control systems is accompanied by changes in the feed movement direction and, as a result, changes in the kinematic main and auxiliary angles in the plan of the cutting tool. The increasing active length of the main cutting edge leads to an increase in the contact area of the rear surface of the main cutting edge with the machinable surface, and, consequently, an increase in the force component . The experimental measurement of the cutting force components allowed the determination of the impact degree of the force components connected both to the plastic deformation of the machinable material and to the friction on the rear surfaces adjacent to the main and auxiliary cutting edges of the tool. The analytical dependencies express the functional relationship between the elements of cutting modes, the geometric parameters of the cutters, the degree of wear, the shape of the machinable surface, and the physical and mechanical properties of the machinable material. A large set of parameters included in the formulas for determining the cutting force components allows the adequate monitoring the nature of the force interaction of the technological system elements during machining.
Текст научной статьи Математические модели сил резания при точении
В условиях многономенклатурного производства технологическая подготовка осуществляется в сжатые сроки. При этом технологические решения должны обеспечивать точность изготовленных деталей и заданную производительность. Часто трудность выполнения этих параметров связана с известным свойством технологической системы - технологической наследственностью погрешностей детали от погрешностей заготовки. Коэффициент уточнения заготовки в основном определяется величиной действующих в процессе резания сил и жесткостью технологической системы. В этих условиях прогнозное определение сил резания становится первостепенной задачей при принятии технологических решений. При выборе режущего инструмента и назначении режимов резания необходимо оценить обрабатываемость материала заготовки. Ее значение связано с силами резания [1, 2]. При определении оптимальных режимов резания одним из главных ограничений выступают силы резания [3, 4]. Экспериментальное определение сил резания требует больших затрат времени [5–12]. Больший интерес представляют аналитические модели [13– 16]. Многие авторы исследовали влияние на силы резания отдельных параметров процесса резания [17–21]. Для прогноза сил резания при обработке поверхностей сложного профиля на станках с ЧПУ требуются многофакторные модели, учитывающие переменные условия резания.
В условиях нестационарности процесса существенная доля возникающих погрешностей приходится на погрешности размеров динамической настройки. Для прогноза этих погрешностей необходимо оценивать силы резания в условиях многокоординатного движения режущего инструмента. Силы резания с достаточной для практики точностью можно определять на основе рассмотрения элементарных составляющих силы резания, действующей на бесконечно малом участке режущей кромки инструмента. Такой подход позволяет строить универсальную математическую модель силы резания, инвариантную разным видам обработки [22].
Основная часть
Зная силу, действующую на элементарных участках активной части режущих кромок инструмента, путем интегрирования можно определить составляющие силы резания для любых условий обработки как простых поверхностей, образующие которых расположены параллельно осям координат станка, так и сложнопрофильных поверхностей, произвольно расположенных в систе- ме координат станка.
Величина и направление составляющих силы резания, возникающей при несвободном резании, зависят от сил на передней и задней поверхностях как главной, так и вспомогательной режущих кромок. Результирующая сила может быть найдена как векторная сумма сил, возникающих на главной и вспомогательной режущих кромках:
гл
Р - Р ху ( д )
ху
гл всп всп ху ( тр ) ху ( д ) ху ( тр ) ,
где Р”^j, Рвсп) — силы, возникающие на передней поверхности главной и вспомогательной ре жущих кромок; Р”^3, Рвп,?) — силы, возникающие на задней поверхности главной и вспомогательной режущих кромок.
Как видно из выражения (1), величина и направление радиально-осевой составляющей силы резания Р зависит как от величины, так и от направления сил, действующих на главной и вспомогательной режущих кромках.
Проанализируем значимость каждого из составляющих выражения (1) в условиях обработки сложнопрофильных поверхностей с переменным направлением движения подачи.
В теории резания металлов нет методов аналитического определения влияния направления движения подачи на направление сил, возникающих на передней поверхности главной режущей кромки, поэтому такая взаимосвязь была проверена экспериментально. Учитывая, что направление радиально-осевой составляющей силы резания на передней поверхности резца совпадает с направлением схода стружки или отличается от него на некоторую постоянную величину, об изменении направления этой силы можно судить по направлению схода стружки.
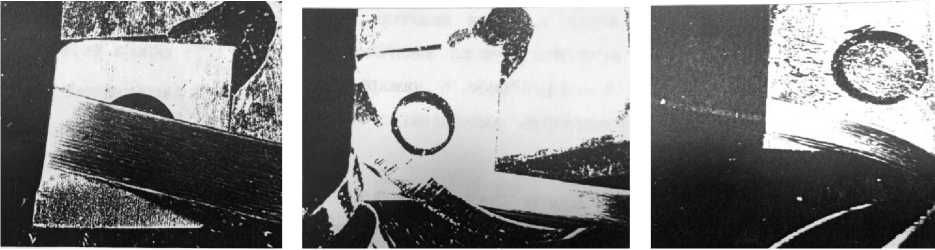
Для фиксации направления схода стружки при обработке с различными направлениями подачи были произведены эксперименты по фотографированию процесса резания. С целью исключения влияния сил на вспомогательной режущей кромке на направление схода стружки обработка производилась в условиях свободного резания. Измерение углов схода стружки по передней поверхности показало, что направление схода стружки не изменяется в зависимости от направления подачи (рис. 1).
а) б) в)
Рис. 1. Фотографии схода стружки по передней поверхности в условиях свободного резания при разных углах наклона образующей поверхности заготовки: а – ω =10о; б – ω =30о; в – ω =60о
Учитывая, что направление действия составляющей силы резания Р прямо связано с направлением схода стружки, можно сделать вывод о том, что направление составляющей Р при свободном резании не зависит от направления движения подачи. Следовательно, изменение направления подачи при обработке фасонной поверхности само по себе не вызывает отклонения осевой Р и радиальной Р составляющих силы резания в условиях свободного резания.
При обработке фасонной поверхности с постоянной контурной подачей с уменьшением главного кинематического угла в плане φк увеличивается ширина срезаемого слоя, но одновременно уменьшается его толщина. Расчеты показали, что при изменении угла наклона обрабатываемой поверхности от 0 до 90о площадь поперечного сечения изменяется не более чем на 5 %, поэтому этим изменением можно пренебречь и считать площадь срезаемого слоя постоянной. Отсюда можно сделать вывод о том, что величина силы Р гл также не зависит от угла наклона обрабатываемой поверхности.
Увеличивающаяся в данной ситуации активная длина главной режущей кромки приводит к увеличению площади контакта задней поверхности главной режущей кромки с обрабатываемой поверхностью, а следовательно, и к увеличению составляющей силы Р гл .
Для определения степени влияния силы, действующей на задней поверхности вспомогательной режущей кромки Р всп , на изменение суммарной радиально-осевой составляющей силы Р были произведены эксперименты по одновременному фотографированию сходящей стружки (рис. 2) и динамометрированию осевой Р и радиальной Р составляющих силы резания.
Гипотеза экспериментальных исследований основывалась на том, что угол отклонения стружки от нормали к режущей кромке определяется силами, действующими на передней поверхности инструмента, а угол отклонения радиально-осевой составляющей силы резания Р – П зависит как от сил, действующих на передней поверхности, так и от сил на задней поверхности. Следовательно, если сравнивать величину угла отклонения стружки, измеренного по фотографиям процесса резания, с величиной угла отклонения силы Р , рассчитанного по измеренным составляющим Р и Р , пользуясь формулой
P р = arctg--(0,5п - ф),
x можно сделать вывод о степени влияния Р всп на изменение составляющей Р .
В табл. 1 представлены значения углов отклонения стружки, полученные с фотографий. Анализируя полученные значения углов, видим, что стружка сходит перпендикулярно диагонали срезаемого слоя, что уже отмечалось рядом авторов.
Таблица 1
Значения углов отклонения стружки Пт
|
Ф 1 , град |
3 |
9 |
15 |
30 |
45 |
60 |
|
П ст , град |
8 |
8,2 |
8,6 |
9 |
9,2 |
10 |
В табл. 2 приведены значения составляющих силы резания Р и Р , измеренных при различных вспомогательных углах в плане фф .
Значения углов отклонения силы Р , рассчитанные на основании табл. 2, сведены в табл. 3.
Таблица 2
Значения составляющих Р и Р при обработке стали 40Х резцами с различными углами ϕ
|
Ф 1 , град |
3 |
9 |
15 |
30 |
45 |
60 |
|
Р х , н |
469,5 |
394,2 |
340,5 |
322,5 |
308,2 |
274,1 |
|
Р у , н |
178,0 |
282,0 |
242,6 |
224,1 |
199,5 |
168,8 |
Таблица 3
Значения углов отклонения силы Р – η при разных углах ϕ
|
Ф 1 , град |
3 |
9 |
15 |
30 |
45 |
60 |
|
η р , град |
39,2 |
28,37 |
28,25 |
24,42 |
24,19 |
23,97 |
Сравнивая значения углов в табл. 1 и 2, видим, что углы отклонения η силы Р значительно больше соответствующих углов отклонения стружки η . Это доказывает, что силы на задней поверхности вспомогательной режущей кромки инструмента оказывают существенное влияние на отклонение радиально-осевой составляющей силы резания Р .

а)
б)
в)
Рис. 2. Фотографии схода стружки при несвободном резании: а – φ 1 =3о; б – φ 1 =15о; в – φ 1 = 45о
Таким образом, увеличение вспомогательного угла в плане ϕ ведет к уменьшению площади срезаемого слоя вспомогательной режущей кромкой и площади контакта задней поверхности с обрабатываемой деталью. Это вызывает уменьшение обеих составляющих силы резания на вспомогательной режущей кромке Р х8™д ) и Р вут ) .
Следствием изменения сил на вспомогательной режущей кромке является изменение направления и величины составляющей Р . Следовательно, радиально-осевая составляющая Р с увеличением угла наклона обрабатываемой поверхности ω может либо увеличиваться, если преобладающее влияние на ее величину оказывает сила на задней поверхности главной режущей кромки Р гл , либо уменьшается, если преобладает влияние сил, действующих на вспомога- тельной режущей кромке. Радиально-осевая составляющая силы резания Р раскладывается на радиальную Р , и осевую Р , которые, следовательно, также изменяются при обработке сложнопрофильных поверхностей на токарных станках с ЧПУ. Характер изменения составляющих Р и Р зависит от статических углов в плане ϕ и ϕ . Так, если главный угол в плане ϕ меньше или равен 90о, величины Р и Р определяются:
Р х
Р гл х
-
всп
х
;
Р = Ргл + Р^сп
.
1 У = 1 У у У
Если угол ф больше 90 о , составляющие Рх и Р определяются:
Р = Р + Р,
всп
хх х
Р = Р гл + Р^с сп
1 У = 1 У у У
;
.
Составляющие силы резания определяются в соответствии с вариантами формирования обработанной поверхности.
В первом случае, когда снятие припуска и формирование остаточных неровностей осуществляется линейными режущими кромками, составляющие силы резания находятся путем интегрирования выражений, определяющих силы на элементарных участках режущей кромки. В результате получаем:
Pxy g ( ф - п :;
S cos n
sin в
» в, \“в + i 1i V3sin в cos(в + в) 1
t cos ( ф - п )
+ [ tg ( ф - п ) + S sin n ] j sin ф
S cos n
sin в
» в, ^вв + i 1i V3 sin в cos(в + в) 1
+ [ tg ( ф - п )+ tg ф - п )} 1
( sin в ,
» ( в, - в ,1^ вв.
1 1 1i V3sin в cos ( ^ + в ) 1
^ +
t cos ^ ф - п } sin ф
+ 0,16 ». , i
tWp+l^
sin ( ф ± to )
) cos ( ф - п ) S ( o,5 np + 1 ‘ ) sin ( ф ± to ) cos ( ф - п )
+
sin £
,
где в – условная ширина снимаемого слоя [22].
S cos п
Pz g (ф-п )]fo
» в-
cos в
3sin в cos ( e + в )
ввх +
t cos ^ - п ]
+ [ tg ( ф-п )+ S §1п п ] [ 8Ш ф » ви R . cos^
ввх +
в 1
+ [tg (ф-п)+tg (Ф1 -п)]/ » (в1
t cos ^ — п ] sln ф
—
x cosp ,
н
+ 0,16»^[ t ^П + l.) + S 0,5Р + l^in ф ± to) 1;
;
[ sin ( ф ± to ) sin £ J
Составляющие Рх и Ру для случая ф < 90 о определяются:
S cos n sin в
P x = Sin n ^ [ tgф - n ) ] + tg n t rBu R . QP(o d^ de, +
0 V3sin p cos p + в )
t cos ф - n )
+ [ tg ( ф-n )+ S sin n l sin ф T B , R . S'n P dB +
S cos n V3Sin p cos p + P i )
в 1
+ [tg ф-n)+tg ф -n V rM t cos ф-n) sin ф
-
A sin P д L вц H=-------;------; «в r +
V3 sin P cos p + P )
+ 01 б т Г t 05т р + 1з ) sin ф + S ( 0,5 p ■ Z ') sin ( ф ± to ) sin ф
’ 1 sin ф ± to ) sin £
sin £
Г S cos n
P y = cos n ^ [ tg ( Ф - n )] + tg n J T B i ,
sin в ----,в +
3 sin в cos ( p + в )
t cos фф-n )
+ tg ( ф - n )+ S ^9 ] ! Sin ф Тв, . ®т P dex +
S cos n v3sm P cos ( P + P i )
+ [tg (Ф - n)+tg (Ф1 - n )]J 1 ^1 (Bi t cosф-n) sinф
-
B i , ) -^sin e -----; de,
Vs sin в cos ( e + в )
^ +
+ 0 i6 ct Г t ( 05 пр + 1 з ) cos ф + S ( 0,5 р + Z3 ') sin ( ф ± to ) cos ф 1 "
I
’ ‘ sin ( ф ± to ) sin £
Во втором случае, когда снятие припуска и формирование остаточных неровностей осущест- вляется радиусной частью режущих кромок, составляющие силы резания находятся:
P xy
' 0,5 n + ф ±to (
V r 2 |i- l Г-t±to I
i - 1 / r )
^ i sin 0, J
sin P cos( 0, + n - 0,5 n ) Vs sin в cos ( e + P )
d 0,+
arc c os 0,5 S / r )±to _______________ ст, sin в cos(0, + n -0,5n) ,„
’ d 0 k +
V3 sin P cos ( e + P ) ‘
+ J 1 J r - S cos 0, - V r2 - S 2 sin 2 0,
0,5n+ф ±to arccos0,5 S / r )±to
+ 0,i6J ^ J r (0,5^0 + Z3 jr, [0,5n- arcsin(i-1 / r)+, r-t ±to
+ arctg (S / 2 r )]cos(0,. + n - 0,5n )d0,, где Ф = arctg
r2 -(r -1 )2 - S r -1
; Θ – текущий угол контакта режущей кромки с обрабатываемым
материалом.
Угол п , определяющий направление действия силы Рху , для этого случая определяется:
п = arctg------ [ r 2 4
t - r + [ r 2 - ( S /2 ) 2 ] o, _________
- t 2f + { r 2- [ r2 - ( S /2) 2 ] 0,5 } 0,5 '
P =
z
' 0,5 п + ф ± o /
■ [ r 24
. r - t ± o ^
1-1/r) cosS , к ?d0, +
Sin 0J V3sin в cos ^ + в )
arccos0,5 S / r l ± o ____________
+ J 1 ^ r - S cos 0- 4 r 2 - S 2 sin2 0,
0,5 п + ф ±o
,k cOS e----d qL
3sin e , cos ( e + в )
+ 0,16 r ^ ( 0,5 ^ y + 1 ) k [ 0,5 n - arc sin ( 1 - t / r + arctg ( S / 2 r )) ] .
В третьем случае, когда снятие припуска осуществляется радиусной и линейной частями главной режущей кромки, а формирование остаточных неровностей осуществляется радиусными участками режущих кромок, составляющие силы резания определяются из выражений:
P =L ф ± « ) ] + tg n S cos | ^ " n k, e „ ^in ff cosfc n L de, +
" I J 0 V3sin в cos ( e + в ) 1
+ [ tS - S 2 sin ( ^ ± ® ) cos ( ^ ± o ) ]^
sin в cos ( ^ - n ) +
3sin в cos ( в + в )
H ±o
0,5 п+ ^ ф±ю ^
r - S sin ( ф ± o ) к sin в cos (0, - n - 0,5 n ) ^ cos ® i V3sin в cos ( в + в ) '
И
arccos 0,5 S / r l ± o ____________
+ Г ^ ’ r - S cos 0 - J r2 - S 2sin2 0
J H ± o ' V
к sin в cos ( 0 i -n - 0,5 n d Q
3s sin в cos ( ^ + в ) '
+ 0,16 к ( 0,5 p + 13
t - r ( 1 - c os ( ^ ± o ) ) c os ( ^ - n ) cos ( ^ ± o )
+
+г(0,5я — arccos (0,55/г))] соз(ф — ф)
Г S cos^-n ]
P = 1 [gW ± ®)Е C(; T-----dK z [ ^0 i 1 i V3sine cos(e + e)
+ [tS - S2 sin(ф ± o)cos(ф± ®)h . cos^.
V 3sm в cos ( e + A )
H ±o
+ J r -
0,5 п ■ ф±о )
r - S sin ( ф ± o ) с cos e
cos0,
V3 sin в cos ( e + Д )
d 0,U
arccos 0,5 S / r ] ± o
+ Г ^ ’ Г - S cos e,.- JP
J H ± o
-
S 2 sin 2 0, _ G 1 cosP ----d 0 +
V3sin в cos ( e + в )
+ О,Х6 ар 0,5 лр + 1 3 j" -—r 1— cos ( ф ± o l l cos ^ —7 + r ( 0,5 ^ - arccos ( 0,5 S / r )) x 3 cos ( ф ± o) v л "
В формулах (8) и (9) переменная Н определяется из следующего выражения: r cos ( ф ± о )
H = - arctg ----.
r sin ( ф ± о ) - S
Угол П для этого случая определится:
t - r + [ r2 - ( S /2 ) 2 p,
7 = arctg
t - r ( 1 - cos ф ) ctg ф + r sin ф + S /2
Составляющие Рх и Ру могут определяться из известного соотношения:
P = P sin 7 ; x xy
P = P cos n . y xy
Выводы
Полученные аналитические зависимости выражают функциональную взаимосвязь между элементами режимов резания (подачей и глубиной резания), геометрическими параметрами резцов (углами в плане ф и ф , радиусом вершины r ), степенью его износа ( 13 и р ), формой обрабатываемой поверхности ( о ), влияющей также на положение и длину активной части режущих кромок резца ( в ), физико-механическими свойствами обрабатываемого материала ( ст^ ). Большой набор параметров, входящих в формулы для определения составляющих силы резания, позволяет адекватно отслеживать характер силового взаимодействия элементов технологической системы в процессе обработки деталей.
Расчет сил резания по разработанным формулам показывает, что при изменении углов наклона обрабатываемой поверхности от +50° до –40° (что соответствует реальным условиям обработки сложнопрофильных поверхностей) радиальная составляющая силы резания Ру изменяется в 4 раза, а осевая составляющая Рх - в 200 раз. Такие значительные изменения составляющих силы резания вызывают нестабильность силовой нагрузки на технологическую систему и порождают упругие перемещения ее элементов, что, в свою очередь, увеличивает погрешности обработки.
Список литературы Математические модели сил резания при точении
- Evaluation of Machinability in Turning of Engineering Alloys by Applying Artificial Neural Networks/ N.M. Vaxevanidis, J.D. Kechagias, N.A. Fountas, D.E. Manolakos.// The Open Construction and Building Technology Journal, 2015. Vol. 8(1), pp. 389-399.
- Al-Ahmari A.M.A. Predictive machinability models for a selected hard material in turning operations// Journal of Materials Processing Technology, 2007, vol. 190(1), pp. 305-311.
- Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization/ H. Aouici, M.A. Yallese, K. Chaoui, T. Mabrouki, J.F. Rigal // Measurement, 2012, vol. 45(3), pp. 344-353. DOI: 10.1016/j.measurement.2011.11.011
- Determination of optimal cutting conditions using design of experiments and optimization techniques / M.S. Chua, M. Rahman, Y.S. Wong, H.T. Loh // International Journal of Machine Tools and and Manufacture, 1993, vol. 33(2), pp. 297-305.
- Лапшин В.П., Туркин И.А., Христофорова В.В. Пример экспериментальной оценки износа на составляющие силы резания при точении металлов // СТИН. 2020. № 4. С. 41-44.
- Vaxevanidis N.M., Fountas N.A., Kechagias J., Malonakos D.E. Estimation of Main Cutting Force and Mean Surface Roughness in Turning of AISI D6 Tool Steel using Design of Experiments and Artificial Neural Networks. In book MACHINING: Operations, technology and management. Chapter 9, Nova Publishers, 2013, pp. 159-187.
- Hwang Y.K., Lee C.M. Surface roughness and cutting force prediction in MQL and wet turning process of AISI 1045 using design of experiments.// Journal of Mechanical Science and Technology, 2010, vol. 24(8), pp. 1669-1677
- Sieben B., Wagner T., Biermann D. Empirical modeling of hard turning of AISI 6150 steel using design and analysis of computer experiments.// Production Engineering, 2010, vol. 4(2-3), pp. 115-125.
- Youssef Y.A., Beauchamp Y., Thomas M. Comparison of a full factorial experiment to fractional and Taguchi designs in a lathe dry turning operation. // Computers & industrial engineering, 1994, vol. 27(1-4), pp. 59-62.
- Empirical models for cutting forces in finish dry hard turning of hardened tool steel at different hardness levels/ L. Tan, Z. Chen, J. Huang, et al. // Int. J. Adv. Manuf. Technol., 2014, vol.76, pp. 691703. https://doi.org/10.1007/s00170-014-6291-8
- Orra K., Choudhury S.K. Mechanistic modelling for predicting cutting forces in machining considering effect of tool nose radius on chip formation and tool wear land. // Int. J. Mech. Sci. 2018, vol. 142-143, pp. 255-268. https://doi.org/10.1016/j.ijmecsci.2018.05.004
- An innovative experimental study of corner radius effect on cutting forces / S. Campocasso, G. Poulachon, J.P. Costes, S. Bissey-Breton // CIRP Ann. Manuf. Technol. 2014, vol. 63, pp. 121-124. https://doi.org/10.1016/j.cirp.2014.03.076
- Imani B.M., Yussefian N.Z. Cutting force simulation of machining with nose radius tools. // IEEE. International Conference on Smart Manufacturing Application, 2008, pp. 19-23.
- Arsecularatne J.A., Mathew P., Oxley P.L.B. Prediction of chip flow direction and cutting forces in oblique machining with nose radius tools. // Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1995, vol. 209, pp. 305-315. https://doi.org/10.1243/PIMEPROC_1995_209_087_02
- Abdellaoui L., Bouzid W. Thermomechanical approach for the modeling of oblique machining with a single cutting edge // Mach. Sci. Technol.2016, vol. 20, pp. 655-680. https://doi.org/ 10.1080/10910344.2016.1224020
- Abdellaoui L., Bouzid W. Thermomechanical modeling of oblique turning in relation to tool-nose radius.// Mach. Sci. Technol. 2016, vol. 20, pp. 586-614 DOI: 10.1080/10910344.2016.1224017
- Ozel T., Hsu T.K., Zeren E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. // The International Journal of Advanced Manufacturing Technology, 2005, vol. 25(3-4), pp. 262-269.
- Endres W.J., Kountanya R.K. The effects of corner radius and edge radius on tool flank wear // J. Manuf. Process.2002, vol. 4, pp. 89-96. https://doi.org/10.1016/S1526-6125(02)70135-7
- Bartarya G., Choudhury S. K. Effect of cutting parameters on cutting force and surface roughness during finish hard turning AISI52100 grade steel.// Procedia CIRP, 2012, vol. 1, pp. 651-656.
- Meyer R., Köhler J., Denkena B. Influence of the tool corner radius on the tool wear and process forces during hard turning // Int. J. Adv. Manuf. Technol. 2012, vol. 58, pp. 933-940. https://doi.org/10.1007/s00170-011-3451-y
- Surface finishes from turning and facing with round nosed tools. / T.H.C. Childs, K. Sekiya, R. Tezuka, et al. // CIRP Ann.2008, vol. 57, pp. 89-92. https://doi.org/10.1016/j.cirp.2008.03.121
- Гузеев В.И. Повышение эффективности интегрированных технологических процессов на стадиях проектирования и реализации // Наукоемкие технологии в машиностроении, 2014. № 7 (37). С. 36-41.
