Методика определения вероятности отсутствия помех от взаимосцепляемости асимметричных стержневых заготовок при захвате в бункерных загрузочно-ориентирующих устройствах

Автор: А.Л. Бахно, Е.В. Пантюхина, С.А. Васин, А.А. Маликов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 т.27, 2025 года.
Бесплатный доступ
В статье приводится описание вероятности отсутствия помех от взаимосцепляемости асимметричных стержневых заготовок при их захвате в механических дисковых бункерных загрузочно-ориентирующих устройствах. Рассматриваются этапы построения математических моделей вероятности отсутствия помех от взаимосцепляемости стержневых заготовок с явной и неявной асимметрией. Приведены полученные математические зависимости вероятности отсутствия помех от взаимосцепляемости стержневых цилиндрических заготовок с явной асимметрией и имеющих неявную асимметрию заготовок трех форм – ступенчатых цилиндрических, со сферическим торцом и торцом в виде усеченного конуса. Представленные выражения для описания всех коэффициентов математической модели позволяют оценить вероятность отсутствия помех от взаимосцепляемости заготовок при их захвате в механических дисковых бункерных загрузочно-ориентирующих устройствах в зависимости от геометрических параметров заготовок и коэффициента трения между их поверхностями при их различных сочетаниях.
Бункерное загрузочно-ориентирующее устройство, взаимосцепляемость заготовок, вероятность захвата, ориентирование заготовок
Короткий адрес: https://sciup.org/148331819
IDR: 148331819 | УДК: 621.9.06 | DOI: 10.37313/1990-5378-2025-27-4-164-170
Procedure for Determination of Probability of Absence of Interference from Interlocking of Asymmetric Rod Blanks During Gripping in Hopper Feeding-Orienting Devices
The article describes the probability of absence of interference from interlocking of asymmetric rod blanks during their gripping in mechanical disk hopper feeding-orienting devices. Stages of construction of mathematical models of probability of absence of interference from interlocking of rod billets with explicit and implicit asymmetry are considered. Obtained mathematical dependences of probability of absence of interference from interlocking of rod cylindrical blanks with explicit asymmetry and having implicit asymmetry of blanks of three shapes – stepped cylindrical, with spherical end and end in the form of truncated cone are given. Presented expressions for description of all coeffi cients of mathematical model make it possible to estimate probability of absence of interference from interlocking of blanks during their gripping in mechanical disk hopper feeding-orienting devices depending on geometric parameters of blanks and coeffi cient of friction between their surfaces at their various combinations.
Текст научной статьи Методика определения вероятности отсутствия помех от взаимосцепляемости асимметричных стержневых заготовок при захвате в бункерных загрузочно-ориентирующих устройствах
При построении математических моделей вероятности захвата заготовок в механических дисковых бункерных загрузочно-ориентирующих устройствах (БЗУ) важную роль играет вза-имосцепляемость заготовок друг с другом [1-3]. В зависимости от формы заготовок, наличия в заготовках внутренних полостей, выступов и прочих особенностей взаимосцепляемость заготовок может приводить к существенному снижению их вероятности захвата и производительности БЗУ. В некоторых случаях для снижения взаимосцепляемости в конструкциях БЗУ применяются дополнительные конструктивные элементы, которые ворошат заготовки, снижая значения данного показателя. Поэтому очень важно на ранних этапах проектирования БЗУ для заданной заготовки оценить значения вероятности отсутствия помех от взаимосцепля-емости заготовок, приводящих к снижению производительности БЗУ, для принятия тех или иных конструкторских решений.
Для математического описания вероятности отсутствия помех от взаимосцепляемости, учитывающая влияние на данный параметр геометрических параметров загружаемых заготовок и значения коэффициента трения между ними, была предложена зависимость [4], которая в дальнейшем была принята за основу концепции построения математических моделей вероятности захвата и производительности механических дисковых БЗУ [5, 6]. Данная концепция нашла широкое применение при прогнозировании производительности БЗУ и оценки ее значений в различных отраслях промышленности на начальных этапах проектирования БЗУ и при их эксплуатации [7-10].
ПОСТРОЕНИЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ВЕРОЯТНОСТИ ОТСУТСТВИЯ ПОМЕХ ОТ ВЗАИМОСЦЕПЛЯЕМОСТИ ДЛЯ ЗАГОТОВОК С ЯВНОЙ АСИММЕТРИЕЙ
Для определения вероятности р с определяются площади всех поверхностей заготовки, а затем рассматриваются все возможные пары их сопряжений; при этом учитываются сопряжения только тех поверхностей заготовок, которые возможно сочетать без разъединения, что характеризуется углом р с , который позволяет оценить свободу перемещения всех пар сопрягающихся между собой поверхностей заготовки в плоскостях x и y , а также учесть влияние коэффициентов трения заготовок между собой при их захвате.
Вероятность p c в математической модели вероятности захвата записывается формулой: „ 2 п
Pc =1 -
2п • n • (FI + Fji +... + Fy)
X U^xi+^yi} i=1L^
n
х ( F I + F II ) i + ••• , (1) I — II J i
где n – количество поверхностей заготовки (например, n = 5 для цилиндрических ступенчатых за-2
готовок) и число n их сочетаний; F^, Fjj, ..., Fy - площади всех поверхностей заготовки, м2; ^xi, ^yi - углы возможного поворота двух соприкасающихся поверхностей с площадями F и FI без отрыва по плоскостям x и у, соответственно, как показано на рис. 1 [11], на примере вариан- та соприкосновения I–II (аналогично записываются выражения для каждой пары всех соприкасающихся поверхностей заготовки, в данном случае еще 24).
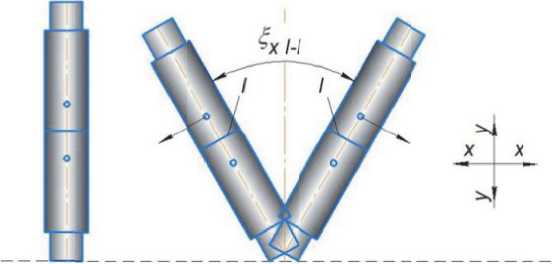
Рис. 1. Расчетная схема определения углов ^ xi , ^ yi возможного поворота двух соприкасающихся поверхностей двух ступенчатых цилиндриче y ских заготовок на примере сочетания I-I:
а – в начальный момент; б – при возможном повороте
Выразив площадь каждой из пяти поверхностей заготовки через ее геометрические параметры, получим сумму всех площадей SF = Fi + F^ +... + Fy поверхностей:
v п d 1 п d 2 1/1 1 \ п d 1 п d 2
S F =--I---+ п di li + п do ( l — l ) +---
4 4 11 2 4 4
в которой каждое слагаемое описывает площадь поверхностей I, II, …, V заготовок соответственно. Выполнив преобразования данного выражения, получим
S F = I [ d 12 + 2 d 1 l 1 + 2 d 2( l — 1 1 )] .
На рис. 2 показаны все существующие сочетания поверхностей заготовок.
Для определения углов ^ x i = arctan ц x и ^ yi = arctan 2 ц y (где ц x и Ц y - коэффициенты трения каждой пары поверхностей заготовок при движении по осям x и y соответственно) при каждом случае соприкосновения предлагается табл. 1 (в таблице в качестве допущения принято значение коэффициента трения ц ц между поверхностями заготовок одинаковым для всех сочетаний, так как заготовка изготовлена из одного металла).
Тогда выражение для вероятности p c с учетом выражения (2) и входящих в него слагаемых, соответствующих площадям каждой поверхности заготовки, а также табл. 1, будет преобразовано в следующий вид:
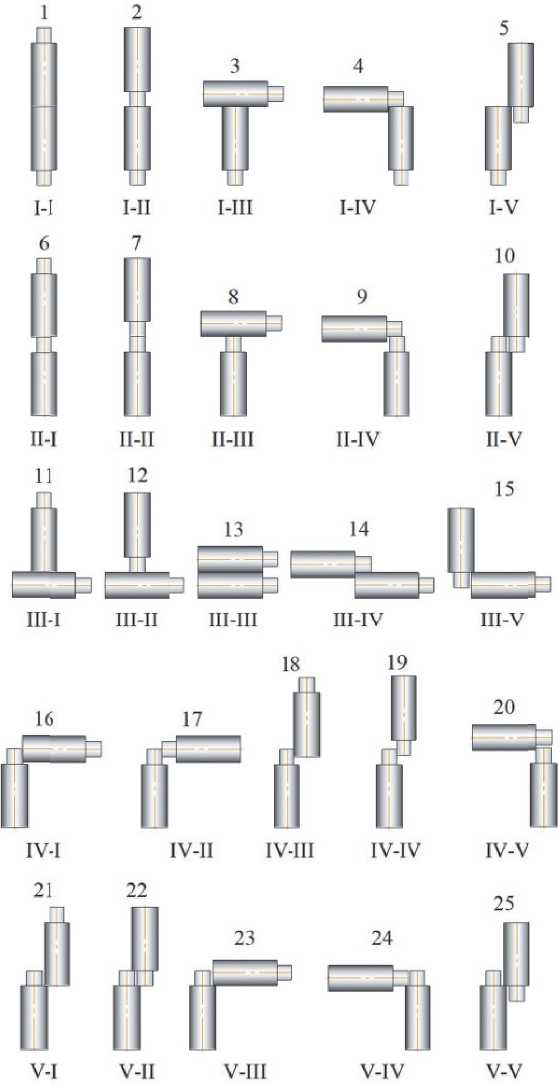
Рис. 2. Сочетания поверхностей цилиндрических ступенчатых заготовок
25^П [ d l + 2 d 1 l 1 + 2 d 2( l - 1 1 )]
2 1 a • arctan( ^ o ) • ( 6 F i + 6 F n + 6 F y ) + +arctan( ^ o ) • ( 4 F j + 4 F n + 10 F^ + 10 F y + 4 F y )
Заменив каждую площадь выражением, получим вероятность для цилиндрических ступенчатых заготовок с явной асимметрией:
P c = 1 -
arctan( ^ o )
25^ [ d 2 + 2 d 4 + 2 d 2 ( l - 1 , )]
V2 • 3 d 12 + 2 d 12 +
+ 10 d 1 l 1 + 10 d 2( l - 1 1 )
Как показали исследования, выраженную роль оказывает на вероятность p c оказывает коэффициент трения Ц 0 ; тем не менее, его влияние составляет менее чем 1 %.
Таблица 1. Выражения для вычисления A Xi xi + ^ y^
для каждого из сочетаний поверхностей заготовок с явной асимметрией
|
Сочетание |
I-I |
I-II |
I-III |
I-IV |
I-V |
|
Параметр |
2 X X arctan( ц o ) |
2 X X arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
V2 X arctan( ц o ) |
|
Сочетание |
II-I |
II-II |
II-III |
II-IV |
II-V |
|
Параметр |
2 X X arctan( ц o ) |
2 X X arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
V2 X arctan( ц o ) |
|
Сочетание |
III-I |
III-II |
III-III |
III-IV |
III-V |
|
Параметр |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
|
Сочетание |
IV-I |
IV-II |
IV-III |
IV-IV |
IV-V |
|
Параметр |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
|
Сочетание |
V-I |
V-II |
V-III |
V-IV |
V-V |
|
Параметр |
V2 X arctan( ц o ) |
V2 X arctan( ц o ) |
arctan( ц o ) |
arctan( ц o ) |
V2 X arctan( ц o ) |
ПОСТРОЕНИЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ВЕРОЯТНОСТИ ОТСУТСТВИЯ ПОМЕХ ОТ ВЗАИМОСЦЕПЛЯЕМОСТИ ДЛЯ ЗАГОТОВОК С НЕЯВНОЙ АСИММЕТРИЕЙ
Для определения вероятности отсутствия помех от взаимосцепляемости рс для заготовок с неявной асимметрией, имеющие три образующие их поверхности (n = 3), которые могут соприкасать- ся следующими вариантами их сочетаний (n = 9 вариантов): I-I, I-II, II-II, II-I, I-III, II-III, III-I, III-II, III-III получим, что каждый из этих вариантов характеризуется также максимально допустимым углом ^. В случае прилегания гладких и ровных поверхностей заготовок ^xi = ^yi = arctan(^o) . При контакте сферических или конических поверхностей с другими поверхностями заготовок ^xi =arctan(^o), ^yi = 0. С учетом вышеизложенного, выражения (1) и формул в табл. 2 для заготовок с неявной асимметрией получим:
для цилиндрических ступенчатых заготовок:
P c = 1
^^^^в
4arctan ц 0 ■ ( d f ■ (У2 + 0,5) + d I ■ (4 + 0,5) + 6 d1l ) Зу!2 ■ п ( d 1 + d 2 + 4 d 1 l )
для заготовок со сферическим торцом сф _ i 4arctan ц0 ■ (0,5df ■ (V2 +1) + 4rh) C 3^2 ■П df + 8 rh + 4 d 1/1)
для заготовок с коническим торцом
P C _ 1
—
4arctan ц 0 ■ [0,5 d 1 ■ (V2 + 1) + 2 l j ] 3V2 ■ n ( d 1 + 2-^0,25 d 1 + h ^ + 4 1 1 )
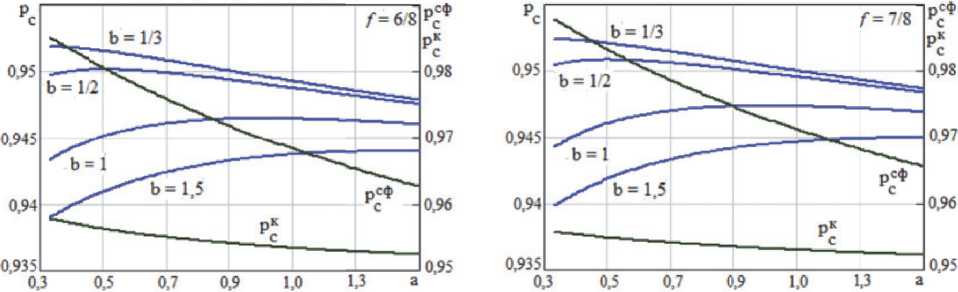
На рис. 3 представлены графики для определения вероятностей р с в зависимости от коэффициентов a = d ^ /1 , c = d 2 / 1 , f = l i /1 для различных заготовок.
На графиках, описывающих вероятности отсутствия помех со стороны взаимосцепляемости от заменяющего коэффициента a = d ^ /1 , представлены две вертикальные оси: справа - ось вероятности р с для цилиндрических ступенчатых заготовок, а слева - ось р £ф для заготовок со сферическим торцом и ось p C для заготовок с коническим торцом.
Таким образом, вероятность р с позволяет учесть влияние на вероятность захвата заготовок и производительность усовершенствованного БЗУ геометрических параметров стержневых цилиндрических ступенчатых заготовок и коэффициента трения между ними.
Таблица 2. Выражения для вычисления X Xi xi + X y^
для каждого из сочетаний поверхностей заготовок с неявной асимметрией
|
Вид заг о товки |
|||||
|
II II II II1111 I I I |
и |
||||
|
Варианты сочетания поверхностей |
|||||
|
I-I |
I-II |
II-II |
I-I |
II-I I |
I-II I |
|
2 Х х arctan( ^ 0) |
2 Х х arctan(|j.o) |
0 |
arctan( ^ 0) |
||
|
II-I |
I-III |
II-III |
II-I |
I-I I |
II-I I I |
|
2 Х х arctan( ^ 0) |
arcta n ( ^ 0) |
0 |
|||
|
III-I |
III-II |
III-III |
III-I |
III- I I |
III-I I I |
|
arctan( ^ 0) |
arctan( ^ 0) |
0 |
|||
а б
Рис. 3. Графики зависимостей вероятности р с для различных заготовок с неявной асимметрией при f = 6/8 (а) и f = 7/8 (б)
ЗАКЛЮЧЕНИЕ
Математическое описание вероятности отсутствия помех от взаимосцепляемости при их захвате принимает значения для стержневых асимметричных заготовок в диапазоне от 0,932 до 0,964 в зависимости от их формы, что приводит к несущественному снижению производительности механических дисковых БЗУ. Для ее повышения целесообразно в бункере БЗУ устанавливать дополнительные конструктивные элементы, которые ворошат заготовки, снижая значения вероятности отсутствия помех от взаимосцепляемости заготовок. Кроме этого можно использовать различные методы для снижения коэффициента трения между заготовками при их взаимосцепляемости. Это также повлияет и на вероятность нахождения заготовок в благоприятном для захвата положении, снизив коэффициент трения между заготовками и рабочими органами БЗУ, приведя к повышению вероятности захвата и производительности БЗУ.
