Методология решения проблемы очистки стоков молокоперерабатывающих предприятий

Автор: Мамай Д.С., Бабенышев С.П., Мамай А.В., Иванец В.А., Хоха Д.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (91), 2022 года.
Бесплатный доступ
В России, как и во всем мире, одной из наиболее острых проблем является защита природных водных ресурсов от загрязнения сточными водами пищевых, особенно молокоперерабатывающих предприятий. Однако несмотря на то, что на законодательном уровне установлены ограничения, штрафы и приостановка их деятельности за превышение установленных нормативов сброса загрязняющих веществ в водоемы, они продолжают наносить всё более существенный вред окружающей среде. К основной объективной причине этого явления следует отнести отсутствие эффективной технологии очистки сложных по составу, с изменяющимися даже в течении суток физико-химическими свойствами стоков предприятий по переработке молока. Целью исследования являлась разработка концепции глубокой переработки вторичного молочного сырья для последующего использования в промышленном производстве. В работе представлены анализ базовой структуры современной технологии очистки стоков молокоперерабатывающих предприятий на заводских очистных сооружениях и предложены основные принципы переработки вторичного молочного сырья. Анализ представленных данных показывает, что современные методы очистки сточных вод, применяемые на большинстве молочных заводов не соответствуют нормативам Следование предложенным принципам позволит обеспечить благоприятные условия выделения лактозы из вторичного молочного сырья на последующих стадиях его глубокой переработки. То или иное сочетание этих процессов, прежде всего, зависит от стоимости технологий и необходимого для их реализации оборудования, объёмов сырья, требуемой глубины его переработки, а также рыночной цены готовой продукции
Молочное сырье, жидкие стоки, мембранные технологии, очистка стоков, молокоперерабатывающие предприятия
Короткий адрес: https://sciup.org/140293761
IDR: 140293761 | УДК: 637.344.3:66.081.63
Methodology for solving the problem of wastewater treatment of dairy processing enterprises
In Russia, as well as all over the world, one of the most acute problems is the protection of natural water resources from sewage contamination of food, especially dairy processing enterprises. However, despite the fact that restrictions, fines and suspension of their activities have been established at the legislative level for exceeding the established standards for the discharge of pollutants into reservoirs, they continue to cause more and more significant harm to the environment. The main objective reason for this phenomenon should be attributed to the lack of an effective technology for cleaning complex in composition, with changing even during the day physico-chemical properties of effluents of milk processing enterprises. The purpose of the study was to develop the concept of deep processing of secondary dairy raw materials for subsequent use in industrial production. The paper presents an analysis of the basic structure of the modern technology of wastewater treatment of dairy processing enterprises at factory treatment facilities and suggests the basic principles of processing secondary dairy raw materials. The analysis of the presented data shows that modern methods of wastewater treatment used in most dairy plants do not meet the standards. Following the proposed principles will ensure favorable conditions for the release of lactose from secondary dairy raw materials at subsequent stages of its deep processing. One or another combination of these processes primarily depends on the cost of technologies and the equipment necessary for their implementation, the volume of raw materials, the required depth of its processing, as well as the market price of finished products.
Текст обзорной статьи Методология решения проблемы очистки стоков молокоперерабатывающих предприятий
Экологическая опасность сточных вод обусловлена, во-первых, большим количеством органических веществ, представляющие собой остатки молока и молочных продуктов, поступающие в основном от необходимых операций ополаскивания емкостного и технологического оборудования. Во-вторых, в сточные воды идут щелочные, кислотные и другие компоненты моющих растворов, то приводит к изменению показателя рН стоков от 3 до 10. Сброс таких стоков в сооружения биологиче- ской очистки приводит к полному отмиранию активного ила, который становится загрязнителем, подлежащим полной замене. При их попадании в подпочвенные или открытые водоемы происходит значительное снижение концентрации растворенного кислорода в воде, что делает их как минимум непригодными для водоснабжения.
Расход сточных вод, нормативно сбрасываемых молокоперерабатывающим предприятием, может составлять до 80–85% от объёма потребляемой воды питьевого качества [1,10].
Таблица 1.
Характеристики стоков, нормативных показателей сточных вод и питьевой воды Table 1.
Characteristics of wastewater, regulatory indicators of wastewater and drinking water
|
Показатель сточных вод км3 Wastewater indicator, km3 |
До очистки Aftertreatment [2] |
После очистки After cleaning [2] |
ПДК для сброса в канализацию MPC for discharge into the sewer [2] |
Вода питьевая Drinking water [3] |
|
Взвешенные вещества, мг/ дм 3 Suspended solids, mg/dm3 |
1500–2000 |
1000 |
300 |
40–50 |
|
Сухой остаток, мг/ дм 3 Dry residue, mg/dm3 |
1200–1800 |
1200 |
3000 |
800–1000 |
|
ХПК мг О 2 /дм 3 COD mgО 2 / dm3 |
2500–3000 |
1500 |
500 |
0 |
|
БПК полн, мг О2 /дм 3 BOD is full, mgО2 / dm3 |
1500–2000 |
1000 |
500 |
0 |
|
Жиры, мг/ дм 3 Fats, mg/dm3 |
1500–2000 |
1000 |
300 |
0 |
|
Фосфор общий, мг/ дм 3 Total phosphorus, mg/dm3 |
10–15 |
12 |
12 |
3–5 |
|
Азот общий, мг/ дм 3 Total nitrogen, mg/dm3 |
60–110 |
50 |
50 |
10–12 |
|
рН, ед., |
2–12 |
3–10 5–10 |
6–9 |
6–8 |
Анализ данных, представленных в таблице 1, показывает, что современные методы очистки сточных вод, применяемые на большинстве молочных заводов не соответствуют нормативам ПДК для сброса в канализацию и соответственно требуется применение дополнительных мер их обработки.
Анализ базовой структуры современной технологии очистки стоков молокоперерабатывающих предприятий (МПП) на заводских очистных сооружениях (ЗОС)
Производительность ЗОС определяется максимальными суточными и часовыми объемами сточных вод, периодичностью обработки и временем сброса, как правило, предусматривается их непрерывная работа до 16–20 часов в сутки. Поскольку из производственной технологии нельзя исключить процессы промывок емкостей и оборудования, то для нейтрализации используемых щелочных и кислотных реагентов, перед ЗОС стоки направляют в усреднитель-ную емкость объемом равным примерно 50% суточного расхода [19, 17].
Дисперсная фаза в стоках МПП состоит из механических примесей, эмульгированных и растворенных компонентов [8, 9, 13], прежде всего, это молочный жир, белковые соединения, углеводы, минеральный комплекс молока, некоторые витамины, а при наличии сыродельного производства и повышенное содержание соли. Следует отметить, что их соотношение может меняться в достаточно широких диапазонах даже для одного предприятия в течении суток, что значительно осложняет разработку технологии очистки таких жидких полидисперсных систем.
До подачи стоков в усреднитель традиционно на первом этапе очистки, используя отстойники, грубые фильтры, жиро- и песколовки, выделяют механические примеси и молочный жир – т. е. все, что может вывести из строя насосное и некоторое другое специальное оборудование, имеющее в составе рабочих органов прецизионные кинематические пары. Для реализации второго (основного) этапа очистки стоков в мировой практике используют уже специальное оборудование, как правило, в составе технологической линии, предусматривающей многовариантные комбинации следующих основных процессов: физикохимические, баро- и электромембранные, биологические аэробный или анаэробный [15,16]. Основные технические особенности и сравнительные экономические показатели этих методов приведены в таблице 2.
Таблица 2.
Технические особенности и сравнительные экономические показатели основных методов очистки стоков на ЗОС МПП [2]
Table 2.
Technical features and comparative economic indicators of the main methods of wastewater treatment for the conclusion of compliance with the MPP [2]
|
Удаление нерастворимых примесей Removal of insoluble impurities |
Удаление эмульгированных примесей Removal of emulsified impurities |
Удаление растворенных органических примесей Removal of dissolved organic impurities |
Удаление растворенных минеральных примесей Removal of dissolved mineral impurities |
Особенности применения Application Features |
Капитальные затраты Capital expenditures |
Эксплуатационные затрат Operating costs |
|
Физико-химический метод | Physico-chemical method |
Низкие Low |
Высокие High |
||||
|
98–99% |
80–85% |
Частично |
Нет No |
Для локальной очистки For local cleaning |
||
|
Ультра |
ильтрация | Ultrafiltration |
Средние Medium |
Высокие High |
|||
|
98–99% |
80–85% |
Частично Partly |
Нет No |
Для концентрирования сыворотки To concentrate the serum |
||
|
Обратный осмос | Reverse osmosis |
Высокие High |
Высокие High |
||||
|
Нет No |
Нет No |
Нет No |
99,9% |
После глубокой очистки от органических загрязнений After deep cleaning from organic contaminants |
||
|
Биологический анаэробный | Biological anaerobic |
||||||
|
Нет No |
98–99% |
98–99% |
Нет No |
После локальной очистки. Требуется доочистки от органических загрязнений After local cleaning. Additional cleaning from organic contaminants is required |
Высокие High |
Низкие Low |
|
Биологический аэробный | Biological aerobic |
||||||
|
80–90% |
98–99% |
98–99% |
Нет No |
После локальной очистки. Обеспечивает полное удаление органических загрязнений After local cleaning. Provides complete removal of organic contaminants |
Высокие High |
Низкие Low |
Следует отметить, что в большинстве стран, занимающих высокие позиции на рынке переработки молока и производства высококачественной пищевой продукции, внедрение такой технологической структуры работы ЗОС даёт возможность очищать стоки МПП до уровня, допускающего их сброс в городской канализационный коллектор. Однако в условиях нашей страны такой подход к решению проблемы не находит практического применения по следующим основным причинам:
– разработка аппаратурно-технологической схемы очистки стоков требует индивидуального подхода применительно к условиям работы ЗОС почти каждого МПП, что сопряжено с высокими экономическими затратам;
– ни одно из отечественных МПП объективно не может иметь в своем составе достаточно оснащенное высококвалифицированными научными кадрами и соответствующим исследовательским оборудованием подразделение, способного выполнить необходимую НИР для разработки технологии очистки стоков;
– либеральная в отношении охраны окружающей среды политика не стимулирует МПП к поиску решения проблемы создания эффективных ЗОС [12].
В результате большинство отечественных МПП вынужденно идёт на сброс недостаточно очищенных стоков и соответственно экономические потери от штрафных санкций, часть из которых тем или иным способом включается в себестоимость готовой продукции. Что ведет к повышению отпускных цен на готовую продукцию, снижая покупательский спрос и обуславливая в конечном итоге снижение прибыли МПП. Образуется порочный круг, исключающий возможность самостоятельной высокозатратной разработки инновационных технологий силами и ресурсами даже крупного отечественного МПП. Очевидно, что в такой ситуации требуется найти нетривиальный подход к осмыслению стоящей, прежде всего, научной проблемы.
Предлагаемая методология решения проблемы очистки стоков МПП
С технологической точки зрения исходное сырьё, поступающее на МПП, представляет собой идеально сбалансированную систему – натуральное молоко. По определению не имеющее каких-либо пороков в своём составе или физико-химических свойствах. При правильном подходе к его переработке в целевые продукты переходят молочный жир (натуральное сливочное масло), часть белковой фракции (сырные и творожные изделия) [4, 7, 11, 20]. Всё остальное же, ещё на заре развития технологии молока опрометчиво названное отходами, часто попадало в канализацию, нанося тем самым непоправимый урон окружающей среде. На сегодняшний день каждый вид (сыворотка, пахта, ополоски) так называемых отходов справедливо относят ко вторичному, т. е. просто не полностью переработанному, но, тем не менее, ценному молочному сырью [5, 6, 18].
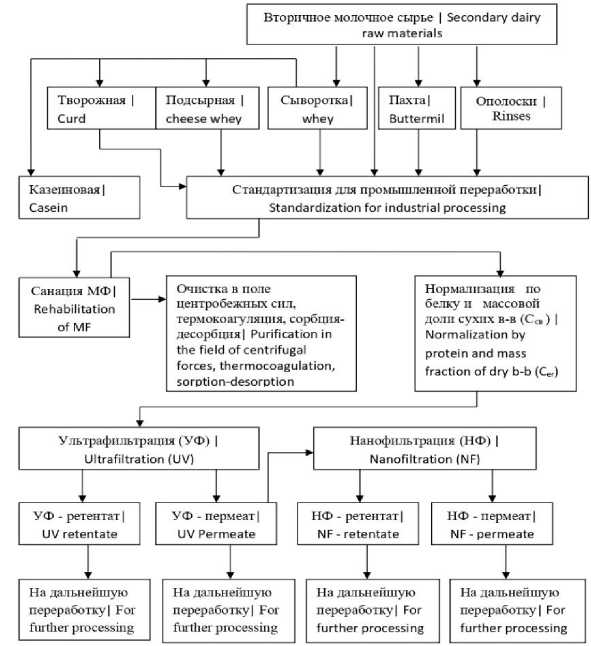
Рисунок 1. Концепция (фрагмент) глубокой переработки вторичного молочного сырья
Figure 1. The concept (fragment) of deep processing of secondary dairy raw materials
Переработку каждого вида вторичного молочного сырья в промышленном объеме следует рассматривать как направленное и управляемое воздействие на сложную биотехнологическую систему. И соответственно все виды такого воздействия следует разделить на две основные группы: предварительная очистка и окончательная обработка. Основа концепции глубокой переработки, вторичного молочного сырья схематично представлена на рисунке 1. Один из основных принципов построения предлагаемой концепции можно сформулировать следующим образом: вторичное молочное сырьё перед начальным этапом его глубокой переработки, предусматривающей фракционирование, должно быть стандартизовано. Необходимость соблюдения этого принципа обусловлена, прежде всего, базовыми условиями эффективного проведения технологических и особенно баромембранных процессов:
-
– использование стандартного, серийно выпускаемого оборудования;
-
– применение унифицированного ряда мембран с заданными показателями проницаемости по стандартному пермеату вторичного молочного сырья и селективности по сывороточным белкам;
– исключение из состава пусконаладочных работ мероприятий, направленных на уточнение или адаптацию основных режимов эксплуатации баромембранного оборудования в зависимости от особенностей физикохимических показателей каждого вида используемого вторичного молочного сырья.
Для реализации этого принципа начальный этап последующей глубокой переработки вторичного молочного сырья, в том числе и молочной сыворотки, на основе применения мембранного оборудования, должен предусматривать проведение следующих технологических операций:
-
– пастеризация традиционным методом или санация с использованием микрофильтрационного оборудования;
-
– очистка от механических примесей, частиц казеина, молочного жира в поле центробежных сил, в том числе и при колебательном движении разделяемой системы;
– выделение части белковой фракции тем или иным путем, например, добавлением в предварительно очищенную молочную сыворотку комплекса растительных полисахаридов (экстракт топинамбура) с последующим осаждением образовавшегося высокомолекулярного комплекса «сывороточные белки – полисахарид» [23].
Выбор способа предварительной обработки вторичного молочного сырья определяется его физико-химическими свойствами и требованиями технологии дальнейшей переработки, эффективность которой зависит от состава и степени использования действующего на предприятии оборудования [21, 22]. При этом возможно применение термокоагуляции, сорбции, хроматографии, мембранной фильтрации и т. д. Граничные условия варьирования способов и взаимовлияющих режимов каждой конкретной технологической операции необходимо устанавливать на основе комплекса показателей определяющих соответствие получаемого сырья требованиям «стандарта». Следует отметить, что реализация предложенной концепции сопряжена с решением (рисунок 2), требующего проведения экспериментальных исследований, следующих взаимосвязанных практических задач:
-
– обоснование состава и содержания основных показателей стандартизированного вторичного молочного сырья;
– определение параметров проницаемости по пермеату, селективности по белку мембран и тип мембранного оборудования для очистки, например, молочной сыворотки.
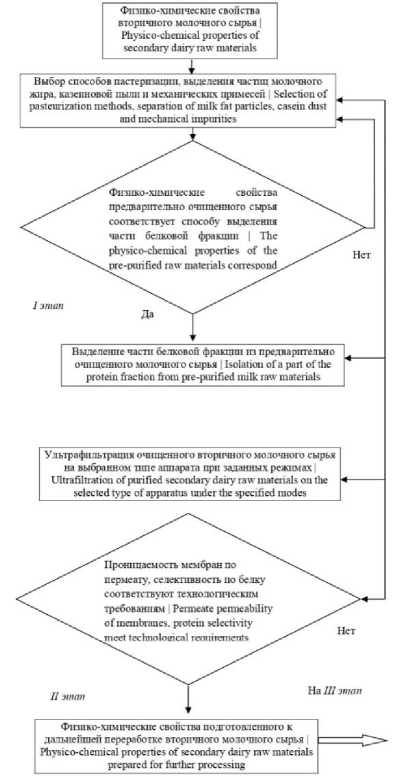
Рисунок 2. Основной фрагмент содержания задач переработки вторичного молочного сырья и общая методика их решения экспериментальным путём
Figure 2. The main fragment of the content of the tasks of processing secondary dairy raw materials and the general method of solving them experimentally
Мамай Д.С. и др. Вестник ВГУИТ, 2022, Т. 84, №. 1, С. 214-221 Заключение
Примем ситовую модель баромембранного разделения любого вида вторичного молочного сырья и соответственно ультрафильтрацию в качестве первой стадии его переработки. Тогда содержание комплекса показателей «стандарта» будет определяться в первую очередь уровнем эффективности проведения процесса ультрафильтрационного разделения стандартизированного сырья. На этой основе сформулирован второй принцип, на котором базируется предлагаемая концепция: первый этап баромембранной очистки вторичного молочного сырья должен обеспечивать очистку пермеата от белков и молочного жира. Следование этому принципу позволит обеспечить благоприятные условия выделения лактозы из вторичного молочного сырья на последующих стадиях его глубокой переработки. То или иное сочетание этих процессов, прежде всего, зависит от стоимости технологий и необходимого для их реализации оборудования, объёмов сырья, требуемой глубины его переработки, а также рыночной цены готовой продукции
Список литературы Методология решения проблемы очистки стоков молокоперерабатывающих предприятий
- Бабенышев С.П. и др. Комплексный метод осветления вторичного молочного сырья // Молочная промышленность. 2018. №. 9. С. 66-68.
- Бабенышев С.П. и др. Способ получения сывороточного фруктово-овощного напитка. 2016.
- Шифрин С.М., Иванов Г.В., Мишуков Б.Г., Феоранов Ю.А. Очистка сточных вод предприятия мясной и молочной промышленности // Легкая и пищевая промышленность 1981. 272 с.
- СанПиН 2.1.4.1074-01. Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества.
- Семенов В.В., Луговкин А.Н. Очистка сточных вод в молочной промышленности // Молочная промышленность. 2020. № 8. C. 26-29.
- Babenyshev S., Mamay D., Bratsikhin A., Borisenko A. et al. Ultrafiltration of cottage cheese whey for cleaning of nitrogenous substances // Journal of Hygienic Engineering and Design. 2021. V. 33. P. 219-224.
- Saguy I.S., Roos Y.H., Cohen E. Food engineering and food science and technology: Forward-looking journey to future new horizons // Innovative Food Science & Emerging Technologies. 2018. V. 47. P. 326-334.
- Maubois J.L. Ultrafiltration of Whey // International Journal of Dairy Technology. 1980. V. 33. № 2. P. 55-58.
- Sedelkin V.M., Surkova A.N., Pachina O.V., Potehina L.N. et al. Simulation of membrane ultrafiltration of secondary raw milk // Petroleum Chemistry. 2016. V. 56. № 4. P. 367-378.
- Aydogdu T., Ho Q.T., Ahrne L., O'Mahony J.A.et al. The influence of milk minerals and lactose on heat stability and age-thickening of milk protein concentrate systems // International Dairy Journal. 2021. V. 118. P. 105037. doi: 10.1016/j .idairyj .2021.105037
- Karim A., Aider M. Production of prebiotic lactulose through isomerisation of lactose as a part of integrated approach through whey and whey permeate complete valorisation: A review // International Dairy Journal. 2022. V. 126. P. 105249. doi: 10.1016/j .idairyj .2021.105249
- Pombo A.F.W. Cream cheese: Historical, manufacturing, and physico-chemical aspects // International Dairy Journal. 2021. V. 117. P. 104948. doi: 10.1016/j.idairyj.2020.104948
- Cordova A., Astudillo-Castro C., Ruby-Figueroa R., Valencia P. et al. Recent advances and perspectives of ultrasound assisted membrane food processing // Food Research International. 2020. V. 133. P. 109163. doi: 10.1016/j.foodres.2020.109163
- Arranz E., Corrochano A.R., Shanahan C., Villalva M. et al. Antioxidant activity and characterization of whey protein-based beverages: Effect of shelf life and gastrointestinal transit on bioactivity // Innovative Food Science & Emerging Technologies. 2019. V. 57. P. 102209. doi: 10.1016/j. ifset.2019.102209
- Ali F., Tian K., Wang Z. X. Modern techniques efficacy on tofu processing: A review // Trends in Food Science & Technology. 2021. V. 116. P. 766-785. doi: 10.1016/j.tifs.2021.07.023
- Wu G., Hui X., Stipkovits L., Rachman A. et al. Whey protein-blackcurrant concentrate particles obtained by spray-drying and freeze-drying for delivering structural and health benefits of cookies // Innovative Food Science & Emerging Technologies. 2021. V. 68. P. 102606. doi: 10.1016/j. ifset.2021.102606
- Gulec H.A., Cinar K., Bagci U., Bagci P.O. Production of concentrated whey beverage by osmotic membrane distillation: Comparative evaluation of feed effect on process efficiency and product quality // International Dairy Journal. 2021. V. 121. P. 105115. doi: 10.1016/j.idairyj.2021.105115
- Burgain J., Gaiani C., Cailliez-Grimal C., Jeandel C. et al. Encapsulation of Lactobacillus rhamnosus GG in microparticles: Influence of casein to whey protein ratio on bacterial survival during digestion // Innovative Food Science & Emerging Technologies. 2013. V. 19. P. 233-242. doi: 10.1016/j.ifset.2013.04.012
- Melnikova E.I., Losev A.N., Stanislavskaya E.B. Microparticulation of caseic whey to use in fermented milk production // Foods and Raw materials. 2017. V. 5. №. 2. P. 83-93.
- Odell O.J., Wallis G.A. The application of lactose in sports nutrition // International Dairy Journal. 2021. V. 116. P. 104970. doi: 10.1016/j.idairyj.2020.104970
- ГОСТ 31534-2012. Творог зерненый. Технические условия. М.: Стандартинформ, 2014.
- Bakalis S., Valdramidis V.P., Argyropoulos D., Ahrne L. et al. Perspectives from CO+ RE: How COVID-19 changed our food systems and food security paradigms // Current Research in Food Science. 2020. V. 3. P. 166. doi: 10.1016/j.crfs.2020.05.003
- Тимкин В.А., Горбунова Ю.А. Последовательная микро-и ультрафильтрация в процессе производства творога // Мембраны и мембранные технологии. 2017. Т. 7. №. 4. С. 284-292.
- Ayseli Y.I., Aytekin N., Buyukkayhan D., Aslan I. et al. Food policy, nutrition and nutraceuticals in the prevention and management of COVID-19: Advice for healthcare professionals // Trends in Food Science & Technology. 2020. V. 105. P. 186-199. doi: 10.1016/j.tifs.2020.09.001
