Методы сокращения углеродного следа при производстве, транспортировке и укладке бетонной смеси

Автор: Александрова О.В., Гранева А.В., Нгуен Дык Винь Куанг, Митягина А.Н.,Пуляев И.С.
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Системные решения технологических проблем
Статья в выпуске: 1 т.18, 2026 года.
Бесплатный доступ
Введение. Концентрация CO2 в атмосфере за последние 70–80 лет показывает устойчивый рост, вклад в который вносит производство строительных материалов и конструкций из бетона, основной составляющей которого является цемент. Одним из современных решений сокращения выбросов углекислого газа в сфере строительства может быть применение в конструкциях модифицированного бетона. Целью данного исследования является анализ процессов производства бетонной смеси с точки зрения выбросов углекислого газа на каждом этапе, а также подбор состава модифицированной бетонной смеси для уменьшения этих выбросов. Методы и материалы. Проведена оценка углеродоемкости компонентов бетонной смеси и этапов ее жизненного цикла. Процессы, связанные с выбросами СО2, включают производство, транспортировку сырья и производство бетонной смеси. Результаты и обсуждение. Проведенный анализ данных демонстрирует доминирующий вклад производства цемента в общий углеродный след сырьевых компонентов. Сравнительная оценка углеродоемкости различных рецептур выявила значительный потенциал применения минеральных добавок для ее снижения. Комплексный анализ свойств модифицированного бетона послужил основанием для разработки детальной технологической схемы его производства. Выводы. Частичная замена портландцемента на инертные в углеродном отношении материалы, такие как зола-унос, микрокремнезем и нанокремнезем, позволяет существенно снизить углеродный след конечного продукта.
Бетонная смесь, минеральные активные добавки, выбросы СО2, микрокремнезем, нанокремнезем
Короткий адрес: https://sciup.org/142247088
IDR: 142247088 | УДК: 69.059.643 | DOI: 10.15828/2075-8545-2026-18-1-93-102
Techniques to lower carbon footprint in producing, transporting, and laying concrete mixtures
Introduction. The concentration of CO2 in the atmosphere over the past 70–80 years has been showing steady growth. A key contributor to this increase is the manufacturing of concrete building materials and structures, for which cement is the primary component. One of the advance solutions to reduce carbon dioxide emissions in the construction sector may be the use of modified concrete in structures. The purpose of this study is to analyze the processes of concrete mix production in terms of carbon dioxide emissions at each stage, as well as to select the composition of the modified concrete mix to reduce these emissions. Methods and Materials. The assessment of the carbon intensity of the components of the concrete mixture and the stages of its life cycle has been carried out. Processes related to CO2 emissions include production, transportation of raw materials and production of concrete mix. Results and Discussion. The data analysis demonstrates the dominant contribution of cement production to the total carbon footprint of raw materials. A comparative assessment of the carbon intensity of various formulations revealed a significant potential for the use of mineral additives to reduce it. A comprehensive analysis of the properties of modified concrete served as the basis for the development of a detailed technological scheme for its production. Conclusion. The partial replacement of Portland cement with carbon-inert materials such as fly ash, microsilicon and nanosilicon can significantly reduce the carbon footprint of the final product.
Текст научной статьи Методы сокращения углеродного следа при производстве, транспортировке и укладке бетонной смеси
Александрова О.В., Гранева А.В., Нгуен Дык Винь Куанг, Митягина А.Н.,Пуляев И.С. Методы сокращения углеродного следа при производстве, транспортировке и укладке бетонной смеси. Нанотехнологии в строительстве. 2026;18(1):93–102. – EDN: WGAXJS.
В настоящее время во всем мире все более актуальной становится проблема изменения климата, что проявляется в повышении температуры, увеличении интенсивности ураганов, наводнений и засухи, таянии ледников, изменении кислотности воды в мировом океане, угрожая всей экосистеме планеты. Одним из таких факторов является увеличение концентрации углекислого газа в атмосфере.
Концентрация CO2 в атмосфере за последние 70–80 лет показывает устойчивый рост, превышая к первой четверти XXI века 400 ppm [1]. Содержание СО увеличивалось за последние 10 лет со скоростью более 2...3 частей на миллион (ppm) в год или 0,5...0,7%. Такой уровень содержания диоксида углерода в атмосфере является максимальным за последние миллионы лет [2–4]. В 2023 году средний уровень углекислого газа в атмосфере составил 419,3 ppm, с 2023 по 2024 год концентрация углекислого газа в атмосфере выросла на 3,5 ppm [5, 6].
Немалый «вклад» в рост концентрации CO2 в атмосфере вносит производство строительных материалов и конструкций, в частности зданий, мостов, дорог из бетона, основной составляющей которого является цемент. С 2002 по 2021 годы выбросы углекислого газа при производстве цемента увеличились с 1,4 до 2,9 млрд т. Набольшее увеличение концентрации СО2 происходит во время обжига известняка и нагрева цементных печей. Известняк подвергается процессу кальцинирования, который выделяет до 50 процентов выбросов углерода от всей цементной промышленности. Кроме того, для производства клинкера требуются большие объемы энергии для нагрева, смешивания и охлаждения ингредиентов в гигантских печах [7, 8].
Существует ряд мер сокращения выбросов углекислого газа в сфере строительства [9, 10]:
– увеличение использования таких традиционных перерабатываемых материалов, как дерево, бамбук, солома;
– снижение использования электрической энергии на отопление, кондиционирование и освещение
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
за счет повышения энергоэффективности зданий;
– активное распространение источников возобновляемой энергии (солнечных панелей, ветрогене-раторов);
– использование передовых строительных технологий (3D-печать зданий, модульное строительство);
– рециклинг строительных отходов и использование вторичных материалов в новых проектах.
Одним из современных решений может быть применение в конструкциях модифицированного бетона, в состав которых входят различного рода добавки. Использование модифицированной бетонной смеси позволяет возводить конструкции более высокой прочности, меньшей массы, с длительным сроком эксплуатации, чем при использовании традиционной бетонной смеси [11].
Модифицированная бетонная смесь – это композиционный материал на основе традиционного бетона, в состав которого вводятся специальные добавки (химические, минеральные или дисперсные) для целенаправленного изменения его свойств. Такие смеси обладают улучшенными эксплуатационными характеристиками по сравнению с обычным бетоном, включая повышенную прочность, долговечность, трещиностойкость, морозостойкость и удо-боукладываемость [12–15].
В качестве добавок могут использоваться: химические модификаторы, такие как поликарбоксилаты, сульфонаты, которые повышают подвижность смеси без увеличения водоцементного отношения (В/Ц). Воздухововлекающие добавки создают микроскопические воздушные поры, повышая морозостойкость. Замедлители/ускорители схватывания регулируют время твердения в зависимости от условий бетонирования. Активные минеральные добавки (зола-унос, микрокремнезем, метакаолин), участвующие в реакциях гидратации, повышая прочность и инертные добавки (молотый кварц, известняковая мука), улучшают гранулометрический состав смеси. Наноматериалы, например нанокремнезем (SiO2), заполняют нанопоры, увеличивая плотность цементного камня или углеродные нанотрубки, повышают прочность на растяжение и ударную вязкость [16–18].
Преимуществами модифицированного бетона в строительстве можно считать [19, 20]:
– модифицированный бетон обладает более высокой прочностью как на сжатие, так и на растяжение, что позволяет повысить прочность конструкции и уменьшить объем необходимого материала;
– добавление модификаторов, таких как полимерные добавки, повышает устойчивость бетона к образованию трещин, что увеличивает срок службы конструкций;
– использование вторичных материалов или переработанных добавок в модифицированном бетоне может снизить углеродный след, уменьшить использование первичных ресурсов и энергии, сократить количество отходов [21];
– увеличивается срок службы конструкции, сокращается необходимое техническое обслуживание и ремонтные работы благодаря улучшенным эксплуатационным характеристикам.
Целью данного исследования является анализ процессов производства бетонной смеси с точки зрения выбросов углекислого газа на каждом этапе, а также подбор состава модифицированной бетонной смеси для уменьшения этих выбросов.
МЕТОДЫ И МАТЕРИАЛЫ
Процессы, связанные с выбросами СО2 при производстве бетонной смеси, приведены на рис. 1. Они включают производство, транспортировку сырья и производство бетонной смеси, все эти процессы в равной степени формируют углеродный след. При расчете выбросов CO2 в процессе производства бетонной смеси можно не учитывать химические добавки ввиду их малого количества по сравнению с другими компонентами. Также ввиду незначительных величин выбросы CO2 при использовании воды и химических добавок были проигнорированы.
Для подтверждения теории об уменьшении выбросов CO2, при производстве модифицированного бетона исследовались составы с различным содержанием активных минеральных добавок: зола-уноса, микрокремнезем и наноSiO2 (табл. 1) [22, 23].
Расчет выбросов CO2
Применим следующую формулу для расчета выбросов CO2 при изготовлении 1м3 бетонной смеси:
Для количественной оценки выбросов углекислого газа, связанных с изготовлением единицы объема бетонной смеси (1 м³), было применено следующее расчетное соотношение [11]:
ВБС = [(Ц·Кц) + (Щ·Кщ) + (П·Кп)+(КП·ККп) +
+ (МЗУ·КЗУ)+(МК·КМК)+(НК·КНК)] + КЗ+ КТР, где ВБС – общие выбросы CO2; Ц – расход цемента на 1 м3 бетонной смеси, кг; Щ – расход крупного заполнителя (щебня) на 1 м3 бетонной смеси, кг; П – расход мелкого заполнителя (кварцевого песка) на 1 м3 бетонной смеси, кг; ЗУ – расход золы-уноса на 1 м3 бетонной смеси, кг; МК – расход микрокремнезема на 1 м3 бетонной смеси, кг; КП – расход тонкомолотого кварцевого порошка на 1 м3 бетонной смеси, кг; НК – расход наноSiO2 на 1 м3
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ

Рис. 1. Процессы, связанные с выбросами CO2 при получении одного куб. м бетонной смеси
Таблица 1. Составы бетонных смесей
Расчет коэффициентов выбросов углекислого газа для компонентов бетона
При производстве цемента (КЦ) выбросы составляют 0,840 т CO2/т цемента; выбросы при транспортировке – 0,0835 т CO2/цемента. Общий КЦ составит 0,9235 т CO2/т цемента.
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
Коэффициент выбросов при добыче мелкого заполнителя (песка) (КП) составляет 0,0046 т CO2/т песка при расходе электроэнергии: 3,25 кВт·ч/м³ песка. Выброс CO2 при производстве 1 кВт электроэнергии составляет 0,545 кг-CO2/кВт при плотности песка 2,6 т/м3.
При добыче крупного заполнителя (щебня) происходит выброс углерода при взрывных работах, дроблении, сортировке и складировании. Коэффициент выбросов (КЩ) для гранитного щебеня – 0,0295 т CO2/т, для базальтового щебеня – 0,0257 т CO₂/т.
Производство тонкомолотого кварцевого порошка (ККп). Исходный коэффициент 0,0046 т CO2/т, при помоле возникают дополнительные выбросы – 51 кВт·ч/т.
Выбросы от электроэнергии: 51×0,545 кг CO2/ кВт·ч = 27,795 кг CO2/т = 0,0278 т CO2/т.
Итоговый ККп = 0,0046 + 0,0278 = 0,0324 т CO2/т.
Проведена оценка углеродоемкости компонентов бетонной смеси и этапов ее жизненного цикла. Коэффициент выбросов CO₂ для нанокремнезема (Кнк), учитывающий воздействие его промышленного производства на окружающую среду, принят в интервале от 0,0348 до 0,0412 кг-CO2-экв/кг на основании данных литературных источников [23, 24].
Коэффициенты выбросов для золы-уноса (Кзу) и микрокремнезема (Кмк) формируются исключительно за счет логистических операций (транспортировка к местам хранения и потребителям) и процессов контроля качества, поскольку их получение как вторичных продуктов промышленности (теплоэнергетики и производства ферросилициевых сплавов соответственно) не сопряжено с прямыми выбросами. Для золы-уноса данный коэффициент оценивается величиной 0.0196 т-CO2/т, для микрокремнезема — 0,0098 т-CO2/т [25, 26].
Коэффициент выбросов при транспортировке сырья (Ктр) рассчитан с учетом сжигания дизельного топлива, величина выбросов при котором варьируется в зависимости от типа транспорта, расстояния и условий эксплуатации. В расчетах принято, что сжигание одного литра дизельного топлива приводит
Таблица 2. Итоговые коэффициенты выбросов
Коэффициент выбросов на этапе изготовления смеси (Кз) определен по результатам шестимесячного мониторинга энергопотребления шести бетонных заводов. Установлено, что прямые выбросы на данной стадии в среднем составляют 0,0033 т-CO2/м³.
Выбросы при транспортировке готовой смеси на объект рассчитаны на основе данных о среднем расходе дизельного топлива (3.1 л/м³), что эквивалентно 0,009 т-CO2/м³ [11].
Суммарные выбросы парниковых газов при производстве и транспортировке 1 м³ бетонной смеси на расстоянии до 50 км составляют приблизительно 0,0123 т-CO2-экв/м³.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Проведенный анализ данных демонстрирует доминирующий вклад производства цемента в общий углеродный след сырьевых компонентов. На его долю приходится 96,5% соответствующих выбросов, что составляет 91,8% от совокупного объема эмиссии CO2 при изготовлении 1 м³ бетонной смеси контрольного состава.
Сравнительная оценка углеродоемкости различных рецептур выявила значительный потенциал применения минеральных добавок для ее снижения. Так, частичная замена сульфатостойкого портландцемента 30% массы золы-уноса (состав № 2) позволила сократить совокупные выбросы CO2 на 26% по сравнению с базовой смесью (№ 1), содержащей 100% цемента. Дальнейшая оптимизация состава вяжущего за счет введения 5% микрокремнезема совместно с 30% золы-уноса (состав № 3) обеспечила снижение эмиссии на 31,2%. Максимальный экологический эффект (снижение на 32%) был достигнут при модификации тройной системой, включающей, помимо золы и микрокремнезема, 5,5% нанокремнезема (состав № 4).
Полученные количественные результаты наглядно представлены в сводной табл. 3 и графически интерпретированы на рис. 2.
Комплексный анализ свойств модифицированного бетона послужил основанием для разработки детальной технологической схемы его производства, иллюстрирующей последовательность операций и ключевые режимные параметры (рис. 3).
Современные технологии бетонного производства требуют тщательного подхода к подготовке и смешиванию компонентов, особенно при использовании тонкодисперсных и наномодифицирующих добавок. Представленная методика направлена на обеспечение гомогенности смеси и предотвращение агломерации мелких частиц, что является
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
Nanob
Таблица 3. Оценка выбросов CO ₂ при изготовлении 1 м³ бетона
|
№ состава |
Суммарный объем выбросов CO2при производстве сырья и материалов, т-CO2/1м3 |
Суммарный объем выбросов CO2 при транспортировке сырья и материалов, т-CO2/1м3 |
Общее количество выбросов CO2 при производстве 1 м3 бетонной смеси, т-CO2/1м3 |
|
1 |
0,550 |
0,014 |
0,0123 |
|
2 |
0,397 |
0,013 |
0,0123 |
|
3 |
0,372 |
0,01314 |
0,0123 |
|
4 |
0,367 |
0,0131 |
0,0123 |
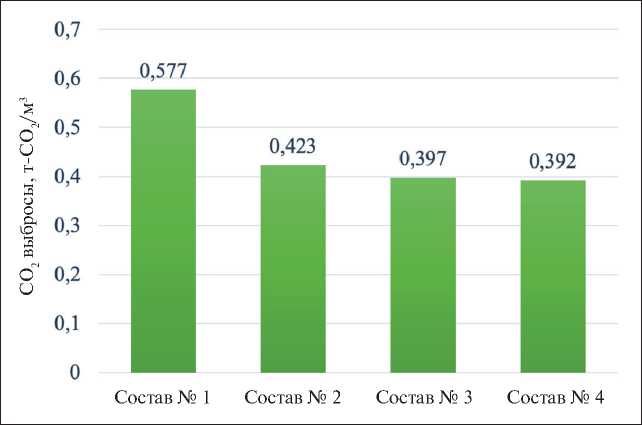
Рис. 2. Удельные выбросы CO ₂ на различных этапах производства бетона
критически важным для достижения требуемых эксплуатационных характеристик бетона.
Поэтапное описание технологического процесса.
На первом этапе осуществляется предварительное сухое смешивание крупных заполнителей, включающих щебень фракцией 5–20 мм, природный песок с модулем крупности в диапазоне 2,0–2,5, а также тонкомолотый кварцевый порошок, обладающий удельной поверхностью 400–600 м²/кг. Продолжительность данного технологического процесса составляет от 3 до 5 минут.
На втором этапе осуществляется сухое смешивание вяжущих материалов, включающих портландцемент ЦЕМ I 42,5Н, золу-унос (ТУ 5718-00104001508-2003), микрокремнезем марки UEMS 94-D и нанокремнезем с размером частиц 10–50 нм. Процесс проводится в отдельном смесительном устройстве в течение 3–5 минут. Критерием завершения смешивания является достижение визуально однородного состояния композиции, что обеспечивает равномерное распределение компонентов и оптимальные свойства будущей смеси.
Этап 3. Комбинирование минеральных компонентов.
Процесс осуществляется при массовом соотношении заполнителей к вяжущему 3:1. Смешивание производится в барабанном смесителе со скоростью вращения 25–30 об/мин в течение 6 минут. Ключевым контрольным параметром является достижение равномерного распределения вяжущего компонента по всему объему минерального заполнителя, что обеспечивает требуемую гомогенность композиционной системы. Оптимальная продолжительность обработки гарантирует формирование стабильной структуры смеси без сегрегации компонентов.
Этап 4. Первичное затворение водой. Процесс гидратации инициируется посредством введения водной фазы в количестве, составляющем 70% от расчетного значения водоцементного отношения, которое находится в диапазоне В/Ц = 0,28–0,32. Для обеспечения контролируемых условий процесса температура затво-рительной воды поддерживается на уровне 20±2 °C. Введение жидкости осуществляется постепенно, методом дозированной подачи через распылительную систему, что способствует равномерному распределению влаги в минеральной матрице. Продолжительность стадии интенсивного смешивания после введения воды составляет 16 минут.
Этап 5. Приготовление модифицирующего комплекса. На данной стадии готовится рабочий раствор химической добавки, состоящий из суперпластификатора на основе поликарбоксилатных эфи-
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
Дозирование цемента

Дозирование зола-уноса
Дозирование нано- SiO2
Дозирование тонкомолотого кварцевого песка
Дозирование микрокремнезема
Дозирование щебня
Дозирование песка
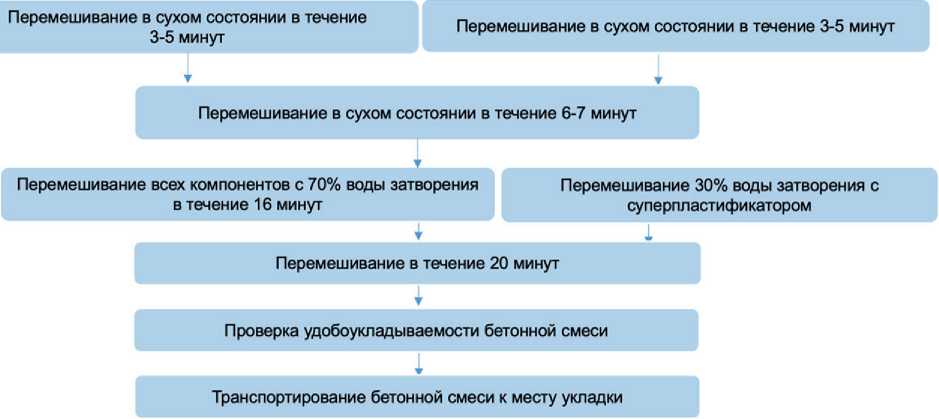
Рис. 3. Технологическая схема изготовления модифицированной бетонной смеси
ров (дозировка 1,2–1,5% от массы цемента) и 30% от оставшегося объема воды затворения. Ключевым условием является обеспечение полной гидратации и диспергирования молекул модификатора, для чего растворение проводится в воде, предварительно нагретой до температуры 25–30 °C, при постоянном перемешивании в течение 3–5 минут.
Этап 6. Финальное гомогенизирующее смешивание. Приготовленный модифицирующий комплекс вводится в предварительно увлажненную смесь, после чего осуществляется заключительный цикл перемешивания. Процесс проводится при повышенной скорости вращения барабана (35–40 об/мин) в течение 20 минут. В целях предотвращения термоактивации гидратации и коагуляции добавки температура смеси контролируется и не должна превышать 35 °C. Для оценки кинетики изменения структурно-реологических характеристик проводится мониторинг вязкости на 10-й и 15-й минутах процесса.
Этап 7. Оценка реологических и технологических свойств. Качество готовой смеси подтверждается комплексом стандартных методов испытаний. Основными контролируемыми параметрами являются: величина осадки стандартного конуса (5–7 см) и время вибрационного уплотнения в соответствии с ГОСТ 10181. Критерием качества является визуальная и структурная однородность материала, отсутствие признаков расслоения и сегрегации компонентов.
Этап 8. Логистика и транспортировка. Готовая смесь транспортируется к месту укладки с соблюдением строгих технологических регламентов. Максимально допустимая длительность транспортировки не должна превышать 90 минут с момента окончания смешивания. Для сохранения заданных реологических свойств температурный режим в емкости поддерживается в интервале 15–25 °C. Транспортировка осуществляется с использованием автобетоносмесителей, оборудованных системами защиты от испарения влаги и внешних температурных воздействий.
Научное обоснование технологических решений.
Применение поэтапного смешивания обусловлено следующими факторами:
-
1. Физико-химические особенности наноди-сперсных компонентов: высокая удельная поверхность (до 600 м²/кг), склонность к агломерации (эффект Ван-дер-Ваальса), необходимость равномерного распределения в матрице цементного камня.
-
2. Реологические требования: оптимальное значение пластической вязкости (15–25 Па·с), минимизация тиксотропных свойств, контроль водоотделения (не более 0,5% по объему).
-
3. Технологические аспекты: временные параметры гидратации цемента, кинетика действия суперпластификаторов, стабильность дисперсных систем.
В современном строительстве доставка бетонной смеси на объект является критически важным этапом, определяющим как качество возводимых
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
конструкций, так и экономическую эффективность строительного процесса. В настоящее время применяются две принципиально различные схемы транспортировки бетона:
-
1. Централизованная доставка готовой смеси со стационарных бетонных заводов с использованием автобетоновозов.
-
2. Децентрализованное производство бетона непосредственно на строительной площадке с помощью мобильных бетоносмесительных установок.
Первый метод, несмотря на свою распространенность, обладает рядом существенных недостатков, связанных с потерей подвижности бетонной смеси из-за длительного времени транспортировки; зависимостью от логистики, включая дорожные условия и транспортные задержки; повышенными затратами на топливо и выбросами CO₂, обусловленными необходимостью использования большого парка специализированной техники.
Второй метод, предусматривающий приготовление бетона на месте, кроме уменьшения выбросов, демонстрирует также более высокую эффективность благодаря следующим преимуществам:
-
1. Оперативный контроль технологических параметров смеси (подвижность, прочность, удобоукла-дываемость), что особенно важно при возведении ответственных конструкций.
-
2. Снижение временных потерь, поскольку исключается этап транспортировки от завода до объекта.
-
3. Гибкость в управлении производством бетона, позволяющая оперативно корректировать состав смеси в зависимости от текущих строительных задач.
-
4. Экономия ресурсов за счет сокращения потребности в автобетоновозах и уменьшения расхода топлива, что также способствует снижению углеродного следа строительных работ.
После доставки бетонной смеси на площадку ее подача к месту бетонирования может осуществляться с применением различных технологий:
Автомобильные бетононасосы оснащены гидравлической системой распределения бетона через гибкие или жесткие трубопроводы. Наиболее эффективны при бетонировании фундаментов, подземных сооружений и нижних этажей зданий. Они обеспечивают высокую производительность, однако требуют достаточного пространства для маневра и установки.
Стационарные бетононасосы используются в условиях ограниченного доступа либо большой высоты здания, где применение автомобильных насосов невозможно. Применяются при строительстве протяженных линейных сооружений (тоннели метро, подземные коммуникации, мостовые конструкции). Требуют предварительного монтажа системы трубопроводов, что увеличивает трудоемкость начального этапа работ, но обеспечивает стабильную подачу бетона на большие расстояния.
Выбор оптимальной схемы доставки и подачи бетона зависит от множества факторов, включая масштаб строительства, удаленность объекта от бетонных заводов, требования к качеству и технологичности укладки смеси, экологические и экономические аспекты.
Применение мобильных смесительных установок в сочетании с современными насосными системами позволяет значительно повысить эффективность бетонных работ, минимизировать логистические издержки и сократить негативное воздействие на окружающую среду. В то же время традиционная схема с использованием автобетоновозов остается востребованной в условиях, когда местное производство бетона невозможно или экономически нецелесообразно.
ВЫВОДЫ
Проведенные исследования демонстрируют значительный экологический потенциал применения комплексных минеральных добавок в производстве бетонов. Частичная замена портландцемента на инертные в углеродном отношении материалы, такие как зола-унос, микрокремнезем и нанокремнезем, позволяет существенно снизить углеродный след конечного продукта. Это обусловлено тем, что данные компоненты, являющиеся побочными продуктами промышленности, не генерируют прямых выбросов CO₂ в процессе своего производства. Как показали расчеты, использование разработанной композиции вяжущего позволяет достичь снижения совокупных выбросов углекислого газа на 32% в сравнении с традиционными составами, что вносит прямой вклад в улучшение экологической ситуации.
Разработанная технологическая схема, интегрирующая этапы дозирования и многостадийного смешивания, обеспечивает получение модифицированного бетона с улучшенными структурно-механическими характеристиками и заданными реологическими свойствами.
Перспективы дальнейшего совершенствования технологии видятся в оптимизации процесса за счет внедрения автоматизированных систем точного дозирования компонентов и развития методов оперативного контроля ключевых параметров смеси (вязкости, температуры) в режиме реального времени. Это позволит повысить воспроизводимость результатов и гарантировать стабильно высокое качество материала.
Кроме того, минимизировать выбросы СО2 при укладке бетонной смеси можно, используя местные
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
СИСТЕМНЫЕ РЕШЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОБЛЕМ
материалы (снижает потребность в транспортировке), используя новые технологии укладки (лазерное выравнивание, робототехника), которые позволяют повысить точность укладки и снизить количество отходов, оптимизируя температурные режимы, что может уменьшить потребность в дополнительных ресурсах, таких как системы обогрева или охлаждения.
Дальнейшее развитие технологий в области производства, транспортировки и укладки бетонной смеси связано с автоматизацией процессов на каждом этапе, внедрением систем мониторинга качества смеси в реальном времени, использованием альтернативных экологичных материалов, модифицированных добавок для снижения углеродного следа строительства.
