Микрофлюидные чипы из стеклянных материалов

Автор: Евстрапов Анатолий Александрович, Лукашенко Т.А., Рудницкая Г.Е., Буляница А.Л., Курочкин В.Е., Гусев В.С., Иванов О.Г., Беркутова И.Ф., Савицкая А.А.
Журнал: Научное приборостроение @nauchnoe-priborostroenie
Рубрика: Приборы микро- и наноисследований
Статья в выпуске: 2 т.22, 2012 года.
Бесплатный доступ
Микрофлюидные чипы являются основой современных аналитических приборов для научных исследований и медицинской диагностики. В статье рассмотрены этапы создания микрофлюидных чипов из стеклянных материалов методами фотолитографии и жидкостного травления с последующей термической герметизацией структур. Исследуется влияние процессов и стадий изготовления на характеристики и свойства получаемых чипов. Обсуждаемые технологии использованы при изготовлении небольших серий микрофлюидных чипов различного назначения.
Микрофлюидный чип, фотолитография, жидкостное травление, микроструктура, герметизация, спектрофотометрия, сканирующая ближнеполевая микроскопия
Короткий адрес: https://sciup.org/14264787
IDR: 14264787 | УДК: 53.086+681.7:
Microfluidic chips of glass materials
Microfluidic chips are the foundation of modern analytical instruments for scientific studies and medical diagnostics. The article deals with the steps for creating microfluidic chips made of glass materials by means of photolithography, wet etching with the following thermal bonding. The influence of the processes and stages of production on the characteristics and properties of the chips was investigated. Technology used in the production of small amounts of analytical chips for various purposes are discussed.
Текст обзорной статьи Микрофлюидные чипы из стеклянных материалов
*— по данным
и вследствие диффузии они заменят вакантные места, оставленные ионами щелочных металлов. Разница в размерах ионов может привести к ослаблению каркаса стекла. Кроме того, на поверхности образуется гелевый слой. Вымывание ионов щелочных металлов приводит к повышению рН приповерхностного слоя, что создает условия для растворения каркаса кремнезема.
Реагенты второй группы разрушают кремнекислородный каркас стекла. При этом полностью удаляются поверхностные слои, скорость травления остается постоянной, а глубина травления пропорциональна времени действия раствора. В результате воздействия растворов щелочей на силикатное стекло образуются стабильные ионы и соответствующие легкорастворимые силикаты щелочных металлов. Наиболее сильно воздействует на стекло NaOH, при этом
SiO 2 + 2NaOH → Na 2 SiO 3 + H 2 O.
Растворы карбонатов натрия и калия оказывают более сильное разрушающее действие на стекло, чем растворы едких щелочей равной нормальности. Щелочеустойчивость стекол слабо зависит от состава. Кислоты же даже в концентрированном виде не реагируют с SiO 2 , но могут взаимодействовать с металлами и окислами, присутствующими в стекле. В табл. 2 приведены данные химической стойкости некоторых промышленных стекол к щелочным реагентам.
При взаимодействии SiO 2 с плавиковой кислотой происходит стравливание поверхностного слоя, сопровождающееся образованием фтористых соединений кремния
SiO 2 + 4HF → 2H 2 O + SiF 4
и фторидов компонентов, входящих в состав стекла.
Химическая устойчивость силикатных стекол к реагентам второй группы примерно в 100 раз ниже, чем к реагентам первой группы. После действия реагентов второй группы поверхность стекла становится матовой, ухудшается прозрачность [22].
В методах анализа на МФЧ используются буферные растворы, а для промывки и очистки мик-рофлюидных каналов применяются различные щелочные и кислотные среды, компоненты которых могут взаимодействовать с поверхностным слоем стекла. Это может привести к изменению поверхности стекла и как следствие — нестабильности характеристик МФЧ. Кроме того, в электрофоретических методах анализа пробы на МФЧ под воздействием внешнего потенциала формируется электрическое поле, которое приводит к образованию двойного электрического слоя (ДЭС). Наличие ДЭС определяет поперечное электрическое поле с соответствующей напряженностью. Это поле в свою очередь влияет на процессы растворения стекла, ускоряя ионный обмен между поверхностью стекла и раствором. Электроосмотический поток вымывает продукты в камеру слива. По-видимому, этими сложными явлениями и объясняются нелинейные процессы, наблюдаемые нами при измерениях электрофоретической подвижности [23–24].
Теплофизические свойства стекла играют важную роль, т. к. аналитические микрочипы в некоторых случаях должны обладать высокой термостойкостью, хорошей теплопроводностью, чтобы обеспечивать возможность эффективного термостатирования рабочего объема (например, при реализации электрокинетических методов анализа) или быстрого нагрева-охлаждения рабочего объема (в устройствах для методов амплификации генетического материала). В табл. 3 приведены сравнительные характеристики теплофизических свойств материалов, применяемых при изготовлении аналитических микрочипов. Для стекла К8 температура спекания, при которой происходит термическое связывание образцов стекла размером 20×20×10 мм с полированными поверхностями, уложенными друг на друга, оценивается в 620 ºC [19].
На электропроводность стекол оказывает влияние их состав. Окислы двухвалентных металлов, а также B 2 O 3 и SiO 2 снижают электропроводность материала. При рассмотрении электрокинетиче-ских эффектов, например, в микроканалах следует учитывать поверхностную проводимость стекла, которую в основном обусловливает пленка, образующаяся на ее поверхности в результате гидролиза силикатов.
Оптические стекла в зависимости от значений показателя преломления и дисперсии подразделяют на две группы: кроны и флинты. Для кронов характерны сравнительно низкий показатель преломления в отличие от флинтов с высокими значениями показателя преломления. Полную информацию о характеристиках оптических стекол можно почерпнуть в соответствующих каталогах и справочниках (например, [26]).
Важным требованием к используемым стеклам является высокое светопропускание и отсутствие собственной флуоресценции на длинах волн, в которых предполагается осуществлять измерения. Создаваемые МФЧ ориентированы на применение методов оптической микроскопии и флуоресцентной спектроскопии. Поэтому к материалам микрочипов предъявляются требования высокой прозрачности (светопропускания) в видимом диапазоне спектра и низкой фоновой (собственной) флуоресценции при возбуждении на длинах волн, соответствующих максимуму поглощения флуоресцентных маркеров (FITC, FAM, CY-3, CY-5, ROX).
ФОРМИРОВАНИЕ МИКРОРАЗМЕРНЫХ СТРУКТУР В СТЕКЛЯННЫХ ПОДЛОЖКАХ МЕТОДОМ ФОТОЛИТОГРАФИИ И КИСЛОТНОГО ТРАВЛЕНИЯ
Метод фотолитографии и кислотного травления (ФЛ-КТ) является наиболее часто применяемым методом для получения микроразмерных, а иногда и наноразмерных структур в стеклянных и кремниевых подложках. Здесь подразумевается, что могут быть сформированы каналы и другие элементы, имеющие нанометровую глубину или высоту структур. Этот метод наиболее разработан, все его стадии хорошо контролируются, и он может использоваться как при мелкосерийном, так и при крупносерийном производстве. К ограничениям и недостаткам метода следует отнести следующие: минимальный размер формируемых структур на плоскости ограничен несколькими микрометрами; низкие аспектные соотношения получаемых структур; необходимость изготовления точного фотошаблона; воздействие кислоты при травлении приводит к изменению свойств поверхности, что в некоторых случаях нежелательно. Кроме того, при травлении применяются агрессивные среды — кислоты, что накладывает соответствующие ограничения на распространенность метода. В обычных лабораториях без специального оснащения немыслимо получить качественную заготовку для МФЧ. Материал подложки также во многом определяет характеристики изготовляемых структур. Если для кремния, кварца и некоторых марок стекол технологии формирования микроструктур для микрофлюидных устройств хорошо проработаны, то для стекол, имеющих другой состав, приходится подбирать режимы, условия и состав травителя для достижения приемлемого результата. Это относится также и к стеклу марки К8. При травлении оптического стекла К8 в плавиковой кислоте наблюдается снижение интегрального светопропускания. Это обусловлено избирательным характером травления, приводящим к проявлению (декорированию) точечных неоднородностей и локальных трещин, образованию "кожаной" поверхности и соответственно к увеличению коэффициента рассеяния света. Поэтому важным условием получения качественной поверхности, подходящей для оптических методов детектирования является тщательный подбор состава травителя и условий травления.
Подробно остановимся на основных стадиях и этапах формирования структур метода ФЛ-КТ. В общем случае процесс фотолитографии и жидкостного травления включает: а) приготовление исходной заготовки; б) разработку и изготовление фотошаблона; в) формирование структур в подложке. Приготовление исходной заготовки содержит стадии: химической очистки и активации поверхности, нанесения тонкого металлизированного слоя, нанесения однородного слоя фоторезиста и удаления растворителей, используемых при применении фоторезиста. При разработке и изготовлении фотошаблона выполняются следующие работы: расчет фотошаблона, оформление топологии в стандартном графическом пакете, изготовление фотошаблона и контроль его качества и соответствия исходным требованиям. При формировании структур на поверхности заготовки осуществляются: экспонирование фоторезиста через фотошаблон, проявление фоторезиста, промывка заготовки, снятие защитного слоя металла в местах травления, снятие фоторезиста, промывка, жидкостное (кислотное) травление подложки (иногда в присутствии образца-свидетеля, если требуется точная информация о глубине/высоте изготовляемых структур), снятие фоторезиста с обратной стороны стеклянной пластины и финишная промывка изделия. Основные стадии изготовления микроструктур поясняются рис. 1. В настоящее время можно несколько упростить процесс изготовления стеклянных пластин с функциональными структурами, т. к. возможно приобретение заготовок пластин с уже нанесенными слоями металла (например, хрома) и фоторезиста. Но тем не менее обязательными стадиями изготовления остаются разработка и изготовление фотошаблона, а также формирование структур. Если необходимо получить структуры с различной глубиной/высотой, то следует проводить дополнительные стадии изготовления: защита поверхности сформированных структур, нанесение слоя фоторезиста, повторное экспонирование с дополнительным фотошаблоном и т. д. Таким образом, можно изготавливать каналы с различной глубиной на одной подложке или формировать ступеньки разной высоты в одном канале. При этом весьма существенную роль будет играть точность совмещения первого и последующих фотошаблонов.
Химическое (мокрое или жидкостное) травление используется для избирательного удаления материала из субстрата. Жидкостные травители изотропны (т. е. процесс травления происходит с одинаковой скоростью во всех направлениях) и обладают большей селективностью относительно масок по сравнению с сухими методами травления. Глубина травления может регулироваться от нескольких нанометров. Из-за бокового подтрав-ливания минимальный воспроизводимый размер, достигаемый при жидкостном травлении, зависит от глубины травления и при глубинах травления в несколько микрометров составляет более 3 мкм. Диоксид кремния обычно травится в разбавленном (6:1, 10:1 или 20:1 по объему) или буферном растворе HF (BHF, HF+NH4F) [27]. Аналогичные травители применяются и в случает стеклянных подложек. Химическая активность при травлении зависит от температуры травителя, его состава, условий перемешивания растворителя и т. д. После завершения процесса травления на подложке формируется заданный фотошаблоном рисунок. В данной работе для изготовления МФЧ использовался процесс травления стекла в буферном травителе, разработанный на ЗАО "Светлана-полупроводники" (СПб.).
При изготовлении микрочипов применялись стеклянные заготовки ПХФ 102×102 мм (или 127×127 мм) толщиной от 0.5 до 2 мм с фоторезистом S 18050-2 (ОАО "ИНТЕГРАЛ", Республика Беларусь [28]). Оптическая плотность хромовой маски составляла не менее 2.0. В зависимости от топологии микрочипов требовалась разная глубина травления. В ходе экспериментов было выявлено, что для глубокого травления желательно нанесение дополнительного слоя более кислотоустойчивого фоторезиста типа Шипли.
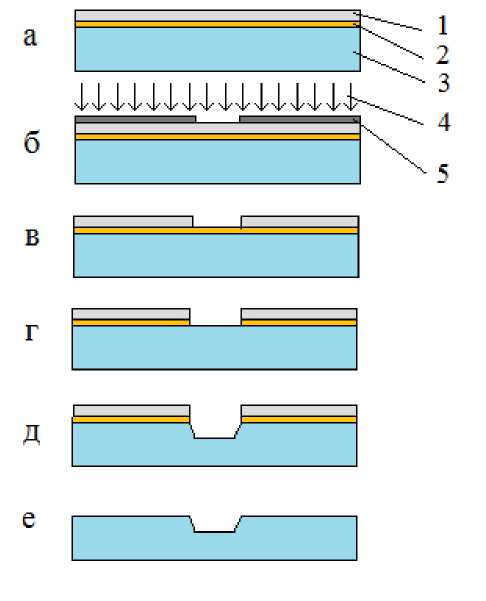
Рис. 1. Формирование микро- и наноразмерных структур в стеклянной подложке.
а — заготовка микрочипа (1 — фоторезист, 2 — защитный слой хрома, 3 — стеклянная подложка); б — экспонирование фоторезиста через фотошаблон (4 — УФ-излучение, 5 — фотошаблон); в — проявление фоторезиста; г — снятие слоя хрома; д — травление подложки; е — снятие слоя фоторезиста и защитного слоя металла
На исходную заготовку методом контактной печати переносился с фотошаблона рисунок формируемой структуры (топологии). Затем проводилось экспонирование и проявление фоторезиста в растворе KОН с последующей промывкой. Контроль полученного рисунка проводился на микроскопе в отраженном свете с зеленым фильтром. Дефекты, обнаруженные в слое фоторезиста, ретушировались фоторезистом локально. Далее проводилось травление хромового покрытия в местах формирования структур в цериевом травителе. Перед травлением стекла осуществлялась защита обратной стороны подложки с помощью слоя фоторезиста Шипли толщиной 10–15 мкм. После высушивания в термостате при температуре 90 °С в течение 60 мин фоторезист дополнительно защищался лавсановой пленкой.
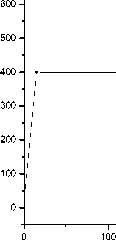
Травление стекла осуществлялось в буферном травителе следующего состава: аммоний фтор — 3640 мл; деионизованная вода — 800 мл; плавиковая кислота — 480 мл; смачиватель 5 % — 20 мл. Соблюдался следующий режим травления: 30 с активного травления с постоянным покачиванием, затем 30-секундная промывка изделия под сильной струей воды для удаления продуктов травления из "окон" изделия. Желательно, чтобы температура травителя и воды была одинаковой — от этого зависит скорость травления. Скорость травления также зависит от концентрации раствора, которая постепенно ослабевает вследствие частых промывок. Расчетная скорость травления стекла К8 составила (0.8–1.0) мкм/мин при температуре травителя 21 °С. Сравнительная зависимость глубины травления δ стекла и кварца от времени t в буферном растворе представлена на рис. 2.
Полученные зависимости могут быть аппроксимируемы линейными или степенными функциями вида 3 = at + b или 3 = atb . Таким образом, для стекла К8 зависимость глубины травления от времени адекватно описывается зависимостями: 3 = (4.54 + 6.90 1 ) ■ 10 - 3мкм, или для обеспечения "физического" поведения при t = 0 3 ~ 7.76 1 ■ 10 - 3мкм. Степенная оптимальная по МНК зависимость достаточно близка к линейной, исходя из показателя степени:
3 = 8.82 1 °. 95 ■ 10 - 3 мкм.
Объединяющей особенностью процессов травления применительно к различным материалам является совпадение качественной динамики: на относительно малых временах близкий к линейному рост глубины δ , на больших временах d δ /d t убывает. Подобные сценарии аналогичны динамике концентрации компонента при проведении реакции первого порядка при монотонном уменьшении константы скорости реакции (эффективности
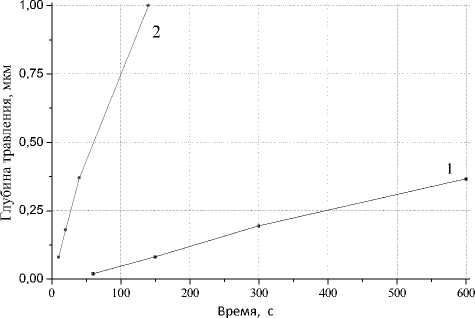
Рис. 2. Сравнительная зависимость глубины травления от времени, при травлении кварца (1) и стекла К8 (2) в буферном травителе (по данным ЗАО "Светлана-полупроводники", Санкт-Петербург)
реакции) или при наличии ингибирующей реакции второго порядка, изначально пренебрежимо малой.
При контактной печати наличие любых загрязнений на поверхности фоторезиста и пластины может привести к некачественному отпечатку структуры. Во-первых, твердая пылинка или загрязнение на поверхности заготовки может привести к повреждению поверхности фотошаблона при его соприкосновении с пластиной. Поврежденный участок шаблона воспроизводится как дефектный топологический рисунок на пластинах. Во-вторых, достаточно крупное загрязнение влияет на экспонирование поверхности фоторезиста. Иногда может образоваться даже изображение загрязнения, приводя к нарушению топологии рисунка. Кроме того, неплотное прилегание фотошаблона к поверхности фоторезиста при экспонировании искажает границы изображения, что также влияет на формируемую топологию.
Важной особенностью изотропного травления стекла является то, что наряду с глубинным травлением имеет место и боковое протравливание. Наличие бокового протравливания существенно ограничивает область формируемых размеров микроструктур и достигаемых аспектных соотношений. Т. е. минимально достижимая ширина канала ach в случае изготовления пластин с микроканалами зависит от глубины канала hch так, что (ach > 2hch). Другой особенностью является влияние дефектов материала на качество получаемых структур. К таким дефектам помимо пузырности и свилей относятся царапины и повреждения поверхности стекла после механической полировки. Сравнительно малые повреждения (до несколь- ких мкм) могут быть устранены путем предварительного травления (химической полировки) поверхности стекла перед осаждением металлического слоя. В некоторых работах рекомендуется осуществлять термический отжиг пластин перед травлением, что улучшает качество травления.
Жидкостное химическое травление стекла позволяет формировать каналы с трапециевидным или близким к полукруглому сечениями. Максимальная глубина получаемых каналов определяется многими факторами, в том числе степенью устойчивости защитного слоя к травителю. Обычно
Cr- или Au-слои используются для относительно неглубокого травления — порядка 50 мкм, т. к. длительное воздействие травителя приводит к локальным "проколам" защитной поверхности. Для более глубоких каналов используются разные технологические приемы, в том числе — применение жертвенного слоя кремния, усиление защитного покрытия слоем фоторезиста и т. д. В частности, используя усиленный слой фоторезиста, нами были получены реакционные камеры и каналы глубиной 200 мкм в микрочипах для ПЦР в геле.
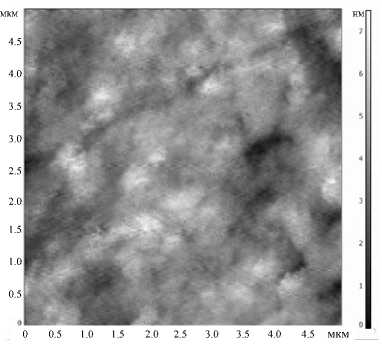
а
Размер кадра 5×5 мкм
Ry = 7.47 нм
Rz = 3.744 нм
Av = 3.87 нм
Ra = 0.8116 нм
RMS = 1.02106 нм
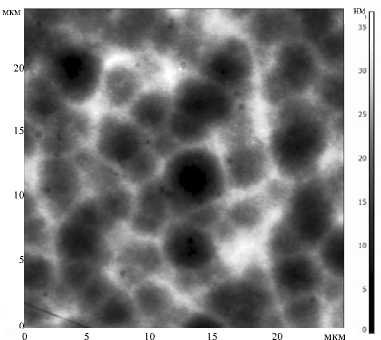
б
Размер кадра 25×25 мкм
Ry = 36.63 нм
Rz = 18.045 нм
Av = 19.620 нм
Ra = 4.258 нм
RMS = 5.2976 нм
в
Размер кадра 5×5 мкм Ry = 14.58 нм
Rz = 7.209 нм
Av = 6.57 нм
Ra = 1.826 нм
RMS = 2.2461 нм
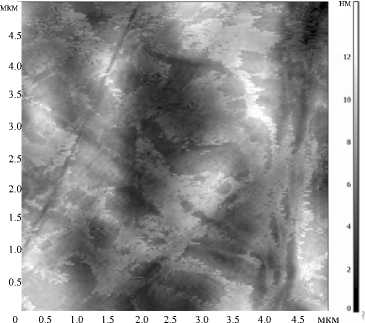
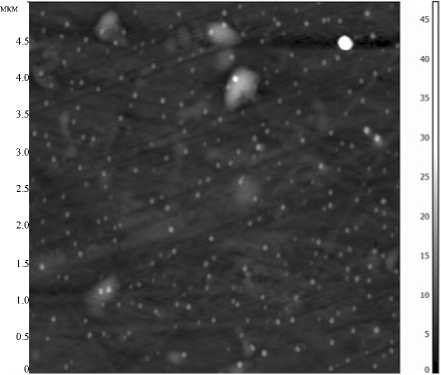
Рис. 3. Изображения поверхности стекла К8 до (а) и после (б, в) кислотного травления, полученные на СБОМ "NTEGRA Solaris" (НТ-МДТ, Россия)
а
1.0 1.5 2.0
3.5 4.0 4.5
нм
3$ мкм
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
2.5 3.0
■ 0
мкм мкм б 00
нм
2.5 3.0 3.5 4.0 4.5 мкм о I
0.5
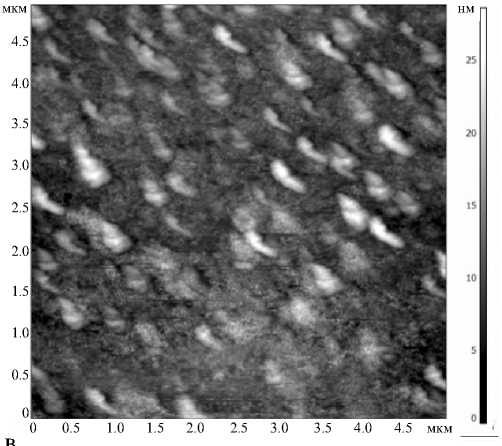
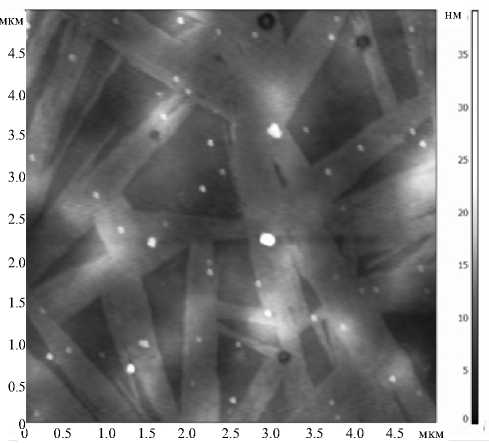
Рис. 4. Изображения поверхности канала, вытравленного в стекле К8 при разных температурах теплового воздействия.
а — 400 ºC, б — 500 ºC, в — 600 ºC. Изображения получены на СБОМ "NTEGRA Solaris" (НТ-МДТ, Россия), размер кадра 5×5 мкм, поперечно-силовой режим измерений
При травлении происходит удаление материала и формирование новой поверхности со своими структурными особенностями. На рис. 3 представлены изображения поверхности стекла К8 до и после травления, полученные методом сканирующей ближнеполевой микроскопии в поперечносиловом режиме измерений. Определялись оценки неоднородности поверхности, а именно: Ry — размах высот, Rz — шероховатость поверхности по выбранным пяти максимальным высотам и впадинам, Av — средняя высота, Ra — средняя арифметическая шероховатость, RMS — средняя квадратичная шероховатость. Очевидно, что после травления стекла образуется неоднородная поверхность с достаточно большим перепадом высот. Но тем не менее эта поверхность также является оптически прозрачной, что не препятствует применению оптических методов детектирования.
Увеличение шероховатости в данных пределах не является существенным для изменения гидродинамических характеристик, т. к. размеры канала достаточно велики: ширина порядка 80–90 мкм, глубина ~ 15 мкм. Наверное, в какой-то степени, такая шероховатость поверхности должна оказывать влияние на ДЭС, но значительная протяженность поверхности приводит к усреднению и, следовательно, незначительности такого влияния.
ГЕРМЕТИЗАЦИЯ МИКРОЧИПОВ
Среди методов и способов герметичного соединения пластин можно выделить следующие: термическое связывание, анодное связывание (используется для кремниевых и стеклянных пластин), оптический контакт (ОК), склеивание скот-
T, с
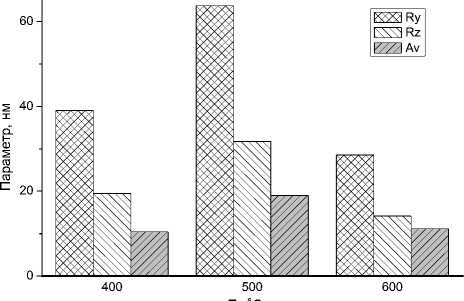
Рис. 5. Изменение размаха высоты (Ry), шероховатости поверхности по пяти максимальным высотам и впадинам (Rz) и средней высоты (Av) поверхности при температурной обработке стекла К8
нм
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 мкм
чами, склеивание полимерными материалами (в том числе термо- и фотоотверждаемыми композитами). Методы соединения стеклянных пластин условно можно разделить на методы: а) в которых используются высокие температуры и давление; б) методы с применением пониженных температур и других физических воздействий; в) методы химического соединения.
Методы термического связывания или спекания осуществляются при температурах от 400 до 1050 ºС. В методах анодного связывания используются более низкие температуры от 70 до 550 ºС и напряжения от 50 до 1200 В. К температурным методам соединения также можно отнести методы оптического контакта (ОК) и глубокого оптического контакта (ГОК).
Процесс термического связывания — это прежде всего воздействие высоких температур на материал связываемых образцов, что должно приводить по крайней мере к структурным изменениям на поверхности материала. Важным является вопрос, а как температурное воздействие влияет на поверхность рабочих структур: каналов, реакторов и других элементов, которые герметизируются. Нами были проведены измерения рабочей поверхности микроканала, сформированной в стекле К8 методом ФЛ-КТ, и поверхности защитной пластины из стекла Ф1 после термического воздействия. Полученные изображения результатов сканирования поверхности вытравленного канала в стекле К8 после воздействия температур (400, 500 и 600 ºС) представлены на рис. 4. Соблюдались следующие условия термообработки: скорость нагрева 25 ºС/мин, время выдержки при заданной температуре 5 ч. Можно предположить, что в диапазоне температур 400–600 ºС происходит фазовое разделение, приводящее к образованию на по-
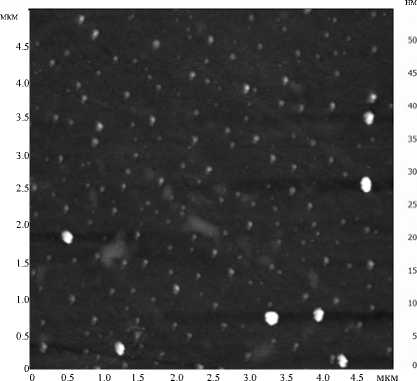
Рис. 6. Изображения поверхности защитного стекла Ф1 при разных температурах теплового воздействия.
а — 400, б — 500 ºC. Изображения получены на СБОМ "NTEGRA Solaris" (НТ-МДТ, Россия), размер кадра 5×5 мкм, поперечно-силовой режим измерений верхности структурных неоднородностей. На изображении, соответствующем нагреву до 400 ºС, можно наблюдать структуры в виде переплетенных полос, среди которых ярко выделяются точечные образования. Повышение температуры приводит к исчезновению полос и образованию более крупных структурных элементов, напоминающих продолговатые капли. Изменение характеристик поверхности (размаха высоты, шероховатости поверхности по пяти максимальным высотам и впадинам и средней высоты поверхности) при температурной обработке стекла К8 представлено на рис. 5. Из полученных данных следует,
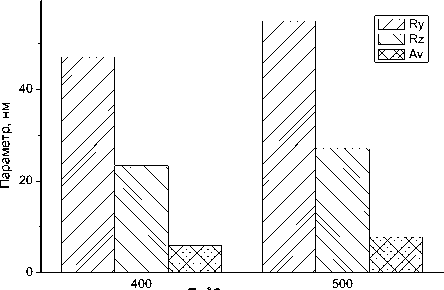
Рис. 7. Изменение размаха высоты (Ry), шероховатости поверхности по пяти максимальным высотам и впадинам (Rz) и средней высоты (Av) поверхности при температурной обработке стекла Ф1
400 500 600 700
T , 6C
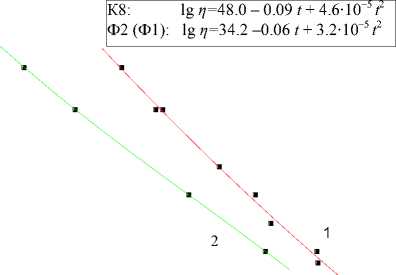
Рис. 8. Зависимость вязкости стекол ( η ) от температуры.
1 — крон К8; 2 — флинт Ф1
что после термической обработки при 600 oC поверхность становится более однородной, а средняя шероховатость ее уменьшается. Анализ температур плавления компонентов стекла К8 (см. табл. 1) позволяет сделать вывод, что при этих условиях возможно выделение и уход на поверхность оксида бора B 2 O 3 . С точки зрения технологии спекания важно, что для протекания этого процесса достаточно 5 ч.
Для стекла Ф1 нами были проведены аналогичные измерения при температуре 400 и 500 oC. Полученные изображения представлены на рис. 6, а на рис. 7 приведены соответствующие диаграммы изменения характеристик стекла.
Стеклянные пластины после формирования микроструктур подвергают тщательной очистке и сушке. Наличие повреждений, органических загрязнений, пыли, неполностью снятой защитной металлической маски влияет на качество герметизации. В некоторых случаях пластины предварительно могут быть посажены на оптический контакт — это улучшает качество соединения.
Для сохранения качества герметизируемых поверхностей и обеспечения равномерности распределяемого тепла при нагреве, соединяемые пластины помещают между двух других пластин с более высокотемпературными характеристиками.
Спекание — один из самых надежных способов герметизации при изготовлении стеклянных мик-рофлюидных устройств, суть которого в нагревании соприкасающихся стеклянных пластин и выдерживании их при определенной температуре. Использование данного метода позволяет получить неразъемное соединение, прочность которого соизмерима с прочностью самого стекла. Природа спекания обусловлена характером теплового дви- жения частиц [29–30]. При низких температурах частицы, находящиеся в узлах кристаллической решетки, совершают колебания около своих равновесных положений. При нагревании амплитуда колебаний увеличивается, и некоторые из атомов могут проникать через межфазное пространство. Возрастание количества активных частиц при дальнейшем повышении температуры приводит к исчезновению межфазных границ между стеклами. Считается, что при спекании стекол увеличение площади контакта происходит главным образом по механизму вязкого течения [29, 31, 32].
Качество спекания и прочностные характеристики соединения зависят от температуры и скорости нагревания, давления, длительности соприкосновения поверхностей, а также от присутствия на них инородных частиц. Различают спекание при приложении давления и при нормальном давлении. Первый способ является более простым и удобным с точки зрения требований, предъявляемых к чистоте спекаемых поверхностей и контролю технологических параметров, однако для его проведения требуется дорогостоящее оборудование. Второй способ может быть реализован путем нагревания двух стеклянных образцов с заметно различающимися температурами спекания ( Т С ). Температурой спекания стекол принято считать самую низкую температуру, при которой наблюдается спекание стеклянных образцов. Она соответствует вязкости стекла, равной примерно 1010 П, и зависит от его состава. Так, для стекол марок К8 и Ф1 температура спекания по данным отечественных авторов [29, 33] составляет соответственно 620–630 и 540 ºС. В другой справочной литературе [34] приводятся следующие данные: для крона К8 Т С = 630 ºС, для флинта Ф1 Т С =
= 565 ºС. Спекание такой пары стекол должно наступать при температуре на 10–15 ºС выше Т С более легкоплавкого стекла [29]. Следовательно, можно ожидать, что в случае пары К8/Ф1 (канализированная пластина/защитная пластина) спекание будет начинаться при температурах от 560 ºС и выше. Таким образом, для разработки технологии герметизации МФЧ представляло интерес изучить процессы, которые могут протекать при нагревании пары К8/Ф1. На рис. 8 приведены зависимости вязкости стекол К8 и Ф1 от температуры, построенные по литературным данным [34, 35]. Анализ температурных зависимостей вязкости позволил выделить несколько последовательных стадий спекания пары К8/Ф1 при обычном давлении и выбрать базовый режим спекания:
-
1) нагрев образцов от комнатной температуры до 400 ºС, выдержка при максимальной температуре;
-
2) нагрев от 400 до 500 ºС и выдержка при максимальной температуре;
-
3) нагрев от 500 до 550 ºС и выдержка при максимальной температуре;
-
4) нагрев от 550 до 610 ºС и выдержка при максимальной температуре.
На первом интервале температур вязкость обоих стекол превышает значение 1013 Па∙с, вследствие чего оба представителя спекаемой пары еще должны находиться в твердом состоянии. Основными процессами, происходящими на поверхности стекол, должны быть удаление влаги [31, 36] и адсорбированных газообразных веществ, а также окисление и разложение некоторых примесей, вследствие чего расстояние между пластинками должно сократиться. При дальнейшем нагревании пары К8/Ф1 до 500 ºС происходит размягчение флинта, чему соответствует значение вязкости 1012 Па∙с (см. рис. 8). При этом крон К8 еще остается в твердом состоянии, хотя на его поверхности происходят процессы фазового разделения, а флинт приобретает способность деформироваться под действием собственного веса, что должно обеспечить лучшее прилегание стеклянных пластин друг к другу. Можно предположить, что в данной области температур, наряду с поверхностными процессами начинается удаление из объема флинта газообразных включений, что приводит к увеличению шероховатости поверхности (см. рис. 7) и ухудшению пропускания. При переходе к третьей стадии наряду с вышеперечисленными процессами должно начаться удаление газообразных соединений из объема крона. Повышение температуры до 550 ºС способствует переходу пластины К8 в размягченное состояние, в то время как вязкость защитной пластины уже достаточна для наступления спекания. Здесь, по-видимому, активными становятся процессы взаимной диффузии материала. На четвертом температурном диа- пазоне происходит спекание пластин друг с другом.
Следует учитывать, что для обеспечения качественного спекания скорость нагревания печи и время выдержки спекаемой пары на каждой стадии следует подобрать так, чтобы не создавать напряженных состояний в материале стекла. В противном случае существует вероятность растрескивания стекол либо на этапе спекания, либо уже после герметизации вследствие разных коэффициентов термического расширения.
Процесс термического связывания проводился в муфельной печи типа СНОЛ. Предварительно осуществлялась химическая и термическая обработка поверхности стекол К8 (стадии а–з) и Ф1 (стадии д–з): а) травление хромовой маски в растворе сульфата церия (IV); б) промывание последовательно в 78 % и 15 % растворах серной кислоты для удаления травильного раствора с поверхности и подавления гидролиза; в) промывание в дистиллированной воде; г) выдерживание сутки в 0.5 М NaOH для удаления остатков клея из канала и отверстий; д) протирание в мыльном растворе и промывание в дистиллированной воде; е) УЗ-промывки в течение 10 мин при 30 ºС; ж) сушка при 100 ºС; з) отжиг при температурах 400 и 550 ºС. При промывании стекла К8 водой после травления хромовой маски происходит разбавление раствора сульфата церия и вследствие гидролиза выпадает тонкодисперсный осадок основной соли CeOSO 4 [37]. Он осаждается на поверхности стекла и значительно ухудшает качество спекания. Поэтому промывание от травильного раствора проводится в растворах серной кислоты. Эта стадия занимает примерно 10–15 мин и, на наш взгляд, не оказывает существенного влияния на состояние поверхности. Далее, согласно технологии, производится обработка в растворе щелочи в течение суток. При этом могут протекать следующие процессы:
-
– медленное равномерное травление кремнекислородного каркаса стекла К8;
T , ºC

300 400
τ , мин
Рис. 9. Диаграмма нагрева соединяемых стекол (К8—Ф1) при герметизации МФЧ
– гидрофилизация поверхности за счет замещения атомов кислорода на поверхности диоксида кремния ОН--группами.
Такое изменение состояния поверхности стекла К8 не должно оказывать существенного влияния на процесс термического связывания. Технологические исследования, проведенные в течение длительного (несколько лет) времени, позволили выработать режим спекания, представленный на рис. 9.
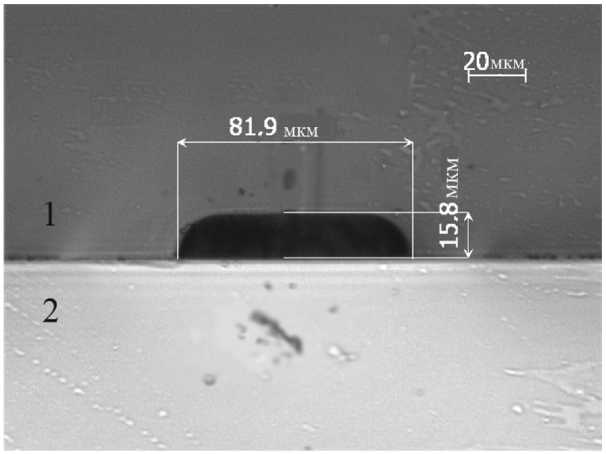
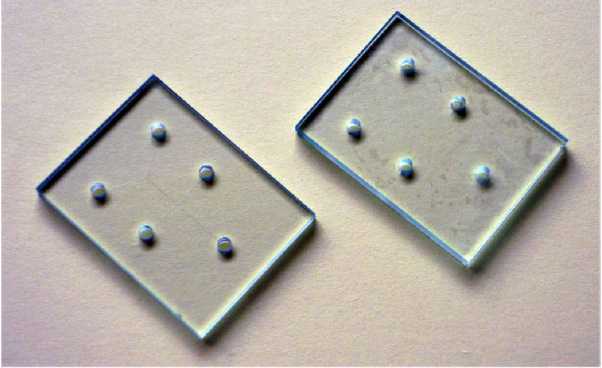
Рис. 10. Изображение поперечного сечения (скола) канала стеклянного МФЧ, изготовленного методом ФЛ-КТ и термического связывания.
1 — канализированная пластина К8, 2 — защитная пластина Ф1. Изображение получено на оптическом микроскопе Axio Observer D1 (Carl Zeiss, Германия)
а
б
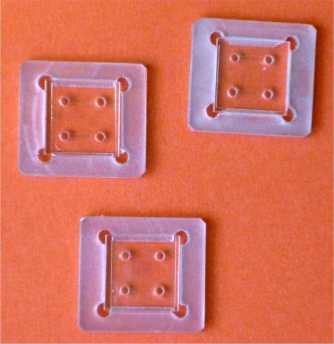
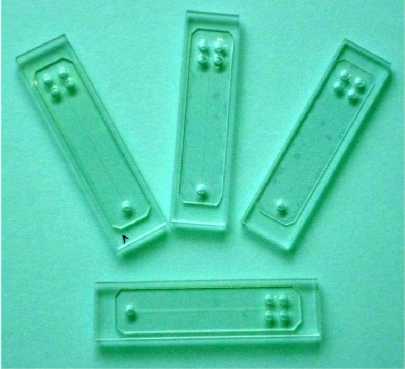
Рис. 11. Аналитические микрочипы из стеклянных материалов.
а — МФЧ для исследования клеток и бактерий методами оптической микроскопии; б — МФЧ для электрофоретических методов анализа; в — микрочипы для ПЦР в полимерной оправе
в
Площадь спекания канализированной и защитной пластин зависит от предыстории поставляемых стекол. Данные входного контроля за несколько лет свидетельствуют о том, что количество частиц в межфазном пространстве после обработки поверхности в среднем составляет от 2 до 5 шт/мм2 (фракция диаметром 8 мкм). Поэтому площадь спекания изготовленных микроструктур составляет в среднем около 90–95 %.
В результате выбранного температурного режима спекания получаются МФЧ с герметичными внутренними структурами: каналами, реакторами и другими элементами, которые могут выдерживать значительные давления.
На рис. 10 представлено изображение сечения (скола) канала МФЧ для электрофоретических методов анализа. В подложке из стекла К8 (1) сформированы микроразмерные структуры, которые герметизированы с помощью защитных пластин из стекла Ф1 или К8 (2).
Изложенная технология позволила получить целую гамму изделий — аналитических МФЧ из стекла для различных исследований, в том числе: микрочипов для исследований клеток и бактерий (рис. 11, а), МФЧ для электрофоретических методов разделения пробы (рис. 11, б), микрочипов для проведения ПЦР в реальном времени (рис. 11, в) и ряд других. Метод фотолитографии и жидкостного травления в настоящее время используется для получения заготовок аналитических чипов с микроканалами, в которых формируются наноразмер-ные структуры [38].
ЗАКЛЮЧЕНИЕ
Выбранные материалы для МФЧ (стекла крон 8 и флинт 1) в процессе многолетних экспериментальных исследований показали хорошую устойчивость к воздействию различных буферных растворов, слабых щелочных растворов и кислот.
Рассмотренный нами метод использовался для изготовления и герметизации стеклянных микро-флюидных чипов: а) для методов электрофоретического разделения пробы [23, 24, 39, 40], б) для исследований биологических объектов (клеток и бактерий), в) для реализации методов ПЦР [41].
Для электрофоретических методов анализа было изготовлено около 80 микрочипов, которые эксплуатировались на протяжении нескольких лет, регулярно подвергались процессу очистки и регенерации [42].
Кроме того, методом фотолитографии и жидкостного травления было изготовлено более 150 чипов с различной топологией, герметизация которых осуществлялась с помощью полимерных материалов и была нами ранее описана в работе [43].
Большинство представленных задач было решено благодаря финансовой поддержке программы фундаментальных исследований Президиума РАН "Создание и совершенствование методов химического анализа и исследования структуры веществ и материалов".
