Моделирование и экспериментальное исследование комбинированной интенсивной пластической деформации обработки магниевых сплавов для получения прутковых заготовок с ультрамелкозернистой структурой

Автор: Боткин А.В., Волкова Е.П., Кулясова О.Б., Валиев Р.З.
Журнал: Российский журнал биомеханики @journal-biomech
Статья в выпуске: 1 т.30, 2026 года.
Бесплатный доступ
В последнее десятилетие большое внимание вызывают разработки и исследования магниевых сплавов в качестве биодеградируемых материалов с перспективными механическими и функциональными свойствами для широкого использования в медицине. Наряду с выбором оптимального химического состава большое внимание в этих работах уделяется разработке деформационных термомеханических обработок, позволяющих варьировать в магниевых сплавах микроструктуру и фазовый состав, что важно для достижения повышенных свойств. В данной работе предлагается комбинированная термомеханическая обработка, в результате которой в магниевом сплаве обеспечивается не только высокий уровень механических и функциональных свойств, но и полученная заготовка имеет форму длинномерного прутка, необходимого для изготовления медицинских имплантатов на современных станках для резания с ЧПУ. В работе в качестве материала для исследований использовали популярный магниевый сплав Mg –1 % Zn – 0,18 % Ca. Для обоснования конструкции оснасток и режимов обработки проанализировано деформационное поведение сплава – равномерность деформации, вид деформированного состояния с использованием метода конечных элементов. Определен оптимальный угол скругления сопряжения каналов матрицы, обеспечивающий равномерность деформации в процессе интенсивной пластической деформации (ИПД) по схеме равноканальноуглового прессования – РКУП, позволяющей получить длинномерные прутковые заготовки из магниевых сплавов с повышенными механическими свойствами. На основании проведенного экспериментального исследования показано, что комбинированная обработка исходного гомогенизированного сплава позволила сформировать в сплаве Mg – 1 % Zn – 0,18 % Ca ультрамелкозернистую структуру с размером зерна около 215 нм и обеспечить образование наноразмерных частиц, что привело к значительному повышению механических свойств сплава в пруткахзаготовках, предназначенных для изготовления перспективных имплантатов в челюстнолицевой хирургии.
Магниевый сплав, равноканальное угловое прессование, комбинированная термомеханическая обработка, компьютерное трехмерное конечно элементное моделирование, равномерность деформации, прочность и пластичность, ультрамелкозернистая структура
Короткий адрес: https://sciup.org/146283279
IDR: 146283279 | УДК: 531/534: [57+61] | DOI: 10.15593/RZhBiomeh/2026.1.08
Modeling and experimental study of combined SPD processing of magnesium alloys to obtain rod-shaped samples with ultrafine-grained structure
Over the past decade, considerable attention has been focused on the research and devel-opment of magnesium alloys as biodegradable materials with promising mechanical and functional properties for widespread use in medical applications. Along with the selection of the optimal chem-ical composition, much attention in this work is paid to the development of deformation thermome-chanical treatments that allow for varying the microstructure and phase composition in magnesium alloys, which is important for achieving enhanced properties. This work introduces a combined thermomechanical treatment that ensures a high level of mechanical and functional properties in the magnesium alloy. In addition, it produces a long-sized rod required for the manufacture of medical implants on modern CNC cutting machines. The popular magnesium alloy Mg-1%Zn-0.18%Ca was selected as the material for research herein. In order to substantiate the design of a processing die-set and modes, an analysis was conducted using the finite element method to establish the deformation behavior of the alloy, including the uniformity of deformation and type of deformed state. The optimal rounding angle of the matrix channels was determined, ensuring uni-form deformation during severe plastic deformation (SPD) using the equal channel angular press-ing (ECAP) technique, which allows for the production of long-sized billets from magnesium alloys with enhanced mechanical properties. The experimental study demonstrated that the combined processing of the initial homogenized alloy resulted in the formation of a structure with a grain size of about 215 nm in the UFG alloy Mg-1%Zn-0.18%Ca, with a grain size of about 215 nm and the formation of nano-sized particles, which resulted in a substantial enhancement of the mechanical properties of the rods intended for the fabrication of advanced implants in maxillofacial surgery.
Текст научной статьи Моделирование и экспериментальное исследование комбинированной интенсивной пластической деформации обработки магниевых сплавов для получения прутковых заготовок с ультрамелкозернистой структурой
RUSSIAN JOURNAL OF BIOMECHANICS
В последнее десятилетие большое внимание вызывают разработки и исследования магниевых сплавов в качестве биодеградируемых материалов с перспективными механическими и функциональными свойствами для широкого использования в медицине [1–4]. Наряду с выбором оптимального химического состава большое
: 0000-0001-9522-280X
: 0009-0004-7183-4077
: 0000-0002-1761-336X
: 0000-0003-4340-4067
внимание в этих работах уделяется разработке деформационных термомеханических обработок, позволяющих варьировать в магниевых сплавах микроструктуру и фазовый состав, что важно для достижения повышенных свойств.
Как известно, наиболее эффективным подходом измельчения микроструктуры и формирования ультрамел-ких зерен в металлических материалах является использование методов интенсивной пластической деформации (ИПД), в частности равноканального углового прессования (РКУП) [5; 6]. Однако использование РКУП для магниевых сплавов имеет сложности в связи с быстрым повреждением заготовок вследствие ограничений пластичности этих сплавов, имеющих преимущественно одну базисную систему скольжения [7]. Было показано [8], что для решения этой проблемы эффективным является предварительная перед РКУП горячая деформация магниевых сплавов, позволяющая обеспечить множественное дислокационное скольжение и, как результат, повысить их деформационную способность.
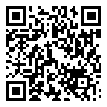
В настоящем исследовании в развитие наших предыдущих исследований [9; 10] предлагается комбинированная термомеханическая ИПД-обработка, которая включает три стадии (рис.1).
На первой стадии реализуется горячее прессование магниевого сплава, совмещенное с РКУП-обработкой. На второй стадии заготовка подвергается многопроходному РКУП, позволяющему сформировать ультрамелко-зернистую структуру с размером зерен около 1 мкм и менее. На третьей - дополнительная экструзия при пониженных температурах вплоть до комнатной. Как результат, в магниевом сплаве обеспечивается не только высокий уровень механических и функциональных свойств, но и полученная заготовка имеет форму длинномерного прутка, необходимого для изготовления медицинских имплантатов на современных станках для резания с ЧПУ.
В работе в качестве материала использовали популярный магниевый сплав Mg -1 % Zn -0,18 % Ca . Легирование магния такими нетоксичными элементами, как цинк, кальций, улучшает коррозионные свойства магниевых сплавов [11; 12]. Цинк является ко -фактором для ферментов в кости [3], кальций обеспечивает рост и заживление костей [4]. При этом цинк и кальций характеризуются хорошей биосовместимостью. Компоненты сплава естественным образом присутствуют в организме человека, что предопределяет высокую востребованность сплава в сравнение с другими для широкого медицинского применения.
Для определения деталей конструкции оснастки и режимов деформирования (равномерность деформации, вид деформированного состояния) в работе использовано компьютерное моделирование с помощью метода МКЭ [13].
В настоящей работе для обоснованного проектирования конструкции матрицы с цилиндрическими каналами, пересекающимися под углом 120о, предназначенной для прессования сплава Mg -1% Zn -0,18% Ca и обеспечивающей равномерный сдвиг в зоне деформации, поведение пластической деформации сплава (равномерность деформации, вид деформированного состояния) в процессе РКУП за один проход проанализировали с помощью МКЭ, что позволило оценить влияние величины угла скругления ф (см. рис. 1) сопряжения каналов матрицы при различном трении во входном и выходном каналах.
Также статья посвящена экспериментальному исследованию реализации трехэтапной обработки сплава Mg -1 % Zn -0,18 % Ca (см. рис. 1) при получении прутков, исследованиям их механической прочности и структуры.
Материалы и методы
Исходные цилиндрические заготовки магниевого
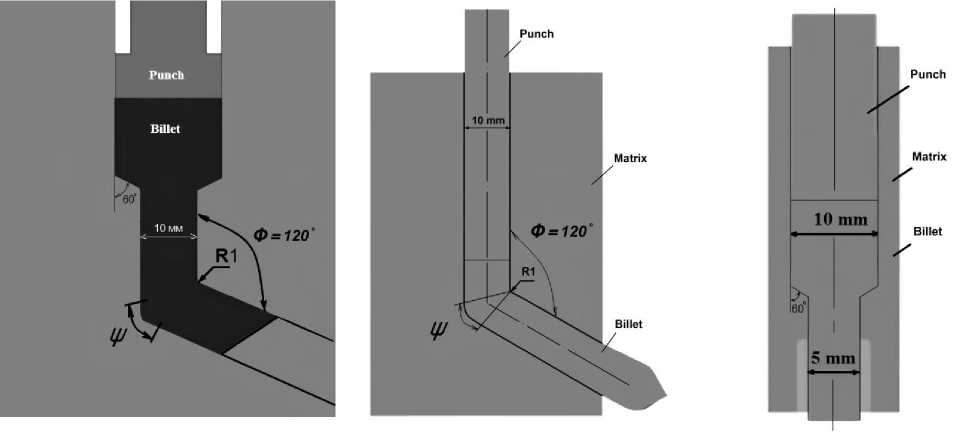
Рис. 1. Схема трехэтапной обработки изначально литого сплава системы Mg -1 % Zn -0,18 % Ca для получения УМЗ прутка: а - горячая экструзия, совмещенная с РКУП; б - РКУП; в - холодная экструзия
сплава Mg -1 % Zn -0,18 % Ca диаметром 25 мм и длиной 80 мм изготавливали на токарном станке из круглой отливки, полученной гравитационным литьем. Слиток сплава Mg -1 % Zn -0,18 % Ca был отлит на Соликамском опытно-металлургическом заводе (Россия). С целью выравнивания химического состава по объему заготовки и устранения последствий дендритной ликвации литые цилиндрические заготовки были подвергнуты гомогениза-ционному отжигу в муфельной печи Nabertherm при температуре 450оС в течение 24 ч с охлаждением в воду. Это состояние заготовок было принято как исходное.
Деформационную обработку выполняли в три этапа.
На первом этапе цилиндрические образцы диаметром 25 мм подвергали экструзии, совмещенной с одним проходом РКУП (см. рис. 1, а ) при температуре заготовки и оснастки 400 ± 5°С. Вытяжка при экструзии составляла 6,25. На втором этапе осуществляли РКУП (см. рис. 1, б ), 4 прохода при температуре 350 ± 5оС по маршруту В с . На третьем этапе проводили экструзию в матрице с углом наклона образующей деформирующего участка к оси симметрии 60о и вытяжкой 4 (см. рис. 1, в ) при температуре 200оС. Все три этапа обработки выполняли на гидравлическом прессе 1600 кН.
Микроструктуру исследовали на растровом электронном микроскопе (РЭМ) JEM -6390 при ускоряющем напряжении 20 кВ. Тонкую структуру изучали на просвечивающем электронном микроскопе (ПЭМ) JEM -2100 с ускоряющим напряжением 200 кВ. Образцы для ПЭМ готовили методом двусторонней струйной электрополировки на установке «Тенупол-5» с использованием электролита следующего состава: азотная кислота – 30 %, метанол – 70 %. Полировку проводили при температуре -30°С и напряжении 8–14 В.
Для измерения микротвердости ( HV ) был выбран метод Виккерса, измерение проводили в поперечном сечении по диаметру образца на микротвердомере Emco- TestDurascan 50 с нагрузкой 0,49 Н и временем выдержки 10 с. Механические испытания на растяжение при комнатной температуре были выполнены на плоских образцах с размерами рабочей части 4×1×0,65 мм3 при одноосном растяжении на испытательной машине Instron 5982 со скоростью нагружения 10–3 с–1. Плоские образцы вырезали из центральной области деформированного прутка после экструзии в продольном направлении.
Компьютерное моделирование
Конечно-элементный анализ РКУП
Данный анализ был направлен на проведение расчетов коэффициента равномерности и вида деформированного состояния. Конечно-элементное компьютерное моделирование одного прохода РКУП выполняли с использованием программного продукта DEFORM - 3D V.11.0 . Температура была принятой постоянной и равной 200оС. Согласно экспериментальному [14] и теоретическому анализу [15], изотермическое условие может быть выполнено при низкой скорости прессования. Для оптимизации канала матрицы РКУП с использованием метода конечных элементов были разработаны четыре различные конфигурации. 3 D -модели четырех матриц со значениями внешнего угла скругления сопряжения каналов матрицы 0о, 10о, 20о, 30о, пуансона были выполнены с использованием программного обеспечения «Компас v 17» и импортированы в DEFORM -3D V.11.0.
а
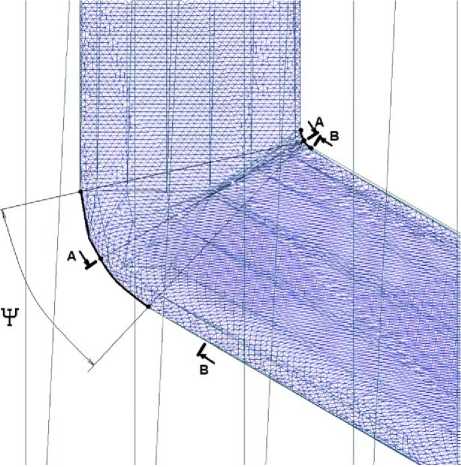
Рис. 2. а – схема расположения сечений на образце: А–А – для определения коэффициента Лоде ϑ ε и коэффициента равномерности Н 1 среднего нормального напряжения; В–В – для определения коэффициента равномерности деформации H; б – схема расположения точек в сечении А–А при определении коэффициента Лоде
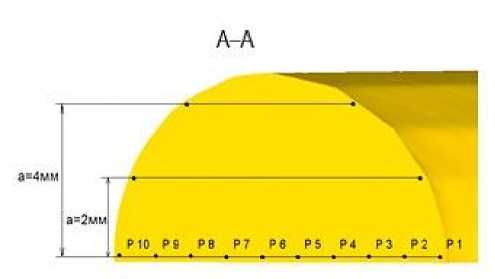
б
Таблица 1
Условия, принятые при компьютерном моделировании
|
Модель сплава Mg -1 % Zn -0,18 % Ca |
Жестко вязкопластичная |
|
Длина заготовки (мм) |
40 |
|
Диаметр заготовки (мм) |
10 |
|
Угол пересечения каналов (о) |
120 |
|
Угол скругления сопряжения каналов (о) |
0, 10, 20,30 |
|
Температура (оС) |
200 |
|
Скорость пуансона (мм/c) |
0,76 |
|
Фактор трения: входной канал-заготовка выходной канал-заготовка |
0,06 0,3 |
Матрицы и пуансон при моделировании РКУП принимали твердыми недеформируемыми телами. Скорость движения пуансона 0,76 мм/с, что соответствовало экспериментальной скорости РКУП на гидропрессе. Скругление внутренней части сопряжения каналов матрицы (в сечении матрицы продольной плоскостью симметрии) задавали радиусом 1 мм (см. рис. 1). Для выполнения моделирования предполагалось, что заготовка из сплава Mg -1 % Zn -0,18 % Ca представляет собой вязко пластичное тело, демонстрирующее чувствительность напряжения текучести к скорости деформации и деформационное упрочнение.
Поведение материала задавали кривыми «напряжение – деформация», полученными предварительно в испытаниях на сжатие при 200оС и при различных скоростях деформации. Кривые поведения материала были введены в DEFORM -3 D V . 11.0 как интерполированные кривые напряжения текучести, как функции деформации, и отдельные кривые использовались для разных скоростей деформации.
Заготовка, используемая для анализа, имела цилиндрическую форму диаметром 10 мм и длиной 40 мм. На входной стороне была выполнена галтель 1 × 1 мм.
При анализе рассматривали только половину заготовки из-за наличия плоскости симметрии заготовки канала матрицы, что позволило увеличить количество и уменьшить размеры конечных элементов, тем самым повысить способность моделирования учитывать локализованные эффекты деформации.
Элемент, используемый для сетки заготовки, имел форму тетраэдра с 4 узлами – правильная пирамида с длиной ребра 0,2 мм. Длина ребра конечного элемента была взята в 4–6 раз меньше длины дуги сопряжения каналов матрицы (длины дуги сопряжения каналов в сечении матрицы продольной плоскостью симметрии с углом скругления 10о), что исключает, по нашему мнению, изначально влияние грубой крупной сетки элементов на образование зазоров между поверхностью канала мат- рицы и деформируемой заготовкой и других локализованных эффектов. Также такая длина ребра соответствует размеру крупного зерна в литом сплаве Mg-1 % Zn-0,18 % Ca.
Количество равновеликих по объему элементов, соответствующее половине заготовки, составляло 280 000 штук. Это количество элементов оказалось достаточным для отображения локальной деформации заготовки при ее движении через область сопряжения каналов матрицы.
Трение между заготовкой и матрицей моделировалось с использованием модели:
σ т = m —,= , к 3, где т - напряжение трения на контактной поверхности
«заготовка – матрица», σ – напряжение текучести сплава, m – фактор трения. С учетом работы [16] трение при моделировании учитывали через различные значения фактора трения во входном и выходном каналах.
Условия, которые были приняты для моделирования МКЭ деформирования сплава, и набор параметров, используемых в настоящем исследовании, показаны в табл. 1. Время расчета составило не менее 36 ч для каждого из вариантов условий, представленных в табл.1.
Расчет коэффициентов равномерности деформации и среднего нормального напряжения, средней по сечению деформации и коэффициента вида деформированного состояния металла в зоне деформации
Коэффициент равномерности деформации определяли в поперечном сечении B–B (см. рис. 2, а ) заготовки, расположенном близко к зоне деформации и проходящем через точку дуги сопряжения каналов – дуги радиусом 1 мм в продольном сечении матрицы плоскостью симметрии, по формуле [17]:
Н = Max А, St где ST – площадь поперечного сечения деформированной заготовки (брали как одна вторая площади круга диаметром 10 мм), а Sh – часть площади поперечного сечения деформированной заготовки с равномерной деформацией, определяли как сумму площадей элементов поперечного сечения, чья степень деформации составляет (ε0 ± 0,025), и ε0 такая, что H максимален. H1 – коэффициент равномерности среднего нормального напряжения определяли в сечении А–А, проходящем через биссектрису угла пересечения каналов, по формуле (1), где Sh – часть площади сечения А–А (см. рис. 2, а) зоны деформации с напряжением σ0, определяли как сумму площадей элементов сечения, чье среднее нормальное напря- жение составляет (σ0 ± 0,5) МПа, и σ0 такое, что H1 максимален.
Среднее значение степени деформации в поперечном сечении деформированной заготовки вычисляли путем усреднения распределения деформации по площади сечения [18]:
£ И
E (г ■ S ■ )
S T
где S i обозначена площадь i -го элемента поперечного сечения со степенью деформации ε i .
Коэффициент вида деформированного состояния (коэффициент Лоде) определяли в 10 точках, равномерно расположенных на каждом из трех отрезков в сечении А– А (см. рис. 2, а , б ):
ϑ ε =
2 ε - ε - ε
ε 1 -ε 3
нагрузку можно получить путем усреднения через осциллирующую. Количественное изменение нагрузки (см. рис. 3) совместно с качественным изменением формы деформированной заготовки (рис. 4) позволяет выделить четыре стадии процесса РКУП. Эти стадии характерны для всех углов скругления сопряжения каналов матрицы, использованных при моделировании.
Стадия I – это стадия, на которой передняя часть заготовки проходит через основную зону деформации (см. рис. 4, а). На стадии I объем деформируемой части заготовки увеличивается, как и внутреннее напряжение внутри заготовки, и нагрузка увеличивается, а также изначально недеформированная передняя часть заготовки проходит через основную зону деформации. Нижняя часть торцевой поверхности становится вогнутой (указано стрелкой на рис. 4, а), вогнутость на этой стадии появляется и увеличивается, площадь поверхности контакта заготовки и выходного канала увеличивается. На этой стадии образуется неравномерный угловой зазор где ε , ε , ε – компоненты тензора скорости деформации частицы сплошной деформируемой среды. Коэффициент ϑε может принимать значения от –1 до 1, равен 0 при плоской деформации (при простом или чистом сдвиге) частицы.
Результаты конечно-элементного моделирования и расчетов
На рис. 3 представлена расчетная кривая зависимости нагрузки от перемещения пуансона при угле скругления сопряжения каналов матрицы 10° и факторе трения 0,06 (входной канал) и 0,3 (выходной канал). Колебание кривой нагрузки обусловлено прерыванием контакта поверхностных узлов сетки заготовки, которые контактируют с матрицей. Это колебание нагрузки неизбежно в конечно-элементном анализе. Реальную
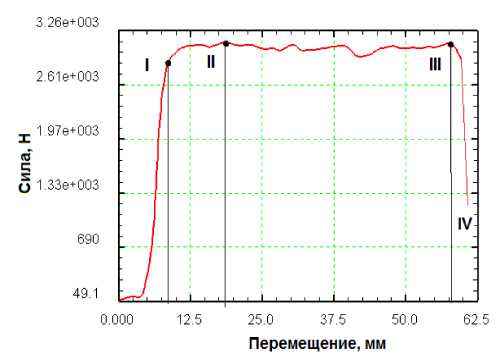
Рис. 3. Расчетная нагрузка прессования в зависимости от перемещения пуансона во время процесса РКУП при факторе трения 0,06 (входной канал) и 0,3 (выходной канал) и угле скругления сопряжения каналов 10°
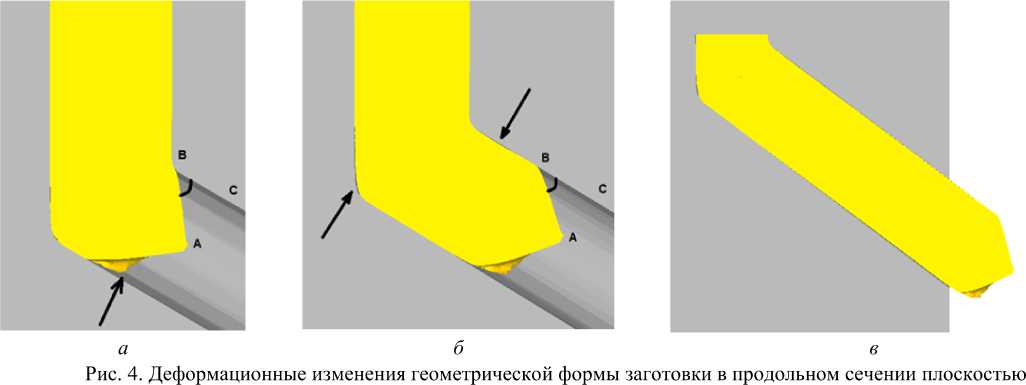
симметрии, при РКУП и наружном угле скругления сопряжения каналов 10°, факторе трения 0,06 (входной канал) и 0,3 (выходной канал) для: а – I стадия; б – II стадия; в – III стадия
между заготовкой и угловой поверхностью сопряжения каналов с максимальной величиной не более 0,15 мм. Зазор сохраняется на всех последующих стадиях. Стадия II – стадия, с началом которой вогнутость нижней части торцевой поверхности заготовки прекращает увеличиваться, передняя часть заготовки выходит из основной зоны деформации и изгибается в верхнюю сторону (см. рис. 4, б). При этом угол АВС между верхней частью торцевой поверхности заготовки и поверхностью выходного канала в продольном сечении заготовки и матрицы плос- костью симметрии уменьшается. Стадия II заканчивается, когда прекращается изменение угла АВС. Передняя часть заготовки, ее верхняя часть не полностью касается матрицы – контактная поверхность только в малой окрестности точки В (см. рис 4, б), образуется узкий зазор, величиной не более 0,05 мм между верней частью заготовки и выходным каналом матрицы. Верхний зазор, имеющий в поперечном сечении подковообразную форму, сохраняется на последующей стадии.
В начале стадии III торцевая поверхность заготовки
Таблица 2
Влияние угла скругления Ψ на силу прессования, коэффициент равномерности и среднее нормальное напряжение
Strain - Effective (mm/mm)
б
Stress - Mean (MPa)
|
Угол Ψ , град |
Н 1 |
σ 0 , МПа |
F прес , кН |
|
0 |
0,195 |
-44,5 |
3,2 |
|
10 |
0,196 |
-43,5 |
3,1 |
|
20 |
0,179 |
-36 |
3,01 |
|
30 |
0,187 |
-35,5 |
2,82 |
в
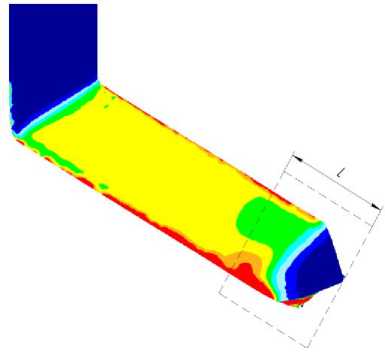
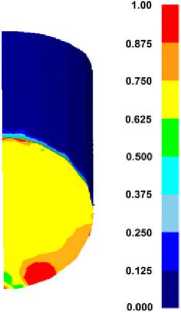
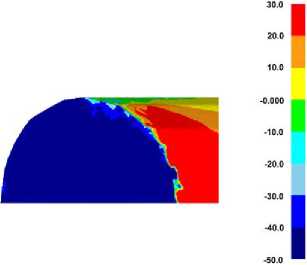
Рис. 5. Распределение степени деформации в заготовке после РКУП и среднего нормального напряжения при факторе трения 0,06 (входной канал) и 0,3 (выходной канал) и угле скругления сопряжения каналов матрицы 10°: а – в сечении продольной плоскостью симметрии; б – в поперечном сечении (В–В);
в – среднее нормальное напряжение в сечении А–А перестает изменяться, нагрузка незначительно увеличивается из-за возрастания поверхности контакта упрочняющегося сплава с выходным каналом, и затем наступает платообразное поведение нагрузки, хорошо заметное на рис. 3.
Заключительный этап IV наступает, когда концевая часть заготовки выходит из основной зоны деформации, и нагрузка резко падает.
Из окончательной геометрии заготовки (см. рис. 4, в ) можно сделать вывод, что истории деформации различны для передней и концевой частей заготовки, а также для верхней и нижней частей в области устойчивого состояния заготовки. Эта разница в деформационном поведении различных частей заготовки объясняется асимметрией напряженного состояния заготовки во время процесса РКУП.
Коэффициенты равномерности Н1 для среднего нормального напряжения в зоне деформации для рассмотренных углов наружного скругления канала приведены в табл. 2. Максимальное по абсолютной величине среднее нормальное напряжение в сечении А–А (см. рис. 2) зоны деформации, охватывающее примерно пятую часть сечения (19,5 %, см. табл. 2), соответствует углу скругления Ψ (см. рис. 1) сопряжения каналов матрицы, равному 0°. С увеличением угла Ψ среднее нормальное напряжение уменьшается по абсолютной величине, но наибольшая равномерность его распределения соответствует углу 10°.
По знаку среднее нормальное напряжение (см. рис. 5, в ) всюду по сечению А–А зоны деформации (см. рис. 2), при всех углах Ψ отрицательное. Наибольшее значение нагрузки (см. табл. 2) с увеличение угла Ψ уменьшается.
Распределение степени деформации в заготовке после одного прохода РКУП приведено на рис. 5, а, б.
Деформация неравномерна как в продольном, так и
Таблица 3
Влияние угла скругления Ψ на равномерность и степень деформации
|
Угол Ф , град |
Н |
ε 0 |
ε и |
ε i |
|
0 |
0,665 |
0,66 |
0,727 |
0,666 |
|
10 |
0,721 |
0,655 |
0,695 |
0,649 |
|
20 |
0,717 |
0,65 |
0,645 |
0,634 |
|
30 |
0,678 |
0,64 |
0,636 |
0,622 |
Таблица 4
Влияние угла скругления Ψ на значение коэффициента Лоде
|
Угол Ф , град |
Интервал значений коэффициента Лоде |
Ширина интервала значений коэффициента Лоде |
|
0 |
-0,36431 … 0,03853 |
0,40284 |
|
10 |
-0,24132 … 0,14825 |
0,38957 |
|
20 |
-0,23377 … 0,14209 |
0,37589 |
|
30 |
-0,14506 … 0,41256 |
0,55762 |
0,2
0,15
0,1
0,05
-0,05
-0,1
-0,15
-0,2
-0,25
а=0
а=2
а=4
-0,3
Рис. 6. Распределение коэффициента Лоде в зоне деформации при факторе трения 0,06 (входной канал) и 0,3 (выходной канал) и угле скругления сопряжения каналов 10°


а б
Рис. 7. Заготовки из сплава Mg-1 % Zn-0,18 % Ca, изготовленные по трехэтапной схеме деформационной обработки: а – после экструзии, совмещенной с РКУП; б – после экструзии, совмещенной с РКУП + РКУП, 4 прохода + экструзии поперечном сечениях заготовки. Неравномерность деформации и протяженность (размер L, см. рис. 5, а) передней части заготовки в продольном сечении уменьшаются с увеличением угла скругления сопряжения каналов матрицы.
Характеристики распределения деформации в поперечном сечении В–В части заготовки, соответствующей стадии III, приведены в табл. 3. Из таблицы определяется наибольшая равномерность деформации при угле скругления Ψ = 10° и при средней степени деформации 0,695. Наибольшее же среднее значение степени деформации при угле скругления Ψ = 0° град. С увеличением угла скругления Ψ средняя степень деформация уменьшается с 0,727 до 0,636.
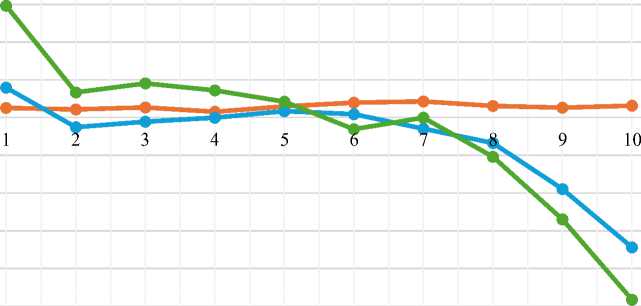
Результаты расчета коэффициента Лоде приведены на рис. 6 и табл. 4.
Значение коэффициента Лоде зависит от положения точки относительно продольной плоскости симметрии зоны деформации и поверхностей скруглений, определяемых радиусом 1 мм и углом Ψ, сопряжений пересекающихся каналов. С увеличением расстояния от точки до продольной плоскости симметрии абсолютное значение коэффициента Лоде увеличивается.
Чем ближе точка располагается к поверхности скругления, определяемого углом Ψ, тем больше абсолютное значение коэффициента Лоде.
Знак коэффициента Лоде (см. рис. 6), как правило, положительный для точек, расположенных ближе к поверхности скругления, определяемой радиусом 1 мм, и отрицательный для точек, расположенных ближе к поверхности скругления, определяемой углом Ψ.
Сравнение полученных и приведенных в табл. 4 расчетных данных позволило выявить влияние угла Ψ на диапазон и ширину интервала значений коэффициента Лоде. Наименьшая ширина интервала значений коэффициента Лоде соответствует углу Ψ, равному 20°
Из приведенных данных видно, что схема деформации при РКУП в матрице с цилиндрическими каналами, пересекающимися под углом 120°, отличается от схемы деформации сдвигом (плоской деформации), так как значение коэффициента Лоде для большинства точек, выбранных для расчета, не равно 0.
Исследования механических свойств и микроструктуры магниевого сплава Mg-1 % Zn-0,18 % Ca, обработанного комбинированным методом экструзии и РКУП
Трехэтапная обработка обеспечила получение цельных деформированных прутков. На рис. 7, а, показано фото заготовки после экструзии, совмещенной с РКУП при T = 400°С, длиной 500 мм. Эту заготовку разрезали на мерные заготовки с длиной 80 мм. Затем подвергали РКУП четыре прохода при T = 350°С, и последующей экструзии при T = 200°С. Деформированный пруток (см. рис. 7, б) имел размеры: диаметр 5 мм, длина 320 мм. Среднее значение степени деформации в поперечном сечении прутка после трехэтапной обработки сплава – при изготовлении прутков, равно 6,37, что как известно является одним из условий формирования УМЗ структуры.
Результаты структурных исследований
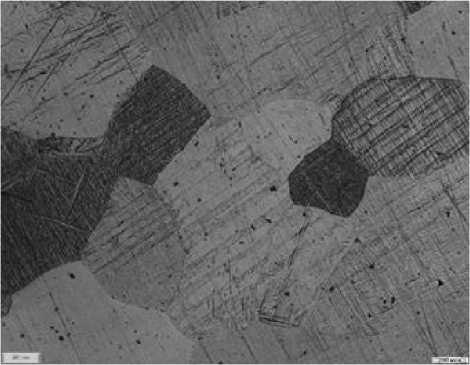
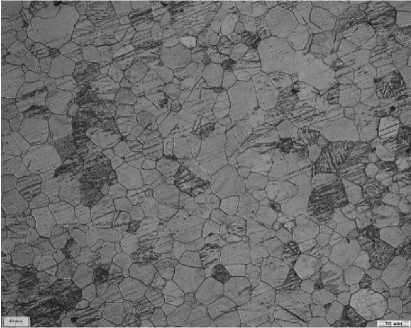
Исходное состояние сплава Mg -1 % Zn -0,18 % Ca характеризуется однородной равноосной структурой со средним размером зерен 400 мкм. В структуре также видны частицы размером 2–5 мкм, как по границам зерен, так и в теле зерна (рис. 8, а , б ). В тонкой структуре были обнаружены мелкодисперсные частицы размером до 10 нм (рис. 8, в , г ).
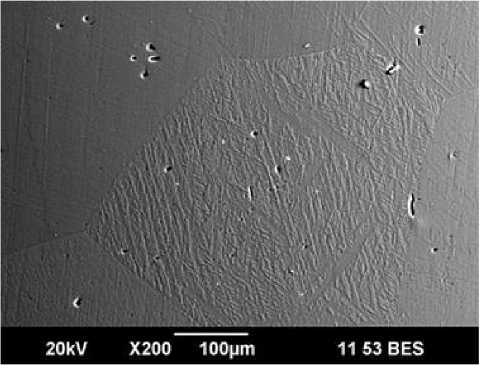
В результате деформационной обработки экструзией, совмещенной с одним проходом РКУП (см. рис. 1, а ), структура претерпела значительные изменения. Структура образца однородная, средний размер зерен 25 мкм (рис. 9, а ). Крупных частиц в структуре обнаружено не было, однако присутствовали мелкие частицы размером 0,5 мкм как в теле зерен, так и на их границах (рис. 9, б ). В работе [19] было доказано, что в подобных сплавах формируются стабильные частицы Ca 2 Mg 6 Zn 3 .
Структура была исследована в продольном и поперечном сечениях с целью выявления неоднородности в процессе деформации совмещенным методом экструзии и РКУП. В продольном сечении размер зерен составил 26 мкм, а в поперечном сечении 23 мкм, соответственно можно сделать вывод об однородности структуры при данном виде деформации.
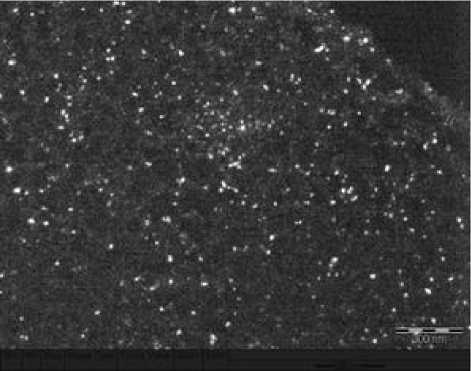
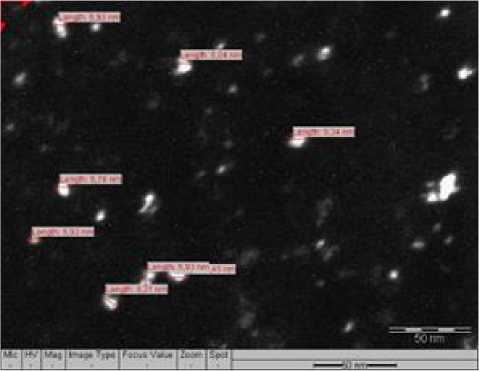
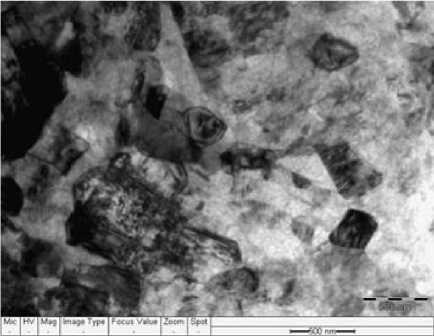
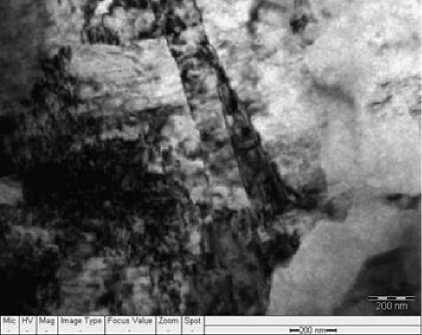
В результате применения дополнительной деформации методом РКУП (4 прохода) (см. рис. 1, б ) и последующей завершающей операции – традиционной экструзии (см. рис.1, в ) была сформирована структура, на 80 % состоящая из мелких зерен со средним размером 215 нм (рис. 10, а ). Среди мелкозернистой структуры также присутствовали крупные зерна 2–3 мкм с высокой плотностью дислокаций и двойниковыми границами (рис.10, б ), они занимали примерно 20 % просмотренной площади поверхности. В структуре были обнаружены мелкодисперсные частицы Ca 2 Mg 6 Zn 3 размером 3 нм по всему объему с объемной долей 3 % (рис. 11). Полученная структура может обеспечить высокие значения прочностных характеристик.
а
б
в
г
Рис. 8. Структура исходного состояния сплава Mg -1 % Zn -0,18 % Ca : а, б – типичная структура с разным увеличением (оптическая металлография); в – общий вид мелкодисперсных частиц (ПЭМ, темное поле);
г – размеры мелкодисперсных частиц (ПЭМ, темное поле)
Исследование механических свойств
Механические испытания на растяжение гомогенизированных образцов сплава Mg-1 % Zn-0,18 % Ca показали предел прочности 140 МПа с удлинением при рас- тяжении 15 %. Тот же сплав после комбинированной обработки (см. рис.1) показал высокую прочность – 425 МПа, с относительным удлинением 11 %, соответственно при твердости 98,1 HV (см. рис. 12) за счет измельчения зеренной структуры до среднего размера зерна 215 нм (рис. 10).
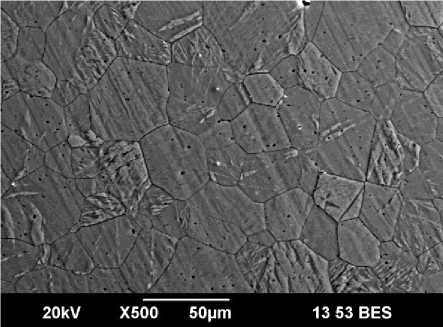
а
б
Рис. 9. Структура образца после экструзии, совмещенной с одним проходом РКУП: ( а, б ) типичная структура с разными увеличениями ( а – РЭМ; б – оптическая металлография)
а
Рис. 10. а – мелкие зерна после трехэтапной обработки: общий вид (светлое поле, ПЭМ); б – деформированные крупные зерна после трехэтапной обработки: светлое поле, ПЭМ
б
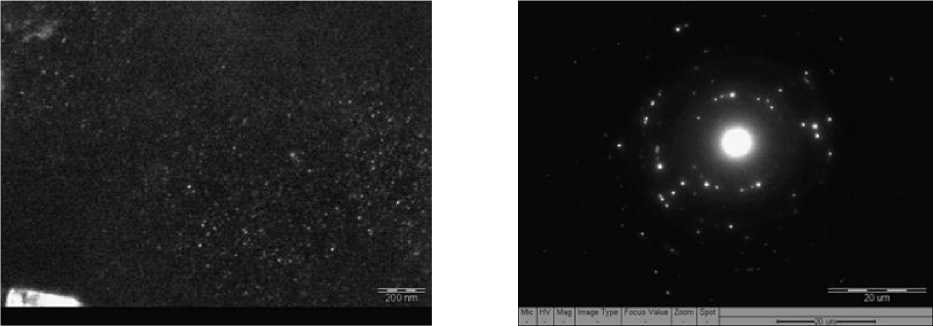
а
б
Рис. 11. Мелкодисперсные частицы после трехэтапной обработки: а – общий вид (темное поле, ПЭМ); б – дифракция с частиц
Обсуждение
Большое количество работ посвящено изучению влияния геометрических параметров сопряжения входного и выходного каналов матрицы для РКУП на равномерность деформации, напряженное состояние, распределение скорости деформации металла в зоне пластической деформации [18; 20-23]. Магниевый сплав AZ 31 успешно деформировали [24] при различных пониженных температурах в матрице с углом 120°.
Увеличение угла пересечения каналов или угла (радиуса) скругления Т (см. рис. 1) сопряжения каналов матрицы, как указано в работе [16], не только влияет на равномерность деформации, застойную (мертвую) угловую область металла при РКУП, в случае использования матрицы с прямоугольными проходными сечениями каналов, но и может изменить схему деформации - простой сдвиг на изгиб материала вокруг внутреннего угла. Результаты, полученные в настоящей работе (см. рис. 6, табл. 4), показали - при РКУП в матрице с цилиндрическими каналами, пересекающимися под углом 120°, схема деформации близка к сдвигу, но таковой не является. Угол скругления Т сопряжения каналов матрицы влияет на схему деформации, наибольшее отклонение от сдвига к схеме растяжения для точек, расположенных вблизи поверхности скругления, определяемой углом Ψ (см. рис. 6).
Стадии, которые присутствуют на кривой нагрузки и перемещения (см. рис. 3), при образовании углового зазора между заготовкой и угловой поверхностью сопряжения каналов, зазора между верней частью заготовки и выходным каналом матрицы, согласуются с результатами моделирования, полученными в работе [25]. Максимальная нагрузка при РКУП уменьшается с увеличением угла Т.
Моделирование [25], выполненное с исходным допущением плоского деформированного состояния металла, т.е. сдвига, с использованием материала с деформационным упрочнением, матрицы с углом пересечения каналов 90°, показало увеличение неравномерности деформации, вызванное увеличением угла Ψ, что противоречит данным, приведенным в табл. 3. Указанное несоответствие, возможно, обусловлено различными формами каналов матрицы, заданием условий трения, а также различными радиусами скругления внутренней части сопряжения каналов матрицы (в наших исследованиях в сечении матрицы продольной плоскостью симметрии задавали радиус 1 мм, в [25] 0 мм).
Незначительное уменьшение абсолютного значения среднего нормального напряжения с увеличением угла Ψ (см. табл. 2), возможно, связано с незначительным уменьшением площади поверхности трения в выходном канале при увеличении угла Ψ. Распределение среднего нормального напряжения в сечении А-А (см. рис. 5, в ) качественно аналогично полученному в работе [26]. Среднее значение степени деформации е (см. табл. 3)
уменьшается с увеличением угла Ψ. Аналогичное влияние угла Т показано в работе [27].
Значения степени деформации качественно хорошо согласуются с расчетными (см. табл. 3), полученными по известной формуле [28]:
N Г < ф т > < ф tV
Б- = 2ctg1+Tcosec I, i 3з L 12 2 ) I 2 2 JJ, где N - количество проходов, Ф - угол пересечения каналов.
Превышение не более чем на 10 % значений средней степени деформации, полученных моделированием, над расчетными по формуле (см. табл. 3) можно объяснить выводом формулы с исходным допущением плоской деформации (сдвига). При РКУП в матрице с цилиндрическими каналами, как показано нашим исследованием, схема деформации не является сдвигом.
Приведенные в настоящем исследовании результаты моделирования и расчетов, по мнению авторов, позволяют обоснованно спроектировать конструкцию матрицы с цилиндрическими каналами, пересекающимися под углом 120о, со скруглением внутренней части сопряжения каналов матрицы (в сечении матрицы продольной плоскостью симметрии) радиусом 1 мм, с углом скругления Т = 10о, предназначенную для прессования сплава Mg -1 % Zn -0,18 % Ca и обеспечивающую равномерную деформацию, близкую к сдвигу в зоне деформации.
Полученные экспериментальные данные показали, что деформационная обработка ведет к интенсивному измельчению зерна и появлению высокой плотности дислокаций, что обеспечивает значительное повышение твердости и прочности. РКУП вызывает образование дислокационных агломераций, видимых внутри крупных зерен. В результате трехэтапная обработка обеспечила максимальные значения прочности на растяжение и микротвердости, в то время как пластичность была незначительно снижена. Такие высокие значения прочностных характеристик были достигнуты не только из-за измельчения среднего размера зерен и, соответственно, увеличения площади поверхности границ зерен, которые являются эффективными барьерами для движения дислокаций, а также из-за повышения плотности дислокаций в результате образования дислокационных агломераций, видимых внутри крупных зерен. Дополнительным и существенным вкладом в упрочнение является выделение мелкодисперсных частиц Ca 2 Mg 6 Zn 3 с размером 3 нм в процессе заключительной низкотемпературной обработки методом экструзии.
Заключение
С помощью компьютерного трехмерного конечноэлементного моделирования исследована равномерность деформации после одного прохода, вид деформированного состояния металла в зоне деформации в зависимо- сти от угла скругления сопряжения цилиндрических каналов матрицы, пересекающимися под углом 120о. Определен оптимальный угол скругления сопряжения каналов матрицы 10о, обеспечивающий равномерность деформации после одного прохода РКУП.
В ходе экспериментальных работ получены цельные неразрушенные прутки диаметром 5 мм и длиной 200– 300 мм после трехэтапной ИПД-обработки. Установлено, что применение горячей экструзии, совмещенной с РКУП, четырехпроходного РКУП и последующей холодной экструзии обеспечивает существенное измельчение структуры: средний размер зерен уменьшился с 400 мкм (исходное состояние) до 215 нм (трехэтапная ИПД
