Моделирование кинематики пластического течения при формообразовании гофра облегченного фланца

Автор: Фоменко Ирина Викторовна
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 4 (54), 2012 года.
Бесплатный доступ
Определение предельных возможностей формообразования гофра фланца раздачей со свободным перемещением конца трубной заготовки в жестких разъемных матрицах эластичной средой.
Штамповка эластичной средой, предельные возможности
Короткий адрес: https://sciup.org/14039931
IDR: 14039931 | УДК: 621.7.043
Modeling of the plastic flow kinematics in the forming process of the lightweight flange corrugation
The determination of the forming maximum possibilities of the flange corrugation by stretching with a free movement of the billets end in the rigid sectional matrices detachable by the flexible filler.
Текст научной статьи Моделирование кинематики пластического течения при формообразовании гофра облегченного фланца
Для авиастроения традиционно актуальным является уменьшение веса при одновременном повышении прочности конструкции, а также сокращение времени на капитальный ремонт воздушных судов. Эту задачу решают в том числе с применением быстроразъемных соединений, реализованных посредством облегченных фланцев (рис. 1) из титановых сплавов. Преимуществами данных соединений являются быстрота, удобство и легкость при многократном монтаже титанового трубопровода, его ремонте или частичной замене [1].
Рис. 1. Облегченные фланцы из сплава ПТ-7М с диаметром условного прохода 90 мм
Процесс формообразования зига облегченного фланца подразделяется на две стадии: штамповка гофра с целью предварительного набора материала в зоне интенсивного пластического формоизменения; калибровка гофра с целью придания ему окончательной формы зига фланца (рис. 2).
Наиболее ответственной является первая стадия штамповки , на которой возможно образование браковочных признаков в виде недопустимого утонения стенки и разрыва материала, поэтому для оценки предельных возможностей процесса была предложена математическая модель кинематики пластического течения в конечный момент формообразования предварительного гофра фланца (рис. 3).
В силу наличия горизонтальной плоскости симметрии будем рассматривать верхнюю половину гофра. В пределах рассматриваемой части облегченного фланца выделим три зоны: I – переходная зона между основной трубой и гофром; II – основная часть гофра; III – вершина гофра.
Для описания геометрии используем следующие системы координат: в зоне I – тороидальную систему координат r , θ , φ ( φ – угловая координата в плоскости, перпендикулярной оси симметрии фланца (на рис. 3 не показана)); в зоне II – цилиндрическую систему координат z , r , φ ; в зоне III – тороидальную систему координат r , θ , φ .
В принятых системах координат границы зон определяются следующими неравенствами [2]:
π зона I: r1 ≤ r ≤ r1 + t; 0 ≤ θ ≤ ; 0 ≤ φ ≤ 2π, зона II: r2 – t ≤ z ≤ r2; R1 ≤ r ≤ R2; 0 ≤ φ ≤2π,
π зона III: r2 – t ≤ r ≤ r2; 0 ≤ θ ≤ ; 0 ≤ φ ≤ 2π.
Поле скоростей, моделирующее пластическое течение в каждой зоне должно удовлетворять соответствующим условию несжимаемости и кинематическим краевым условиям.
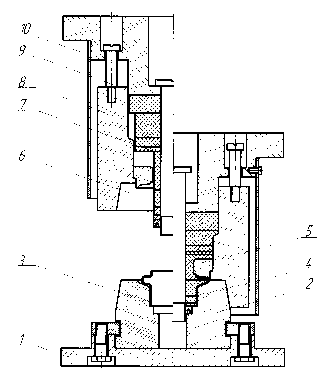
Рис. 2. Схема штампа для калибровки облегченных фланцев: 1 – плита; 2 – нижняя полуматрица; 3 – фланец с предварительным гофр ом; 4 – фланец с откалибр ованным гофром; 5 – верхняя полуматрица; 6 – пуансон эластичный; 7 – прижим эластичный; 8 – корпус; 9 – пуансон жесткий; 10 – крышка
ϕ R 2 + r cos θ
( Vr cos θ - V θ sin θ ) ;
1 ∂ V
ε = ( θ + V ). θ r
r ∂θ
Компоненты скорости V r и V θ удовлетворять краевым условиям:
V r = 0; V θ = 0.
r = r 2
Принимаем, что
θ = 0
Vr = r 2 - r ,
тогда
ε r
∂ V r
= - 1 .
∂ r
Подставляя (3) в (1), получим
должны
следую-
щее уравнение для определения скорости V θ :
R 2 + r cos θ
[( r 2 - r )cos θ - V θ sin θ ] +
1 ∂ V
+ ( θ + r 2 r ∂ θ
- r ) - 1 = 0
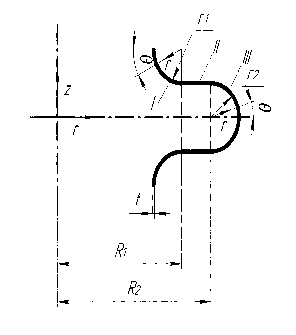
Рис. 3. Конфигурация и геометрические параметры предварительного гофра облегченного фланца : r 1 и r 2 – радиусы кривизны поверхности ручья матрицы
Толщина стенки фланца t является достаточно малой величиной . Поэтому с целью упрощения расчетов в (4) можно принять
r ≈ r 2 .
С учетом (5) соотношение (4) принимает вид:
∂ V θ r sin θ
^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^ ^^^^^^^ ^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^
-
∂ θ R 2 + r cos θ
⋅ V θ - r = 0 . (6)
Решение (6) будем искать в виде V θ = u ⋅ v ,
тогда
∂ u ∂ v r sin θ
⋅ v + ( - ⋅ v) ⋅ u - r = 0.
∂θ ∂θ R2 + rcosθ
Для формообразования осесимметричных элементов трубопроводов применяют процесс штамповки раздачей со свободным перемещением конца трубной заготовки в жестких разъемных матрицах эластичным пуансоном. В силу осевой симметрии гофра принимаем, что во всех зонах компонента вектора
Принимаем, что
∂ v r sin θ
-
∂ θ R 2 + r cos θ
Решая (7), находим
⋅ v = 0.
1 ln v = ln => v =
R 2 + r cos θ R 2 + r cos θ
Используя v , находим множитель u :
.
скорости V φ = 0, а остальные компоненты тора скорости не зависят от координаты φ . Зона III. Условие несжимаемости данной зоны имеет вид:
ε r + ε ϕ + ε θ = 0,
век-
для
где линейные компоненты тензора скоростей деформации имеют вид
ε
r
∂ v r ;
∂ r
∂ u
⋅-
R 2 + r cos θ ∂ θ
r = 0,
u = ( R 2 θ + r sin θ ) r + c 1 ( r ) .
В итоге скорость V θ равна:
V = ( R 2 θ + r sin θ ) r + c 1( r )
θ R 2 + r cos θ R 2 + r cos θ
.
Используя краевые условия (2), находим, что c 1 ( r ) = 0 .
Таким образом, для зоны III будем иметь следующее поле скоростей:
V (3) = r - r ; V (3) = ( R 2 9 + r sin 9 ) r . r 2 ’ 9 R 2 + r cos 9 ’
Vф3) = 0.(8)
Зoʜa II. В зоне II линейные скорости деформации равны:
d V Vd
Sr = "^r; Еф = -r-; £z = z , о r r а условие н есжимаемости имеет вид
Sr + Еф + Sz = 0 .
Компоненты поля скоростей должны удовлетворять краевому условию:
Vz| = 0(10)
z = r 2
и условиям неразрывности скоростей между зонами II и III:
V z (2)| = V r (3)|; V = - V ^.
z = R 2 9 = П r = R 2 9 = П
Для границы между зонами II и III: ( 3 ) ( 2 )
I I .
Подставляя (12) в выражение для будем иметь
V z (2) = r 2 - z ,
(3) r ,
при этом первое условие (11) и условие (10) будут выполнены.
Из (13) находим d V
Е = — =- 1. z d z
Подставив (14) в (9), для определения скорости V r имеем уравнение:
d V V
—- + — -1 = 0 или drr
-(Vr • r) = r .(15)
о r
Решая (15), получаем
Vr = r+c ‘z’.(16)
2 r
Для определения постоянной интегрирования c 2 ( z ) используем второе условие (11).
Подставляя в выражение для V 9 ' 9 = П и r = z (условие (12)), имеем
V
9 = П
( r 2 п + z ) z
R 2
Тогда, используя (16) и второе условие (11), определяем
( r 2 П 2 + z ) z
R 2
/ \ n П x Ri c 2( z) = -(R 2- + z) z - -2".
В итоге для скорости Vr имеем соотношение:
2( R 2 П + z ) z + R 22
V =---2-------- r 22
.
Таким образом, поле скоростей в зоне II описывается соотношением:
2( R 2 П + z ) z + R 2 2
Vф2) = r2 - z ; V<2) = r--2-;
z 2 r 22
V ф 2) = 0.
Зoʜa I. Для тороидальной системы координат r , θ , φ зоны I условие несжимаемости определяется соотношением:
где
S r + Е Ф + S 9 = 0 ,
S =dV_ ;
r d r
е ф = -—1—-( V 9 sin 9 - V r cos 9 );
R 1 - r cos 9
1 zd V8 .
S 9 = -( + V r ).
r o9
Кинематическое краевое условие для данной зоны имеет вид
V r | = 0, r = r !
а условия неразрывности скоростей на границе между зонами I и II определяются выражениями:
V r <'>| = - V <2>|; V e <"| = V r <2>|.
9 = П r = R 1 9 = П r = R 1
Для границы между зонами I и II:
z (2) = ( r 1 + r 2) - r (1)
.
Подставляя (21) в выражение для находим из первого условия (20):
Vr (1) | = r 1 - r .
9 = П
Принимаем для зоны I
Vr = r1 - r, при этом условие (19) будет выполнено.
Из (22) определяем d V
S r = —- = - 1.
d r
Подставляя (23) в (18) и принимая, как и для зоны III, r = r 1 , для определения скорости V 9 будем иметь следующее уравнение:
d V9 r sin 9
—- +-- Vfl - r = 0.
99 R 1 - r cos 9 9
Vz (2) ,
Пусть v 9 = u ■ v , тогда (24) принимает вид:
V θ =
( R 1 9 - r sin 9 ) r
d u ,5 v r sin 9
—v + (— +---------v) u - r = 0 .
d9 x9 R1 - r cos 9
Принимаем, что d v r sin 9
— +--------= 0.
d9 R 1 - r cos 9
Из (26) находим d v r sin 9
--d9 , v R 1 - r cos 9
1 In v = In-------------,
R 1 - r cos 9
R 1
-
R 1 - r cos 9
- R 22 - 2( R 2^ + r 2 ) r 2 - 2( R 1 2 - r ) r .
-
-
-
v=
R 1 - r cos 9
•
Подставляя (27) в (25), определяем множитель u
d u 1
---= r , d9 R 1 - r cos 9
u = ( R 1 9 - r sin 9 ) r + c 3( r ).
Таким образом,
Vθ =
( R 1 9 - r sin 9 ) r
R 1 - r cos 9
+
R 1
Постоянную интегрирования найдем из второго условия (20):
c 3 ( r )
- r cos 9
c 3 ( r )
•
V (2)| = R - r r=R z = r1 + r2)-r тогда
π
2[ R 2 2 + ( r 1 + r 2 - r )]( r 1 + r 2 - r ) + R 2
2 R
,
, ( R 1 П - r ) r
V d) =---2-----
θ R
9 = n 1
+ c 3 ( г ) = R
R 1 2
-
π
2[ R 2 2 + ( r 1 + r 2 - r )]( r 1 + r 2 - r ) + R 2
z. R2
c 3 ( r ) = —
-
R 2
-
2 R 1
π
[ R 2- + ( r 1 + r 2
,
- r )] x
x ( r 1 + r , - r ) - ( R 1 П 2 - r ) r .
Таким образом, выражение для скорости v9 в зоне I имеет вид v = (R|9 - r sin9) r
9 R - r cos 9
R 2 - R 2 - 2[ R 2 ПП + ( r 1 + r 2 - r )]( r 1 + r 2 - r ) - 2( R 1 ПП - r ) r
2( R - r cos 9 ) "
Принимаем с целью упрощения расчетов r = r ] , окончательно находим:
2( R 1 - r cos 9 )
В результате получено, что пластическое течение в зоне I описывается соотношениями:
V r (1) = r 1 - r ; v „( 1) = 0;
V (1) = ( R 1 9 - r sin 9 ) r -
9 R 1 - r cos 9
R 1
-
- R 2 - 2( R 2 "Г + r 2 ) r 2 - 2( R 1 "Г- r ) r -------------2----------------2------. (28)
2( R 1 - r cos 9 )
На основании полученных результатов (8), (17), (28) кинематика пластического течения при формообразовании предварительного гофра фланца описывается следующими соотношениями.
Зона I:
v r"1 = r 1 - r ; v „( 1) = 0;
V (1) = ( R 1 9 - r sin 9 ) r -
9 R 1 - r cos 9
R 1 - R 22 - 2( R 2 — + r 2 ) r 2 - 2( R 1 — -
-
2( R 1 - r cos 9 ) Зона II:
vz№ = r 2 - z ;
v = 0.
Зона III:
v r (3) = r 2 - r ;
r ) r
.
2( R 2 - + z ) z + R 2
v ( 2 ) = L __2____________•
;
r 2 2 r
V , „ = (R9 + rsin 9 ) r ; „ = 0.
R 2 + r cos 9 ф
