Моделирование контактных деформаций в неподвижных соединениях несущей системы портального фрезерного станка

Автор: Беленов А.А., Мазеин П.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
В статье рассмотрено конечноэлементное моделирование контактных деформаций в стыках элементов несущей системы портального фрезерного станка с компьютерной системой ЧПУ.
Портальный фрезерный станок, контактные деформации, конечные элементы
Короткий адрес: https://sciup.org/148199666
IDR: 148199666 | УДК: 621.9:007
Contact deformations modeling in motionless connections of carrier system at portal milling machine tool
In article it is considered the final elements modeling of contact deformations in joints of elements of car-rier system at portal milling machine tool with computer NPM system.
Текст научной статьи Моделирование контактных деформаций в неподвижных соединениях несущей системы портального фрезерного станка
Жесткость неподвижных соединений базовых деталей существенно влияет на погрешности обработки. В общем балансе упругих перемещений несущей системы станка контактные деформации в стыках составляют от 30 до 70%. Линейная деформация δ и поворот φ в плоском стыке при нагружении центральной силой Р и моментом М (рис. 1) определяют из выражений:
m
5 = c\ — I
I S )
M
Ф = MJ
где с, с м – коэффициенты контактной податливости; S, J – площадь и момент инерции сечения контакта; m – показатель степени (m=0,5 для поверхностей, и зависят от материала и качества обработки сопрягаемых поверхностей. Для деталей из стали и чугуна при чистовой обработке (тонком точении, шлифовании и тщательном шабрении) с = 0,15-0,2; при притирке можно получить с = 0,07, а при сравнительно грубой обработке (фрезеровании, грубом шабрении) с = 0,8-l,2.).
Коэффициенты контактной податливости связаны соотношением
Неподвижные стыки базовых деталей имеют, как правило, предварительную затяжку силами, значительно большими, чем силы резания. Это позволяет определять контактные деформации и угол поворота стыка по приближенным линейным зависимостям:
m - 1
5 = cmp 0 p ,
Ф = cmp™-1M / J где р0, р — первоначальное и текущее кон- тактное давление в стыке [1].
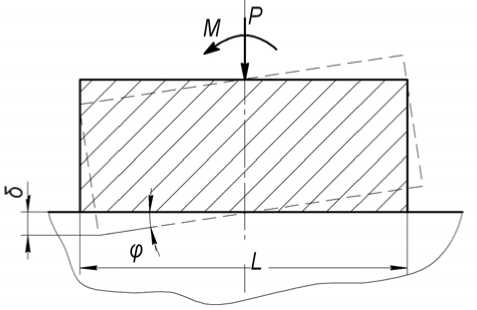
Рис. 1. Схема деформации плоского стыка при нагружении силой и моментом
c
m
cm
P
S
- 1
Точность приближенных расчетов оценивается сравнением результатов расчетов и экспериментов на реальных станках аналогич-ных конструкций при статическом нагружении, соответствующем нагружению при резании. Во многих случаях, когда базовые детали из-за сложности формы не поддаются расчету, проводят исследование жесткости на моделях, геометрически подобных рассматриваемому
элементу или базовой детали в целом. Обязательным условием при этом является равенство критериев подобия модели и реальной базовой детали [2]. Расчет деформаций и поворотов в плоском стыке по формулам (1-5) дает возможность приблизительно оценить жесткость неподвижных соединений при проектировании станочного оборудования. Основным допущением является расчет линейной деформация и поворота при нагружении центральной силой Р или моментом М, тогда как в реальной несущей системе станка, силы или моменты, действующие на стык, приложены иначе, что зачастую приводит к существенному усложнению задачи. В связи с этим принимается большое количество допущений и округлений, постоянные коэффициенты определяются из экспериментов, после завершения расчетов деформаций для использования в проектировании предстоит решить еще более сложную задачу – построение математической модели станка.
Для минимизации экспериментальных исследований с использованием сложного и дорогостоящего измерительного оборудования предлагается решение данной задачи методом конечных элементов средствами пакета ANSYS Workbench [3], который позволит более точно производить расчет контактных деформаций в стыках, основываясь на геометрической модели станка, свойствах материалов, принимать во внимание способы крепления деталей в стыке, не зависеть от количества самих стыков, кроме того, позволит моделировать приложение усилий в стыках более адекватно, с учетом силы резания. В ходе исследований был произведен расчет контактных деформаций в неподвижных соединениях несущей системы портального фрезерного станка с ЧПУ. Станок используется для обучения студентов основам программирования на станках с ЧПУ и для производства небольших по габаритам сложнопрофильных деталей [4]. Моделирование деформированного состояния несущей системы станка выполнялось в соответствии со следующим алгоритмом: формулирование допущения, построение геометрической виртуальной модели в Solid Works, импортирование модели в СAE систему Workbench (ANSYS), назначение исходных параметров модели, выполнение расчета.
При моделировании определялись контактные деформации в стыках траверсы и стоек портала, стоек и основания портала, наиболее подверженных деформации. Направляющие, приводы подач и привод главного движения для упрощения были заменены близкими по форме и размерам телами. Силовая нагрузка была приложена к шпинделю станка и к заготовке. Для тестового расчета выбрали следующие условия резания: резание производится концевой фрезой диаметром 5мм, заготовка – алюминиевый сплав Д16, глубина врезания 1 мм, направление подачи вдоль оси «X», величина подачи 150 мм/мин, частота вращения шпинделя 2000 мин-1. На рис. 3 показана виртуальная геометрическая модель, построенная в CAD системе Solid Works 10.

Рис. 2. Портальный фрезерный станок
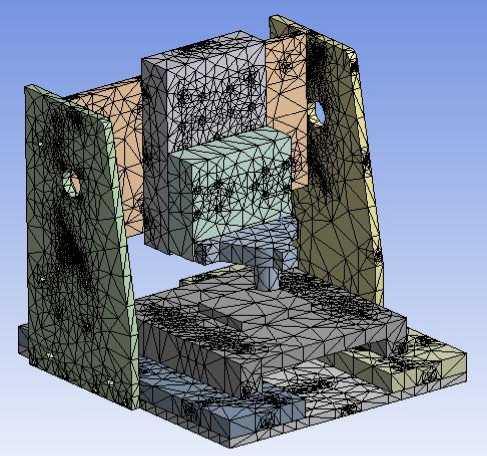
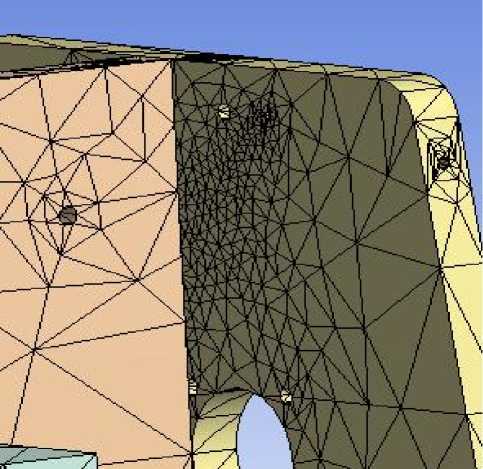
В ANSYS были заданы основные параметры модели и ее расчета: выбран типа решаемой задачи – статический расчет, создана сетка конечных элементов (элементы типа «Тетраэдр») (рис. 4а), причем в местах интересующих неподвижных стыков было произведено загущение сетки (риc. 4,б), выбраны свойства материалов, каждой детали присвоен свой материал (в частности, для статического анализа основания и портала принят алюминиевый сплав Д16Т), после выбора материалов выполнена настройка свойств контактов, отражающих реальные свойства данной сборной конструкции, элементы которой, контактируя между собой, перемещаются друг относительно друга под действием сил и деформируют друг друга.
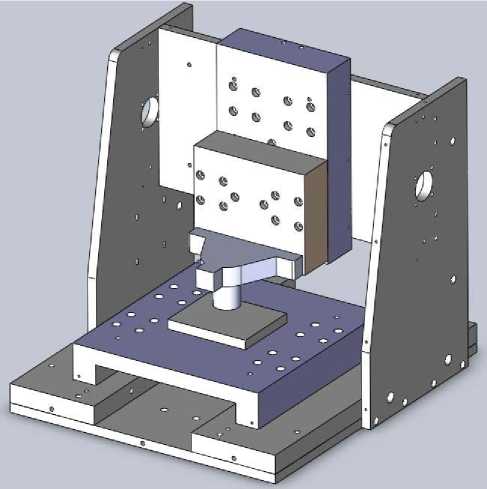
Рис. 3. Виртуальная геометрическая модель станка
При этом в сборке контактируют твердые тела и при импортировании и чтении сборок препроцессором с учетом этого автоматически создаются контакты между деталями, контакт «поверхность-поверхность» (Surface-to-surface) разрешает неэквивалентные сетки на поверхностях контактирующих тел, расстояние автоматического поиска контакта задается параметром Tolerance (допуск) в окне настроек раздела «Contact», значение устанавливается бегунком, в каждой области контакта выделяется контактная поверхность (contact) и целевая поверхность (target), контактная поверхность составлена из элементов типа «contact», целевая – из элементов типа «target»; существует ограничение на проникновение контактной поверхности в целевую: точки интегрирования на контактных поверхностях определяются глубиной проникновения контактной поверхности в целевую; имеет место именно симметричный контакт, т.к. материал элементов системы один и тот же и при возникновении напряжений в стыке, обе его части деформируются в той или иной степени (если в контактной области одна поверхность проявляет свойства контактной (жесткая), а другая – целевой (пластичная), то контакт называют асимметричным, если каждая поверхность является и контактной и целевой одновременно (одинаковая жесткость), контакт называют симметричным).
Закрепление модели станка выполнено по всей площади основания станины. Нагружение модели выполнено силами, приложенными к шпинделю и к заготовке, равными по значению, но противоположными по направлению. На рис. 5 показаны результаты расчета деформированного состояния стыков. Следует отметить, что наибольшая величина контактных деформаций ожидалась в направлении оси «Х», поэтому частные расчеты производились именно в этом направлении.
а)
б)
Рис. 4. Сетка конечных элементов несущей системы станка; a – равномерная сетка, б – за- гущение сетки в месте неподвижного стыка
В результате расчета получили: максимальная величина контактных деформаций в стыках стоек портала с траверсой составляет 0,0914 мм (рис. 6), максимальная величина контактных деформаций в стыках стоек портала с основанием составляет 0,0012 мм (рис. 7), в месте стыка деталей с меньшей площадью деформация неравномерна, это объясняется тем, что нагрузка приложена не непосредственно к деталям неподвижных соединений, а именно к шпинделю и заготовке, т.е. усилие передается, пройдя цепочку из элементов станка, несколько раз меняя свое значение и направление. Видно, что рассчитать подобную деформацию более или менее точно вручную – задача весьма сложная и требующая больших временных затрат, максимальное отклонение шпинделя станка от начального (ненагружен-ного) положения составляет 0,208 мм. Увеличение толщины (а, следовательно, и площади контакта) траверсы в 2 раза приводит к отклонению шпинделя 0,09 мм, максимальное значение деформации в месте соединения стойки портала и траверсы составило 0,077мм. Очевидно, что уменьшение отклонения шпинделя вызвано не только уменьшением контактных деформаций, но и повышением жесткости траверсы в целом. Однако такой способ уменьшения контактных деформаций не рационален, более экономически выгодным с точки зрения материалоемкости будет выполнение траверсы с ребрами жесткости.
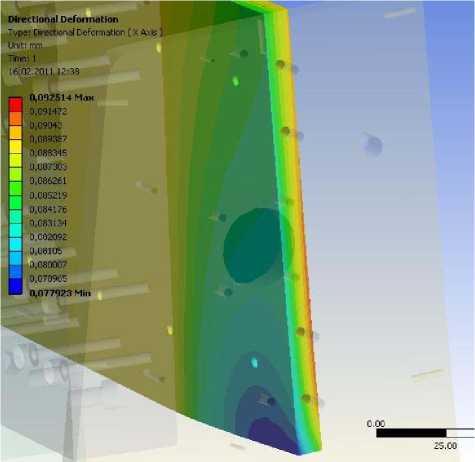
Рис. 5. Максимальная величина контактных деформаций в стыках стоек портала с траверсой
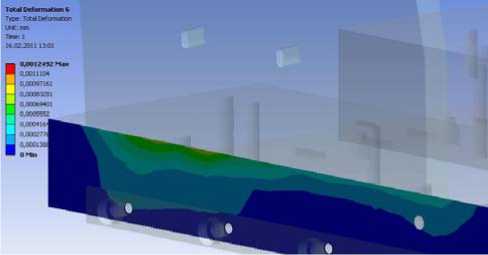
Рис. 6. Максимальная величина контактных деформаций в стыках портала с основанием
Выводы: моделирование позволяет принять конструктивные решения по оптимизации конструкции, кроме того, моделирование деформаций в стыках дает возможность снизить (компенсировать) влияние упругих погрешностей станка на качество изделий.
Список литературы Моделирование контактных деформаций в неподвижных соединениях несущей системы портального фрезерного станка
- Металлорежущие станки: учебник для машиностроительных ВТУЗов/Под ред. В.Э. Пуша. -М.,: Машиностроение, 1985. 256 с.
- Решетов, Д.Н. Детали и механизмы металлорежущих станков/Д.Н. Решетов. -М., Машиностроение, 1972. Т.1. 664 с.
- Огородникова О.М. Компьютерный инженерный анализ: учебное пособие. -Екатеринбург: УГТУ-УПИ, 2009. -205 с.
- Патент РФ 99736 на полезную модель. Настольный портальный фрезерный станок. МПК 23C 1/06 (2006/01). Панов С.С., Беленов А.А., Мазеин П.Г. Заявка 2010130914/02 от 23.07.2010. Патентовладелец ЮУрГУ. Срок действия 23 июля 2020 г. Опуб. 27.11.10. Бюл. 33.
