Моделирование контактных взаимодействий роликового инструмента с полкой профиля швеллерного типа при изготовлении гнутых профилей методом интенсивного деформирования

Автор: Илюшкин Максим Валерьевич, Филимонов Вячеслав Иванович, Марковцева Валерия Владимировна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 1-2 т.16, 2014 года.
Бесплатный доступ
Выполненное моделирование контактного взаимодействия инструмента и заготовки швеллерного профиля с различной геометрией сечения позволило выявить различия в распределении и величинах контактных напряжений при использовании традиционного профилирования и метода интенсивного деформирования.
Моделирование, контактные взаимодействия, гнутый профиль, швеллер
Короткий адрес: https://sciup.org/148202753
IDR: 148202753 | УДК: 621.981
Modeling the contact interactions of the roller tool with the channel type profile shelf at production the bent profiles by intensive deformation method
The executed modeling of contact interaction of the tool and pre-detail of a channel profile with various geometry of section allowed to reveal distinctions in distribution and sizes of contact tension when using traditional profiling and intensive deformation method.
Текст научной статьи Моделирование контактных взаимодействий роликового инструмента с полкой профиля швеллерного типа при изготовлении гнутых профилей методом интенсивного деформирования
Марковцева Валерия Владимировна, аспирантка
Для исследования был выбран профиль швеллерного типа – 60хBхS, для которого были проведены исследования при варьировании высоты полки (В) и толщины исходной заготовки (S) (рис. 1). В качестве инструмента использовали роликовую оснастку с вертикальными буртами, специфичную для интенсивных методов деформирования [1] (рис. 2).
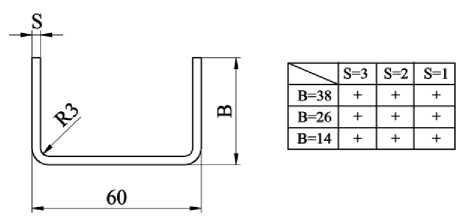
Рис. 1. Исследуемый профиль швеллерного типа 60хBxS и варьирование его геометрических параметров
В данных калибрах были исследованы все 9 вариантов геометрии профиля. Для получения необходимого зазора применялась разрезная конструкция роликового инструмента, что позволило в программе смещать части роликов, как в вертикальной, так и горизонтальной плоскости. Использование номинальной ширины заготовки (при изготовлении профиля 60х38хS) соответствовало изготовлению методом интенсивного деформирования, поскольку происходил как контакт с буртом нижнего ролика, так и с его конической частью (рис. 3). Использование меньшей ширины заготовки (при изготовлении профилей 60х26хS и 60х14хS) соответствовал традиционному методу изготовления (контакт на первых 2-х, 3-х переходах происходил только с конической частью нижнего ролика). Наличие контакта с буртом ролика и другие особенности формовки в зависимости от геометрических параметров рассматриваемого профиля представлены в табл. 1.
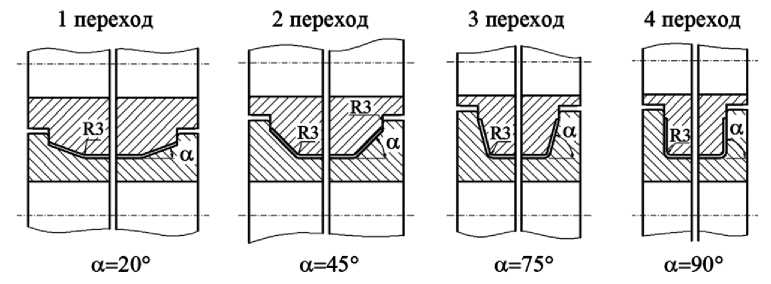
Рис. 2. Технологические роликовые калибры для изготовления профиля швеллер 60хBxS
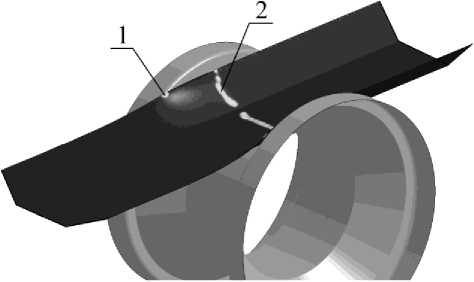
Рис. 3. Зоны контакта полки профиля с нижним роликом:
1 – контакт с буртом ролика, 2 – контакт с конической частью ролика
Таблица 1. Наличие контакта полки профиля с буртом нижнего ролика, величина контактного давления (МПа) и характерный вид контакта
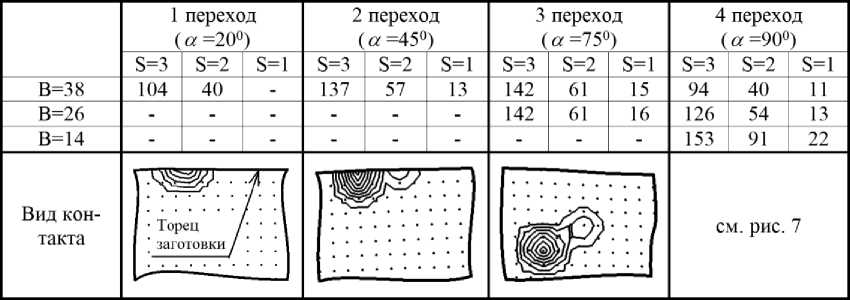
На первом и втором переходах контакт с буртом имел место только для профилей с шириной полки В=38 мм, на третьем переходе для профилей с полкой В=38 и В=26 мм, на четвёртом переходе контакт с буртом происходит для всех ширин полок профиля. Характерно, что при углах подгибки 200 и 450 контакт происходил с предторцевой зоной заготовки, а при углах 750
контакт смещался в сторону угловой зоны профиля, что было отмечено в наших более ранних работах [1]. Зоны контакта с конической частью нижнего ролика и максимальные значения контактного давления по переходам приведены на рис. 4-7. Направление движение заготовки слева – направо.
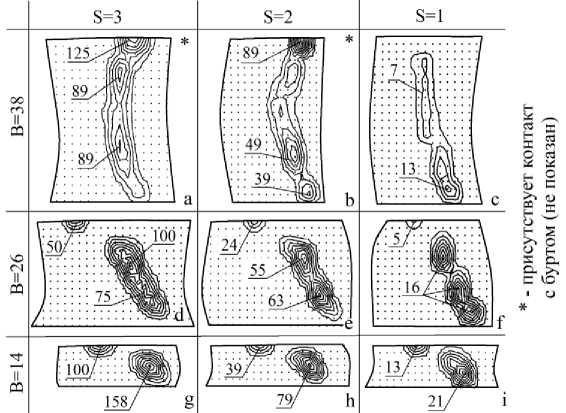
Рис. 4. Зоны контакта между конической частью нижнего ролика и заготовкой на первом переходе ( α =200) и максимальные давления (МПа) для швеллера 60хВхS
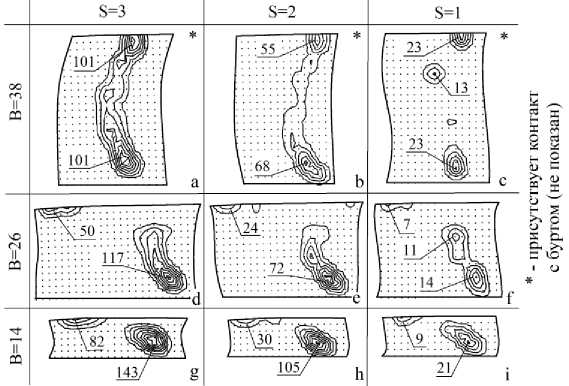
Рис. 5. Зоны контакта между конической частью нижнего ролика и заготовкой на втором переходе ( α =450) и максимальные давления (МПа) для швеллера 60хВхS
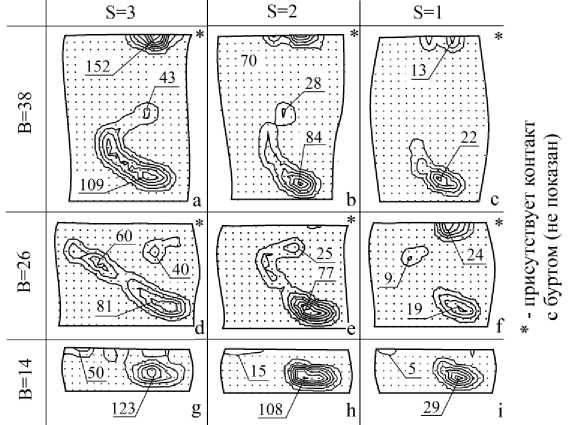
Рис. 6. Зоны контакта между конической частью нижнего ролика и заготовкой на третьем переходе ( α =750) и максимальные давления (МПа) для швеллера 60хВхS
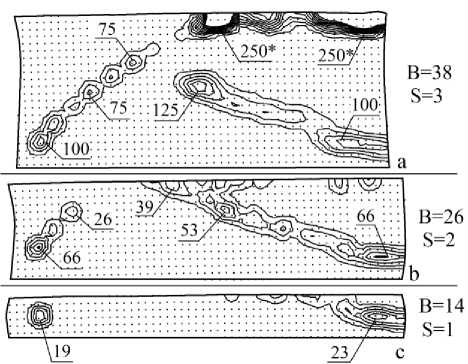
Рис. 7. Зоны контакта между цилиндрической частью нижнего ролика (включая бурт) и заготовкой на четвертом переходе ( α =900) и максимальные давления (МПа) для швеллера 60хВхS
Выводы:
-
1. Уменьшение толщины исходной заготовки приводит к уменьшению как площади ЗК, так и величины максимального контактного давления.
-
2. Форма ЗК отличается в случае наличия контакта с буртом (рис. 4а, b; рис. 5а, b, c) и без контакта с буртом (рис. 4d, e, f; рис. 5d, e, f). В первом случае мы имеем изогнутую ЗК с максимальными контактными давлениями, как правило, у края полки. Во втором случае имеем сложную эллипсную (овальную) форму ЗК, центральная ось которой находится на прямой,
-
3. Характерно наличие нескольких пиков контактного давления по ЗК: как правило, данные пики расположены вблизи угловой зоны профиля или у торца полки профиля.
-
4. При углах подгибки до 450 характерным является то, что начальный контакт происходит с предторцевым участком заготовки.
-
5. При углах подгибки 900 форма ЗК имеет более сложный вид. Характерно наличие значительного участка контакта с буртом нижнего ролика (рис. 7а).
-
6. Особенностью метода интенсивного деформирования является наличие торцевого давления по полке профиля, что хорошо видно на рис. 7а.
-
7. При подгибке на 900 при уменьшении величины полки характерно увеличение контактного давления (см. табл. 1), что связано с уменьшением плеча подгибки.
расположенной под некоторым углом. Кроме того, во втором случае имеется разрыв ЗК (возникает дополнительная ЗК у края полки, рис. 4,5,d, e, f).
Список литературы Моделирование контактных взаимодействий роликового инструмента с полкой профиля швеллерного типа при изготовлении гнутых профилей методом интенсивного деформирования
- Илюшкин, М.В. Интенсивная технология производства гнутых профилей из материалов с покрытием в роликах/М.В. Илюшкин, В.И. Филимонов. -Ульяновск: УлГТУ, 2006. 200 с
