Моделирование процесса распыления расплава в газовой струе

Автор: Лыков Павел Александрович, Байтимеров Рустам Миндиахметович, Сафонов Евгений Владимирович, Шульц Алексей Оттович
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.13, 2013 года.
Бесплатный доступ
Проведены математические расчеты и компьютерное моделирование процесса распыления расплава в струе газа с использованием пакета ANSYS. При моделировании жидкая медь рассматривается как совокупность сферических дисперсных частиц, движущихся в потоке газа. Сравнение результатов компьютерного моделирования с результатами экспериментов показало удовлетворительное совпадение.
Распыление расплава, металлические микропорошки, численное моделирование
Короткий адрес: https://sciup.org/147151631
IDR: 147151631 | УДК: 669-492
Numerical simulation of atomization of molten metal in gas spray
A mathematical calculation and numerical simulation of atomization of molten metal in gas spray have been carried out using ANSYS. Mathematical model is based on fact, that molten metal is considered as dispersed phase is gas flow. The results of simulation are validated with experimental data, a good agreement was found.
Текст краткого сообщения Моделирование процесса распыления расплава в газовой струе
Увеличение числа областей применения порошковых материалов, обусловленное существенным экономическим эффектом от замены деталей, произведенных традиционными методами, на спеченные, привело к тому, что в начале XXI века ежегодный прирост продукции порошковой металлургии составлял 5 % в США и 13,5 % в странах Западной Европы. Одним из самых распространенных методов производства металлических порошков является распыление металлических расплавов в газовой струе.
Однако изучение процессов распыления расплавов сопряжено с рядом трудностей:
-
1) изменением агрегатного состояния, изменением химического состава и свойств распыляемого материала в результате взаимодействия с распыляющим газом;
-
2) высокими скоростями процессов охлаждения и дробления металла;
-
3) высокими температурами, затрудняющими работу измерительного оборудования. Теоретический анализ механизма дробления струи представлен в работах Вебера, Прандтля, Волынского, Лышанского и др. В последние годы исследователи все чаще используют современные программные пакеты для моделирования различных процессов. В работе представлен расчет параметров газовой струи, необходимой для дробления расплава на капли размером 50 мкм, а также результаты численного моделирования процесса дробления медного расплава в струе воздуха.
Расчет
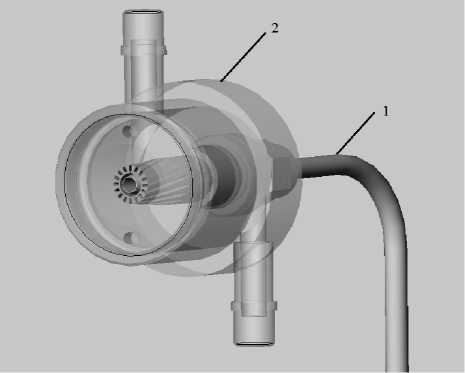
В работе проводились математические расчеты процесса дробления струи расплава, а также трехмерное моделирование газовой струи для распылительного узла, представленного на рис. 1.
Моделирование проводилось с использованием конечноэлементного пакета ANSYS. При этом жидкая медь рассматривалась как совокупность сферических дисперсных частиц, движущихся в потоке газа [1]. Первичный размер и начальная скорость движения частиц определяется размерами трубки и расходом металла. После выхода из трубки частицы меди взаимодействуют с вырывающимся из сопла с большой скоростью газом и дробятся на более мелкие капли. Режим дробления каждой отдельной частицы зависит от ее размеров и скорости окружающего ее газа.
Для расчета потока воздуха использовалась стандартная k-ε модель турбулентности. Воздух при этом рассматривался как идеальный газ.
Результаты моделирования скорости газо- Рис. 1. Распылительный узел: 1 – канал подачи вого потока и давления распылительного узла расплава, 2 – распылительная форсунка установки распыления металлов УРМ-001 (рис. 1) показали, что предложенная конструкция форсунки позволяет получать газовую струю с максимальной скоростью порядка 320 м/с (рис. 3).
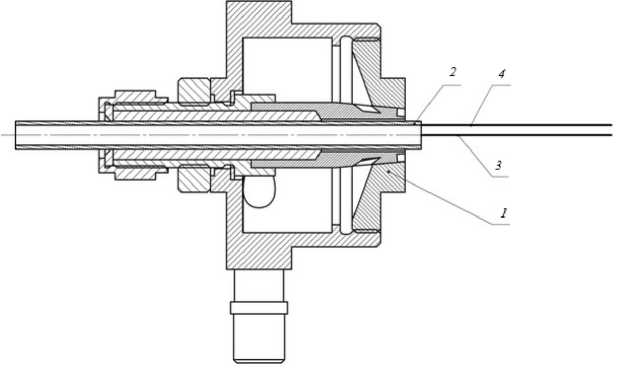
Рис. 2. Схема распылительного узла установки распыления металлов УРМ-001:
1 – распылительная форсунка, 2 – канал подачи расплава, 3 – линия оси распылительной форсунки, 4 – периферийная линия оси канала подачи расплава
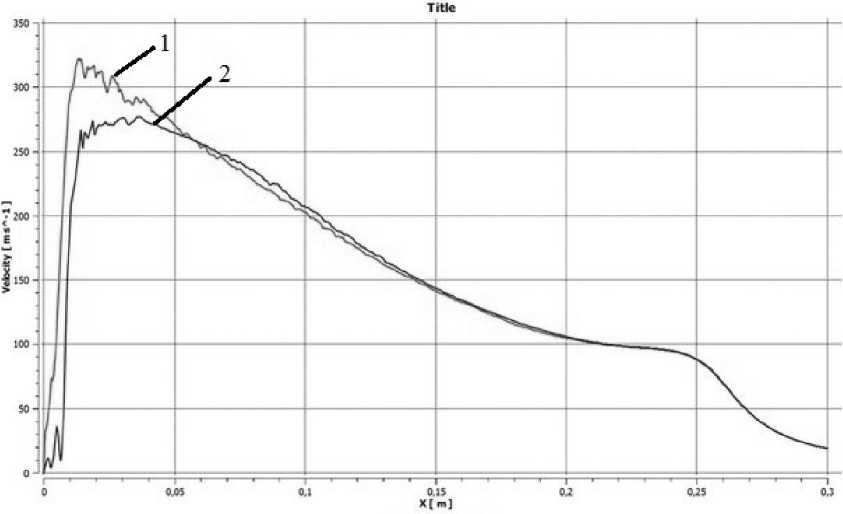
Рис. 3. График изменения скорости газовой струи на выходе из сопла: 1 – вдоль оси распылительной форсунки, 2 – вдоль периферийной линии оси канала подачи расплава
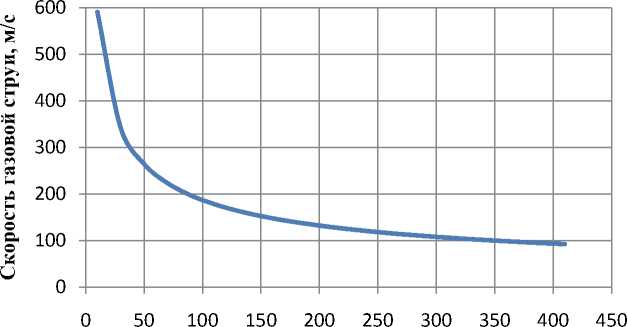
Минимальную скорость струи, при которой величина напора газа позволяет дробить капли размером d к , определял и [2] из формулы
W d к = 4 σж , (1)
сf ⋅ρг⋅dк где cf – коэффициент аэродинамического сопротивления капли; ρг – плотность газа, кг/м3; W – скорость газовой струи, м/с; σж – коэффициент поверхностного натяжения металла, Н/м; dк – диаметр капли, м.
При определении критической скорости дробления учитывалось влияние изменения давления (рис. 4) и температуры (рис. 5) газа на его плотность.
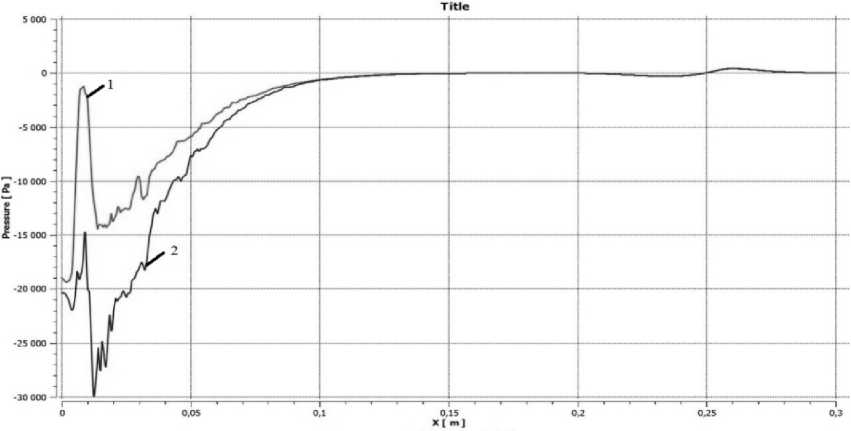
Рис. 4. График изменения давления газовой струи на выходе из сопла: 1 – вдоль оси распылительной форсунки, 2 – вдоль периферийной линии оси канала подачи расплава

Рис. 5. График изменения температуры газа на выходе из сопла: 1 – вдоль оси распылительной форсунки, 2 – вдоль периферийной линии оси канала подачи расплава
Из рис. 6 видно, что дробление расплава до капель размером менее 50 мкм будет происходить при скорости струи газа выше 264 м/с.
В работе рассматривался процесс, при котором распыляющий газ имеет температуру, существенно меньшую, чем температура распыляемого металла. Как следствие, процесс диспергирования сопровождается интенсивным охлаждением расплава. Поэтому необходимо было оценить время суммарной деформации расплава, включающее время дробления струи и время сфероидизации образовавшихся капель, и время остывания расплава, включающее время охлаждения металла до температуры плавления и время выделения скрытой теплоты кристаллизации.
Дробление струи расплава потоком сжатого газа происходит с образованием элементов неопределенной формы и различных размеров. Под действием газового потока эти элементы распадаются на отдельные мелкие капли, движущиеся в потоке газа и испытывающие на себе ударное воздействие потока, а также сил вязкости и поверхностного натяжения. Размер первоначальной капли, образующейся при разрушении струи расплава при соприкосновении с газовым потоком, достаточно велик, а время существования мало. Поэтому охлаждения металла в этот период не происходит [2].
Размер первоначально образующейся капли в условиях обдува струи расплава газовым потоком вычислялся по формуле d0 =3Rст π , (2)
We где Rст – радиус струи металла, м; We – критерий Вебера,
We =
W 2 ⋅ ρ ⋅ d гк
σ
ж
Время дробления капли радиусом r 0 , согласно [1], составит
τ
др
3 ρж ⋅ r 0 3 π ж , 2 ⋅ σ
ж
где r 0 – радиус капли, м; ρ ж - плотность жидкого металла, кг/м 3 .
Диаметр капли, мкм
Рис. 6. Зависимость критической скорости струи газа от диаметра капли
Сферическая капля образуется из пряди, по форме близкой к цилиндру, при этом время сфероидизации капли составит [2]
1,785 π⋅ r к ⋅µ ж
τ сф = ,
σ
ж где rк – радиус частицы после затвердевания, м; μж – динамическая вязкость расплава, Н·с/м2.
Время охлаждения конечной капли до температуры кристаллизации [2]
т охл
c м ⋅ρ ж ⋅ d к ln t м - t г ,
6 α t пл - t г ,
где c м ‒ удельная теплоемкость металла, Дж/°С; t м ‒ температура металла, °С; t г ‒ температура распыляющего газа; t пл ‒ температура кристаллизации металла, °С; α ‒ коэффициент теплоотда-
чи для конечной капли
α=
λг ⋅ Nu d к
где λ г – коэффициент теплопроводности газа, Вт/(м·°С); Nu ‒ критерий Нуссельта.
Критерий Нуссельта [3] вычислялся по формуле
Nu=2+0,03⋅Pr0,33Re0,54 +0,35⋅Pr0,356Re0,58, где Pr – критерий Прандтля; Re – критерий Рейнольдса.
Критерий Рейнольдса характеризует движение капли металла в потоке газа, критерий Прандтля описывает физические свойства охлаждающей среды
Re =
W • dK • Pr кг
; μг
Pr =
Н г • с г λ г
где μ г – динамическая вязкость газа, Н·с/м2; с г – удельная теплоемкость газа, Дж/°С.
Согласно [2], теплота, воспринимаемая газовым потоком, равна теплоте кристаллизации. Поэтому, предполагая, что процесс идет без изменения температуры, допустимо принять следующее выражение для определения времени выделения скрытой теплоты кристаллизации для капли сферической формы
T
кр
^ кр • m
Nu • Г /
г d (t kp
к
^^^^^^^в
t г
) F
где λ кр – удельная теплота кристаллизации, Дж/кг; m – масса капли, кг; F – площадь поверхности капли, м2.
Расчеты показали, что время дробления струи составило 7,95·10–4 с, время сфероидизации капли – 4,04·10–7 с, время охлаждения металла до температуры плавления – 4,48·10–4 с, а время выделения скрытой теплоты кристаллизации – 1,31·10–3 с. Таким образом, отношение времени остывания металла к суммарному времени деформации составляет 2,21, что позволяет не учитывать фазовые переходы при моделировании процесса дробления.
По результатам моделирования можно сделать вывод о том, что при распылении расплава меди в струе воздуха с помощью распылительной форсунки, модель которой представлена на рис. 1, мы получим порошковый материал с пиком кривой распределения размеров в районе 50 мкм.
Эксперимент
На основе расчетов и результатов моделирования была разработана схема установки распыления металлов УРМ-001 (патент №110312). Распыление производилось при следующих параметрах: температура металла 1250 °С, расход газа 2500 л/мин, давление наддува рабочей камеры плавильного агрегата 0,1 атм, удельный расход газа 1,5 л/г.
В ходе экспериментов по распылению расплава меди в воздушной струе (рис. 7) был получен порошок, по гранулометрическому составу схожий с результатами моделирования (рис. 8).

Рис. 7. Процесс распыления жидкого расплава на установке УРМ-001
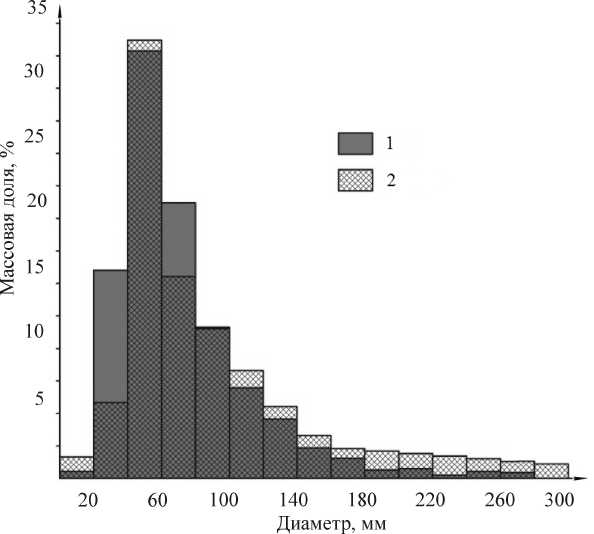
Рис. 8. Гранулометрический состав материала: 1 – расчет, 2 – эксперимент
Вывод
Гранулометрический состав материала, полученного в ходе экспериментов, в целом соответствует составу, прогнозируемому по результатам компьютерного моделирования, что подтверждается полным совпадением пиков кривых распределения. Различия между прогнозируемым гранулометрическим составом и данными эксперимента, по-видимому, связаны с погрешностями оборудования, а также с тем, что дробление некоторой части расплава происходило на периферии металлогазового факела, и скорость газа в этой области была ниже осевой. По итогам работы можно сделать вывод о возможности использования предложенной методики для расчета процессов дробления высокотемпературных жидкостей в газовой струе.
Представленная работа выполнена при поддержке Федеральной целевой программы «Научные и научно-педагогические кадры инновационной России на 2009–2013 годы» (государственный контракт № 14.B37.21.0759).
Список литературы Моделирование процесса распыления расплава в газовой струе
- ANSYS CFX-Solver Theory Guide: Release 13.0//ANSYS, Inc. -2010. -390p.
- Нечипоренко, О. С. Распыленные металлические порошки/О. С. Нечипоренко, Ю.И. Найда, А.Б. Медведовский. -Киев: Наук. Думка, 1980. -240 с.
- Кацнельсон, Б.Д. Исследование конвективного теплообмена между частицами и потоком в нестационарных условиях/Б.Д. Кацнельсон, Ф.А. Тимофеева//Тр. ЦКИТИ, кн. 12, 1949.
