Моделирование процесса трения в сопряжении цилиндровая втулка-поршневое кольцо дизеля

Автор: Алисин В.В.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Технические науки
Статья в выпуске: 10-2 (73), 2022 года.
Бесплатный доступ
Статья посвящена изучению износостойкости высокопрочного чугуна, упрочненного лазерной закалкой в сопряжении цилиндровая втулка - поршневое кольцо в тяжелых дизелях. Процесс фрикционного взаимодействия моделируется на лабораторной машине трения при возвратно-поступательном движении, в которой применяется образец чугуна ввиде пластины, вырезанной из гильзы и сегмент, вырезанный из поршневого кольца. Образец чугуна упрочняется лазером, формирующим дорожки упрочнения. Геометрические формы дорожки упрочнения после лазерной упрочняющей обработки изменяют износостойкость поверхностей образцов. Экспериментальным перебором вариантов геометрии нанесения дорожек упрочнения определяется оптимальная технология лазерной закалки цилиндровых втулок.
Лазерная закалка, высокопрочный чугун, интенсивность изнашивания, трибологичесие испытания, цилиндровая втулка дизеля
Короткий адрес: https://sciup.org/170196577
IDR: 170196577 | DOI: 10.24412/2500-1000-2022-10-2-73-76
Modeling of the friction process in the coupling of a cylinder sleeve-piston ring of a diesel engine
The article is devoted to the study of the wear resistance of high-strength cast iron hardened by laser hardening in the coupling of a cylinder sleeve - piston ring in heavy diesel engines. The process of frictional interaction is modeled on a laboratory friction machine with reciprocating motion, in which a cast iron sample is used in the form of a plate cut from a sleeve and a segment cut from a piston ring. The cast iron sample is hardened by a laser forming hardening tracks. The geometric shapes of the hardening track after laser hardening treatment change the wear resistance of the sample surfaces. The optimal technology of laser hardening of cylinder bushings is determined by an experimental search of the geometry of the application of hardening tracks.
Текст научной статьи Моделирование процесса трения в сопряжении цилиндровая втулка-поршневое кольцо дизеля
В дизельных двигателях большой мощности применяют цилиндровые втулки из чугуна. Для повышения износостойкости цилиндровых втулок применяют различные методы модификации поверхности. В работе [1] в дизельных двигателях большой мощности исследовали две упрочняющих технологии. Первая технология основана на применении электролитической обработки. Второй путь состоял в формировании микроструктуры полученную катодным восстановлением тиосульфата для покрытия поверхности трения MoS2. Трибологические испытания показали, что микроструктура вкладыша с MoS2 обеспечила уменьшение коэффициента трения на 8.4% и увеличило износостойкость на 51.5%.
В работе [2] изучена износостойкость высокопрочного чугуна с шаровым графитом. Поверхность трения была упрочнена методом прямого энергетического осаждения высокомарганцовистой стали. Сталь была осаждена с плотной микроструктурой без межфазных трещин. Трибологические испытания показали, что скорость износа поверхности трения в большей степени зависела от нагрузки на износ, чем от скорости скольжения.
Для защиты поверхностей трения получил [3] распространение процесс нанесения защитных покрытий. Отмечается, что чугун все чаще используется в производстве двигателей внутреннего сгорания из-за его низкой стоимости и прочности конструкции. Были проведены многочисленные исследования покрытий на чугуне с целью изучения термических, трибологических и механических свойств.
Для упрочнения поверхности трения чугуна применили [4] процесс твердофазной диффузии для изготовления слоя карбида ванадия с чугунной матрицей. Износ поверхности определяли методом испытаний на абразивный износ штифта на диске. Результаты абразивного износа показывают, что износостойкость компактного слоя карбида ванадия в 11,67 раза выше, чем у матрицы.
Работа [5] посвящена изучению следов обработки поверхностей после термического воздействия мощного непрерывного лазерного излучения на сталь. Описаны результаты металлографических и триботехнических исследований в зоне термического воздействия на образцы стали 40Х с лазерной закалкой из жидкого и твердого состояния. Изучены закономерности изменения геометрических параметров доро- жек упрочнения. Выполнена оценка влияния эффективности воздействия лазерного луча при изменяемых частотах поперечных колебаний луча, скорости обработки и его дефокусировке. Триботехническими испытаниями подтверждено значительное уменьшение коэффициентов трения, повышение износостойкости и нагрузочной способности контакта.
В работе [6] проведены эксперименты по износу при скольжении в условиях смазки с использованием серого чугуна. Экспериментально установлено, что возможность прогнозирования износа узлов трения по данным лабораторных опытов и определять срок его ресурс работы.
Цель работы - изучить влияние конфигурации дорожек на износостойкость поверхности чугуна.
Материалы и оборудование . Пара трения для испытаний на износ образована пластинами из серого перлитного чугуна АХНММ применяемого для изготовления цилиндровых втулок тяжелых дизелей и сегментом изготовленным из поршневого компрессионного кольца. Испытания проведены при нормальной температуре в условиях граничного трения со смазкой маслом М14Г2 и возвратнопоступательного движения.
Лазерная закалка образцов «гильза» выполнялась фокусированным лазерным лучом мощностью 500 Вт. Образующиеся в результате закалки дорожки упрочнения исследовались методом металлографического анализа.
Трибологические испытания проведены на машине трения 77МТ [12] с возвратнопоступательным движением (рис. 1).
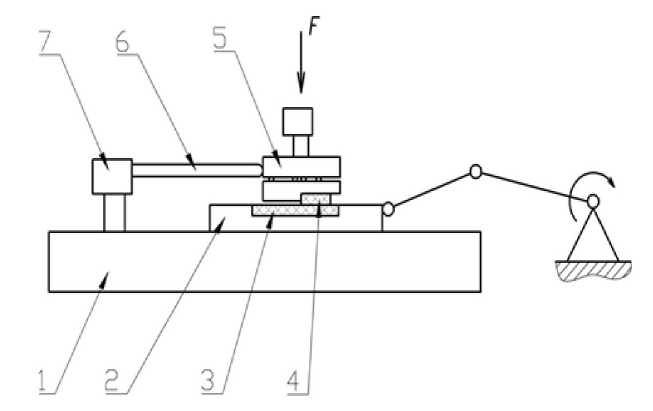
Рис. 1. Схема машины трения
В модернизированном варианте машина трения содержит основание 1, на котором размещены стойка 2 с тензометрическими датчиками, опорный блок 2 установленнй с возможностью возвратно-поступательного движения от привода, на опорном блоке крепится образец «гильза» 3, по которому скользит образец «кольцо» 4 закрепленный в держателе 5. Держатель 5 жестко соединен со стойкой 2. После приложения испытательной нагрузки включается привод и сила трения регистрируется тензодатчиками расположенными на стой- ке 2. Износ образцов определяется весовым методом с последующем пересчете на линейную интенсивность изнашивания (ГОСТ 27674-88). Испытания проведены при нормальной температуре в условиях граничного трения со смазкой маслом М14Г2.
Результаты исследования. Принимая во внимание, что цилиндровые втулки изнашиваются достаточно равномерно по всей рабочей поверхности, то для повышения их износостойкости целесообразно обрабатывать всю поверхность трения. В настоящее время нет теоретических предпосылок к выбору оптимального расположения упрочняющих дорожек, поэтому их расположение определяется экспериментально. На образцы "гильза" лазером нанесены несколько типов рисунков расположения дорожек, для проведения сравнительных испытаний на износ. Перед обработкой образцы промывались бензином и высушивались. Лазерная обработка поверхностей проводились с 10-ю группами образцов "гильза" (по 3 в группе). Первая группа была представлена образцами с не- упрочненной поверхностью сопряжения. Вторая имела поверхность образца, полностью обработанную лазерным лучом. Восемь остальных упрочнялись нанесением лазером дорожек закалки различной геометрии. Металлографический анализ дорожек упрочнения позволил определить структуру изменений в металле. На рисунке 2 приведены фотографии показывающие изменения структуры чугуна АХНММ после лазерной закалки, где в зоне оплавления микротвердость Н50= 708 кгс/мм2, основа Н50= (290-300) кгс/мм2.


Рис. 2. Микроструктура серого перлитного чугуна АХНММ после лазерной закалки на гране оплавления:
а – зона термического влияния (х 100); б – на гране оплавления
Проведены испытания на износ чугуна АХНММ при граничном трении по поршневому кольцу со смазкой М14Г2. После установки испытуемых образцов в держатели образцы прирабатывались в течение 5-8 часов при нагрузке 0,5 испытательной и постепенно доводились до испытательной. По завершении приработки образцов до и после испытаний производились за- меры веса «гильзы» и высоты стакана в сборе с «кольцом». Износ образцов определялся на основании этих замеров. Поверхность трения и на образце "гильза” и поршневом кольце имела равномерное по всей поверхности расположение следов фрикционного взаимодействия. Данные указанных измерений приводятся в таблице 1.
Таблица 1. Результаты трибологических испытаний
|
Геометрия нанесения упрочняющих дорожек |
гильза |
кольцо |
|
Без упрочняющей обработки |
4.21 * 10-7 |
1.38 * 10-7 |
|
обработка без просветов |
1.02 * 10-8 |
1.57 * 10-7 |
|
Поперечные дорожки с шагом 5 мм |
1.44 * 10-7 |
2.68 * 10-7 |
|
Сетка с шагом 5 мм наклон дорожек 450 |
6.76 * 10-8 |
2.83 * 10-7 |
Выводы. Экспериментально установлено, наиболее высокой износостойкостью обладает поверхность высокопрочного чугуна, обработанная лазером без просветов. На основе проведенного исследования ре- комендуется для повышения ресурса работы дизеля с цилиндровыми втулками из чугуна применять лазерную закалку без просветов между дорожками упрочнения.
Список литературы Моделирование процесса трения в сопряжении цилиндровая втулка-поршневое кольцо дизеля
- Yan Shen, Bin Ye, Baihong Yu, Zhixiang Liu, Ruoxuan Huang, Jiujun Xu. Enhancement of heavy-duty friction and wear characteristics of cast-iron surface by electrolytic micro-textures filled with MoS2 // Surface and Coatings Technology. - 2021. - Vol. 408. - P. 126806.
- Young Keun Park, Kyeongsik Ha, Ki Chang Bae, Kwang Yong Shin, Ki Yong Lee, Do-sik Shim, Wookjin Lee. Mechanical properties and wear resistance of direct energy deposited Fe-12Mn-5Cr-1Ni-0.4C steel deposited on spheroidal graphite cast iron // Journal of Materials Research and Technology. - 2022. - Vol. 19. - Pp. 3484-3497.
- Jittu Varghese Kurian, PA. Job, MR Radhakrishna Panicker, R. Asaletha. Effect of material characteristics on thermal, tribological and mechanical properties of high temperature cast iron coatings // Materials Today: Proceedings. - 2022. - Vol. 65, Part 8. - Рр. 3629-3641.
- Lisheng Zhong, Shaoxiong Zhang, Xin Wang, Haiqiang Bai, Jianlei Zhu, Zhengxin Lu, Yunhua Xu. The investigation on friction and wear properties of cast iron matrix surface compact vanadium carbide layer // Vacuum. - 2020. - Vol. 178. - P. 109467.
- Бирюков В.П. Определение параметров зон лазерного воздействия и триботехнических свойств поверхностей сталей // Фотоника. - 2022. - Т. 16. № 2. - C. 156-167.
- Masuda K., Oguma N., Ishiguro M., Sakamoto Y., Ishihara S. Sliding Wear life and sliding Wear mechanism of gray cast iron AISI NO.35B // Wear, 2021, Vol. 474-475, 203870.
