Некоторые аспекты улучшения физико-механических характеристик теплоизоляционных пенобетонов

Автор: Яновская А.В., Войщев А.Е., Хошафян С.О., Батаева Ф.А., Калатурская Т.А., Остроглядов А.О.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 2 (77), 2020 года.
Бесплатный доступ
В статье приведены результаты ряда экспериментальных исследований, направленных на получение теплоизоляционного пенобетона марки по плотности D500 c улучшенными физико-механическими характеристиками за счет подбора вида заполнителя, сочетания его фракций и применения малоэнергоемкой активации переменным электрофизическим воздействием. Анализ результатов продемонстрировал, что наибольшая эффективность малоэнергоемкой активации пенобетона достигается при применении молотого песка фракции до 0,16-0,315 мм. Прочность у пенобетона на молотом песке выше, нежели у пенобетона на окатанном песке и на отсеве щебня. При этом наибольший скачок прочности активированного пенобетона по сравнению с неактивированным наблюдается при использовании молотого песка фракций 0,08-0,16 и 0,16-0,315 мм. Совместное же использование двух различных фракций обеспечивает более компактную упаковку частиц в межпоровых перегородках, что также способствует повышению прочности пенобетона. Средняя плотность активированного пенобетона при использовании песка малых фракций чуть меньше, чем у неактивированного. Проведение серии экспериментальных исследований доказало, что при использовании наиболее рациональных рецептурных факторов и активации малоэнергоемким переменным электрическим полем с оптимальными параметрами улучшаются физико-механические характеристики пенобетонов.
Теплоизоляционный пенобетон, малоэнергоемкая активация, переменное электрофизическое воздействие, заполнитель, фракция заполнителя, межпоровая перегородка
Короткий адрес: https://sciup.org/142228515
IDR: 142228515 | УДК: 691.327.333
Some aspects of improvement of physical and mechanical characteristics of heat-insulating foam concrete
The article presents the results of a series of experimental studies aimed at obtaining heat-insulating foam concrete with D500 density with improved physical and mechanical characteristics due to the selection of the type of aggregate, the combination of its fractions and the use of low-energy-intensive activation by alternating electrophysical effects. An analysis of the results showed that the highest efficiency of low-energy foam activation is achieved by using ground sand fractions up to 0.16-0.315 mm. The strength of foamed concrete on ground sand is higher than that of foamed concrete on rounded sand and on screening of crushed stone. At the same time, the greatest jump in the strength of activated foam compared with non-activated foam is observed when using ground sand fractions of 0.08-0.16 and 0.16-0.315 mm. The joint use of two different fractions provides a more compact packing of particles in the interpore walls, which also contributes to an increase in the strength of foam concrete. The average density of activated foam when using small fractions of sand is slightly less than that of non-activated. A series of experimental studies has proved that using the most rational prescription factors and activation by a low-energy-intensive alternating electric field with optimal parameters improves the physical and mechanical characteristics of foam concrete.
Текст научной статьи Некоторые аспекты улучшения физико-механических характеристик теплоизоляционных пенобетонов
Пенобетон неавтоклавного твердения отстает от автоклавного по показателям качества и масштабам применения, тем не менее накопленный положительный опыт его изготовления и использования в различных регионах России и странах ближнего зарубежья и активные исследования, проводимые в ведущих технических вузах, проектных и научно-производственных организациях, создают необходимые предпосылки для существенного улучшения его качественных характеристик, снижения энергоемкости и затрат на производство, чтобы с наступлением энергетического кризиса можно было частично или полностью отказаться от автоклавной обработки [1].
В связи с повышением требований СП 50.13330.2012 «Тепловая защита зданий» к термосопротивлению ограждающих элементов зданий происходит существенное увеличение толщины стен возводимых и реконструируемых зданий из бетона на традиционных заполнителях. Зачастую используемые сегодня для изготовления бетона заполнители по показателям качества и экономической эффективности не полностью отвечают требованиям современных государственных стандартов.
Однако технология производства ячеистых бетонов является сложным многопараметрическим процессом. К настоящему времени вопросы структурообразования пенобетона изучены недостаточно. На практике это ведет к нестабильности качества получаемой продукции. Отсутствуют обоснованные рекомендации, позволяющие прогнозировать качество продукции при изменении режимов приготовления смеси, типа и параметров смесителя. Имеющиеся рекомендации носят частный характер с малой степенью обобщения [2].
При производстве существует большая вероятность нарушений технологии следующего вида: происходит разрушение поровой структуры еще до момента схватывания вяжущего; готовая пенобетонная смесь подвергается усадке; может возникнуть явление коалесценции пузырьков по высоте свежеуложенного массива. Как следствие, происходит нарушение структуры пенобетона, увеличение плотности и ухудшение физико-механических характеристик готовых изделий. Для совершенствования технологии пенобетона и улучшения его физикомеханических характеристик необходимо четкое понимание как на макро-, так и на микроуровне физико-химических процессов, происходящих в пенобетонной системе, начиная с первых минут ее приготовления [3].
В настоящее время уже имеется существенный практический опыт приготовления пенобетона, но без установленных закономерных явлений и процессов при его производстве проблематично разработать и практически реализовать научно обоснованные принципы производства пенобетонной смеси во время ее изготовления в смесителе. Поэтому исследования в области совершенствования технологии пенобетона играют значительную роль не только для производителей готового пенобетона, изделий и конструкций из него, но и для изготовителей производственного оборудования, выпускающих основной агрегат технологического комплекса - смеситель для приготовления пенобетонной смеси [4].
Один из важных показателей качества пенобетона - плотность, колеблющаяся в среднем в пределах от 200 до 1400 кг/м3. В основном для производства теплоизоляционных изделий и конструкций применяют пенобетон с плотностью 400-600 кг/м3. Чем ниже плотность, тем меньше теплопроводность материала, что ведет к экономии материальных, трудовых и энергетических ресурсов. С другой стороны, чем ниже плотность и выше пористость пенобетона, тем меньше его прочность. Теплоизоляционный пенобетон должен иметь достаточную прочность для сохранения целостности структуры во время транспортирования, монтажа и эксплуатации. Прочность регламентируется нормативно-технической документацией. В некоторых 37
случаях уменьшение плотности затрудняется не только из-за значения прочности, но и вследствие других факторов.
Снижение средней плотности пенобетона позволит изготавливать однослойные стены малой толщины и высокой теплотехнической однородности, превышающей однородность двух- и трехслойных стен в 1,5-2 раза. Низкая теплотехническая однородность требует дополнительного увеличения слоя утеплителя и толщины стены в целом.
При изготовлении неавтоклавного пенобетона в качестве заполнителей используются местные материалы и техногенные отходы – песок, барханные и полубарханные пески, пылевидные отходы дробления, золы, шлаки, стеклобой, фосфогипс и другие промышленные отходы, не обладающие стабильными и кондиционными свойствами. Производство неавтоклавного пенобетона организуется, как правило, по упрощенной схеме, небольшой мощности. Дозировка компонентов преимущественно объемная. Для пенобетона характерно изготовление на мобильных установках, используемых в построечных условиях при монолитном домостроении.
Для изготовления пенобетона применяется широкий ассортимент различных белковых и синтетических пенообразователей и стабилизаторов пены. Разработке и исследованиям свойств пенобетона автоклавного и неавтоклавного твердения на различных видах вяжущего, заполнителей и ПАВ посвящено много научных исследований. В них отчетливо просматривается тенденция уменьшения средней плотности пенобетона менее 500 кг/м3 для улучшения его теплозащитных свойств в наружных стеновых конструкциях, плитах покрытий и перекрытий, при теплоизоляции труб теплосетей канальной прокладки [5].
Объекты и методы исследований
Для получения достаточно прочного и пористого материала проведена серия экспериментов, целью которых являлось создание однородной структуры материала и формирование межпоровых перегородок с улучшенными физико-механическими характеристиками путем воздействия рецептурных факторов на показатели качества пенобетонов, активированных переменным электрофизическим воздействием с оптимальными параметрами [6].
В лаборатории кафедры «Технология вяжущих веществ, бетонов и строительной керамики» Донского государственного технического университета был проведен ряд экспериментальных исследований, направленных на получение теплоизоляционного пенобетона марки по плотности D500 c улучшенными физико-механическими характеристиками за счет подбора вида заполнителя, сочетания его фракций и применения малоэнергоемкой активации переменным электрофизическим воздействием.
Для оценки влияния вида и фракционного состава на свойства активированных пенобетонов применялись портландцемент (ЦЕМ I 42,5Н) без добавок активностью 42 МПа и пенообразователь «ПБ-Люкс». В качестве заполнителей применялись окатанный и молотый пески четырех фракций (0,08-0,16 мм; 0,16-0,315 мм; 0,315-0,63 мм и смесь фракций 0,08-0,63 мм), а также отсев щебня идентичных фракций. Во всех опытах оставались постоянными: соотношение цемент/заполнитель, вязкость пенобетонной смеси (около 300–320 мм расплыва шликера на вискозиметре Суттарда), а также условия изготовления смесей, их укладки и обработки. Твердение всех образцов происходило в естественных условиях до проектного возраста 28 сут.
Пенобетоны подвергались электрофизическому воздействию с оптимальными параметрами, установленными авторами ранее, а именно:
-
- напряженность электрического поля – 3 В/см;
-
- частота – 50 кГц;
-
- продолжительность активации – 1 мин.
Формы со свежеуложенными смесями подсоединялись к генератору переменного электрического напряжения Г3-109 и мультиметру В7-21А для измерения приложенного напряжения. Активацию смеси электрофизическим воздействием проводили сразу же после укладки ее в формы [7, 8].
Помол песка производился на лабораторной планетарной шаровой мельнице «Активатор - 2S». Время помола составляло от 1 до 2 мин. Удельные энергозатраты на измельчение песка в шаровых барабанных мельницах нормальной дисперсности составляют 20–30 кВт∙ч/т.
Влияние вида и дисперсности заполнителя на эффективность активации пенобетонов представлено в таблице и на рисунках 1–3.
Результаты и их обсуждение
Таблица
Влияние вида и дисперсности заполнителя на эффективность активации пенобетонов
|
те n d> s n о kJ ч s m |
те KJ 1-0 |
те СО И О О хо я CD й к S § й о ^ о « |
Свойства пенобетонной смеси |
Свойства пенобетонов |
|||||||
|
° р |
к те |
о О т те и В g § Ugg к |
kJ g s й S о Й “ 5 К Я S Е 2 О со к |
к |
|||||||
|
< |
к |
< |
к |
8 |
8 к |
||||||
|
)S 2 kJ Й к о к о О о к |
Фр. 0,080,16 мм |
1,7 |
0,50 |
650 |
505 |
514 |
1,01/ 0,11 |
0,95/ 0,10 |
3,960 |
3,596 |
10,1 |
|
Фр. 0,160,315 мм |
1,5 |
0,49 |
630 |
499 |
511 |
1,08/ 0,13 |
1,01/ 0,11 |
4,337 |
3,868 |
12,1 |
|
|
Фр. 0,3150,63 мм |
1,2 |
0,48 |
620 |
493 |
490 |
0,91/ 0,10 |
0,88/ 0,09 |
3,744 |
3,665 |
2,2 |
|
|
Фр. 0,080,63 мм |
1,5 |
0,49 |
630 |
508 |
502 |
0,95/ 0,09 |
0,99/ 0,10 |
3,681 |
3,929 |
0 |
|
|
)S в S о к |
Фр. 0,080,16 мм |
1,7 |
0,50 |
690 |
542 |
558 |
1,17/ 0,12 |
1,06/ 0,11 |
3,929 |
3,404 |
15,4 |
|
Фр. 0,160,315 мм |
1,5 |
0,49 |
660 |
521 |
535 |
1,28/ 0,15 |
1,07/ 0,11 |
4,716 |
3,738 |
26,2 |
|
|
Фр. 0,3150,63 мм |
1,2 |
0,48 |
650 |
514 |
508 |
0,98/ 0,11 |
0,96/ 0,10 |
3,709 |
3,720 |
0 |
|
|
Фр. 0,080,63 мм |
1,5 |
0,49 |
660 |
524 |
516 |
1,05/ 0,12 |
1,16/ 0,12 |
3,824 |
4,357 |
0 |
|
|
те Я о |
Фр. 0,080,16 мм |
1,7 |
0,50 |
670 |
525 |
534 |
1,09/ 0,11 |
1,02/ 0,10 |
3,955 |
3,577 |
10,6 |
|
Фр. 0,160,315 мм |
1,5 |
0,49 |
650 |
511 |
523 |
1,15/ 0,12 |
1,05/ 0,10 |
4,404 |
3,839 |
14,7 |
|
|
Фр. 0,3150,63 мм |
1,2 |
0,48 |
640 |
504 |
498 |
0,94/ 0,09 |
0,91/ 0,09 |
3,701 |
3,669 |
8,7 |
|
|
Фр. 0,080,63 мм |
1,5 |
0,49 |
650 |
516 |
508 |
1,01/ 0,10 |
1,08/ 0,11 |
3,793 |
4,185 |
0 |
|
П эфф – показатель эффективности электроактивации материала, численно равный отношению приращения коэффициента конструктивного качества материала после активации к его значению до активации [7].
1,1
1,05
0,95
0,9
0,85
0,8
0,08-0,16 0,16-0,315 0,315-0,63 0,06-0,63
-
—•— без активации —•—активированный
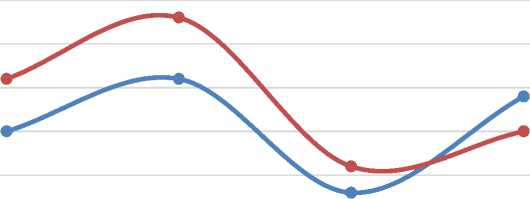
Рисунок 1 – Влияние размера фракций окатанного песка на изменение прочности при сжатии пенобетона
1,4
1,3
1,2
1,1
0,9
0,8
0,08-0,16 0,16-0,315 0,315-0,63 0,06-0,63
-
—•— без активации —•— активированный
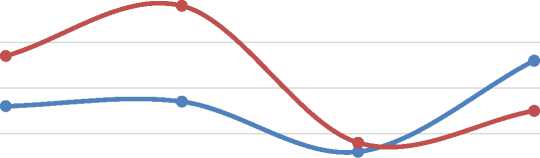
Рисунок 2 – Влияние размера фракций молотого песка на изменение прочности при сжатии пенобетона

Рисунок 3 – Влияние размера фракций отсева щебня на изменение прочности при сжатии пенобетона
Анализ результатов продемонстрировал, что наибольшая эффективность малоэнергоемкой активации пенобетона достигается при применении молотого песка фракции до 0,160,315 мм.
При использовании же более крупных фракций песка необходима б о льшая мощность активации, т.е. повышение напряженности электрического поля, но в этом случае активация пенобетонной смеси перестает быть малоэнергоемкой, что противоречит основной идее метода.
Что касается вида заполнителя, то прочность у пенобетона на молотом песке выше, нежели у пенобетона на окатанном песке и на отсеве щебня. Это связано с более развитой удельной поверхностью частиц молотого песка по сравнению с частицами двух других видов заполнителя.
При этом наибольший скачок прочности активированного пенобетона по сравнению с неактивированным наблюдается при использовании молотого песка фракций 0,08-0,16 и 0,160,315 мм. Это объясняется положительным эффектом малоэнергоемкой активации именно на небольшие частицы песка. Совместное же использование двух различных фракций обеспечивает более компактную упаковку частиц в межпоровых перегородках, что также способствует повышению прочности пенобетона.
Анализ микроструктуры пенобетона при помощи микроскопа с 200-кратным увеличением показал, что при использовании песка из отсева щебня и окатанного песка структура пенобетона достаточно неоднородная, наблюдается коалесценция пор и их диаметр больше, нежели при использовании молотого песка (рис. 4).

Рисунок 4 – Фотографии микроструктуры пенобетона при использовании различных видов и дисперсности заполнителя: слева – окатанный песок, справа – молотый песок
Полученные активированные пенобетоны по сравнению с неактивированными обладают улучшенными физико-механическими характеристиками и могут применяться в качестве тепло- и звукоизоляции стен, полов, плит перекрытий. При этом малоэнергоемкая электроактивация способствует уменьшению количества брака при транспортировании и монтаже изделий из теплоизоляционного пенобетона.
Средняя плотность активированного пенобетона при использовании песка малых фракций чуть меньше, чем у неактивированного. Вероятно, это можно объяснить изменениями в поровой структуре пенобетона, а именно увеличением общей пористости.
Выводы
Таким образом, проведение серии экспериментальных исследований доказало, что при использовании наиболее рациональных рецептурных факторов и активации малоэнергоемким переменным электрическим полем с оптимальными параметрами улучшаются физико-механические характеристики пенобетонов.
Список литературы Некоторые аспекты улучшения физико-механических характеристик теплоизоляционных пенобетонов
- Баранов А.Т., Макаричев В.В. Ячеистые бетоны с пониженной объемной массой. - М.: Стройиздат, 1974. - С. 4.
- Горлов Ю.П., Меркин А.П., Устенко А.А. Технология теплоизоляционных материалов. - М.: Стройиздат, 1980. - 399 с.
- Портик А.А. Все о пенобетоне. - СПб., 2003. - 224 с.
- Ткаченко Т.Ф. Совершенствование ранней структуры неавтоклавных пенобетонов: дис. … канд. техн. наук: 05.23.05. - Воронеж, 2009. - 156 с.
- Патент на изобретение РФ. №2538567 от 10.01.2015. Способ изготовления строительных изделий из пенобетона / Гольцов Ю.И., Стельмах С.А., Щербань Е.М, Явруян Х.С. - Бюл. № 1.
- Щербань Е.М. Регулирование структурообразования и свойств теплоизоляционных пено- и фибропенобетонов, активированных малоэнергоемким переменным электрофизическим воздействием, технологическими и рецептурными факторами: дис.... канд. техн. наук. - Ростов н/Д., 2014. - 216 с.
- Стельмах С.А. Влияние параметров малоэнергоемких переменных электрических полей на свойства активированных теплоизоляционных пено- и фибропенобетонов: дис.... канд. техн. наук. - Ростов н/Д., 2014. - 185 с.
