Некоторые аспекты водоотведения в рыбообрабатывающей отрасли

Автор: Федорова О.А., Береза И.Г.
Журнал: Вестник Мурманского государственного технического университета @vestnik-mstu
Статья в выпуске: 3 т.1, 1998 года.
Бесплатный доступ
В статье изложены основные проблемы водоотведения в рыбообрабатывающей отрасли. Предложен способ решения одной из них - извлечения жировых загрязнений. Приведена математическая модель процесса жироизвлечения методом аэрирования и на ее основе рассчитаны оптимальные параметры исследуемого процесса. Эффективность очистки по эфирорастворимым веществам - до 85%.
Короткий адрес: https://sciup.org/14293280
IDR: 14293280
Текст научной статьи Некоторые аспекты водоотведения в рыбообрабатывающей отрасли
-
1. Введение
-
2. Извлечение жировых загрязнений сточных вод рыбообрабатывающих производств методом аэрирования
Химический состав любых сточных вод зависит главным образом от технологического процесса производства. Для рыбоперерабатывающих производств основными загрязнениями являются белковые вещества и липиды. Липиды гидробионтов, в отличие от животных жиров, содержат большое количество полиненасыщенных высших карбоновых кислот, причем основная доля из общего количества кислот – это кислоты с количеством двойных связей от четырех до шести (четыре – 10%, пять – 30%, шесть – 40%) ( Зиновьев , 1952), что обусловливает физические свойства жировых загрязнений, а именно: 1) агрегатное состояние при нормальных условиях – жидкость; 2) повышенная гидрофобность по сравнению с животными жирами.
Биосфера функционирует по принципу встроенности систем: каждая форма конструируется за счет деструкции других форм, составляя звено всеобщего кругооборота вещества в природе. Хозяйственная деятельность человека вносит дисгармонию в естественные циклы вещества и энергии, поскольку до настоящего времени антропогенный ресурсный цикл остается разомкнутым. Это объясняется принципами современной организации производства: максимальная эксплуатация природных ресурсов и игнорирование проблемы деструкции отходов производства.
В настоящее время назрела необходимость перехода к принципиально новой форме связи между производством и окружающей средой – к созданию безотходных технологических систем, которые должны обеспечить возможно большую встроенность производственных процессов во всеобщий круговорот вещества и энергии в природе, замыкая ресурсный цикл и обеспечивая естественное функционирование биосферы.
Вследствие этого безотходная технологическая система должна включать не только технологию производства, но и технологию утилизации отходов этого производства. Введение локальной очистки производственных сточных вод в технологический процесс, таким образом, является одним из условий создания безотходных технологических систем.
В рыбообрабатывающем производстве основными загрязнениями промышленных сточных вод, которые необходимо не только извлекать, но и утилизировать, являются белковые и жировые вещества. Кроме того, существуют жесткие нормы на содержание жировых загрязнений в сточной воде, подаваемой на сооружения биологической очистки.
В практике очистки сточных вод рыбообрабатывающих производств используются гравитационные жироловки, как правило – конструкции ЛИСИ. Проектная эффективность жироизвлечения в данном очистном оборудовании должна составлять 50%, фактическая степень извлечения жировых веществ в них не превышает 20-25%.
Таким образом, при очистке сточных вод пищевых производств, в том числе рыбообрабатывающих, очевидна необходимость эффективного локального извлечения жировых загрязнений.
В соответствии с положениями коллоидной химии ( Воюцкий , 1976), повышенная гидрофобность загрязнений сточных вод делает процесс аэроизвлечения данных загрязнений наиболее эффективным. На основании вышеизложенного была определена целесообразность очистки “рыбных” стоков от жировых загрязнений методом аэрирования.
В лаборатории МГТУ “Промэкология” была смоделирована и изготовлена пилотная установка аэрируемой жироловушки, которая представляет собой стеклянную колонку высотой 1,5 м с устройством подачи воздуха через диспергатор. В качестве воздушного диспергатора апробировались пористая керамика, дырчатые трубки и перфорированные резиновые трубки. Результаты исследований приведены в табл.1.
В качестве диспергаторов были выбраны перфорированные резиновые трубки по следующим причинам: 1) наибольшая эффективность очистки по эфирорастворимым веществам; 2) больший, чем у других материалов, срок службы. Кроме того, перфорированные резиновые трубки при прекращении подачи воздуха становятся непроницаемыми для загрязнений сточной воды в отличие от других диспергаторов, при эксплуатации которых в результате прекращения подачи воздуха происходит засорение пор и выход из строя устройства подачи воздуха.
Таблица 1. Зависимость эффективности извлечения жира от материала диспергатора
|
Материал диспергатора |
Время аэрирования, мин |
Высота столба жидкости, м |
Эффективность по эфирорастворимым веществам, % |
|
Пористая керамика |
10 30 |
1,2 1,2 |
45,2 ± 3,8 76,4 ± 3,1 |
|
Дырчатые трубки |
10 30 |
1,2 1,2 |
19,4 ± 4,1 24,3 ± 3,7 |
|
Перфорированные |
10 |
1,2 |
51,6 ± 2,1 |
|
резиновые трубки |
30 |
1,2 |
80,1 ± 2,6 |
Эксперименты проводились как в статическом, так и в динамическом режимах работы лабораторной установки с целью построения математической модели и определения оптимальных условий проведения процесса. Построение эмпирических формул можно вести по результатам активных и пассивных экспериментов. Причем активным экспериментам ( Саутин , 1975; Львовский , 1982) приписывается ряд преимуществ перед пассивными.
Первоначально была произведена проверка воспроизводимости результатов опытов путем сравнения расчетного и табличного значения критерия Кохрена, которая дала положительный результат, на основании чего был сделан вывод о возможности использовании статистических методов для исследования изучаемого процесса. В качестве влияющих факторов были приняты: 1) время аэрирования сточных вод; 2) рабочая высота аэрации; 3) степень насыщенности жидкости пузырьками воздуха – относительная величина, характеризующая площадь адсорбции. В качестве функции отклика – эффективность очистки по эфирорастворимым веществам (жировым загрязнениям).
При составлении модели математической, как и всякой другой, был сделан ряд допущений:
-
• сточная вода любого рыбообрабатывающего предприятия, кроме производства рыбного жира;
-
• в качестве диспергаторов используются резиновые трубки, выпускаемые отечественной промышленностью, с фиксированным количеством отверстий;
-
• температура очищаемой сточной воды лежит в пределах от 18 до 22 ° С;
-
• подача воздуха осуществляется с интенсивностью, обеспечивающей создание ламинарного режима движения пузырьков;
-
• во время всего процесса аэрирования образующаяся пена постоянно удаляется.
Первое допущение сделано в связи с тем, что при производстве рыбного жира липиды в сточной воде находятся в виде стойкой эмульсии, что обусловлено самим технологическим процессом, в результате чего аэрирование этих стоков дает эффект очистки не более 15 - 20%, и возникает необходимость в разрушении эмульсии. Некоторые исследователи предлагают в качестве критерия возможности применения пенной сепарации в очистке сточных вод использовать величину поверхностного натяжения. Они рекомендуют проводить флотацию, пенную сепарацию в тех случаях, когда значения коэффициента поверхностного натяжения стоков превышают 54 мН/м. Как подтвердили исследования, для “рыбных” стоков это утверждение не является справедливым, т.к. поверхностное натяжение зависит не только от концентрации белковых и жировых загрязнений, но и от величины рН и солености промышленных стоков. Вот почему, например, значение коэффициента поверхностного натяжения сточной воды, приблизительно такое же, как у чистой воды (белковые и жировые вещества понижают, а используемая в технологическом производстве щелочь или поваренная соль повышают значение поверхностного натяжения) не может быть критерием для оценки возможности применения того или иного метода очистки. Очевидно, следует анализировать технологические операции с тем, чтобы иметь представление о качественном составе стоков и на основании этого судить о необходимости и целесообразности применения того или иного метода.
В результате проведения активных экспериментов и обработки полученных данных не удалось построить модель, соответствующую исследуемому процессу. Был сделан вывод о необходимости проведения пассивных экспериментов, что повлекло за собой значительное увеличение количества опытов, зато позволило получить модель, адекватную процессу аэрирования сточных вод. В качестве примера, на рис.1 представлена зависимость эффективности очистки жиросодержащих сточных вод от времени аэрирования.
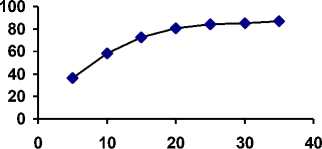
Рис.1. Среднестатистическая зависимость эффективности очистки по эфирорастворимым веществам (%) от времени аэрирования (мин) при высоте рабочей зоны 1,0 м и степени насыщенности 0,7.
Обработка экспериментального материала производилась с помощью пакета прикладных программ Statgrafic. Так как данный пакет не дает возможности проведения нелинейного множественного корреляционного анализа, предварительно была произведена линеаризация независимых переменных на основании анализа сечений поверхности функции отклика. В итоге модель: y = 27,79 ln x1 + 62,94 ln x2 + 30,67 ln x3;
где y – эффективность очистки по эфирорастворимым веществам, %;
-
x1 – продолжительность аэрирования, мин;
-
x2 – высота рабочей зоны, м;
-
x3 – степень насыщенности – относительная величина, характеризующая площадь адсорбции и определяемая как отношение площади поперечного сечения трубок к площади сечения аппарата;
наиболее достоверно описывала исследуемый процесс на промежутках: x1 ∈ [5; 40]; x2 ∈ [0,6; 1,5]; x3 ∈ [0,5; 1].
Оптимизация полученной модели осуществлялась анализом первой производной, т.к. общепринятые методы проведения оптимизации математических моделей ( Львовский , 1982; Саутин , 1975; Смирнов , 1961) использовать нельзя, потому что рассматриваемая поверхность отклика не имеет перегибов типа “седло”, “хребет”, “овраг” и т.п. Геометрический смысл первой производной состоит в том, что угловой коэффициент (скорость изменения функции) касательной к графику функции f ( x ) в точке x равен первой производной этой функции. Полный дифференциал полученной модели:
dy = 27,79 dx1 / x1 + 62,94 dx2 / x2 + 30,67 dx3 / x3 .
Упрощая поставленную задачу, рассматривались сечения исследуемой поверхности отклика плоскостями YOX 1 , YOX 2 , YOX 3 . Таким образом, задача сводилась к нахождению угловых коэффициентов касательных к плоским кривым f ( x1 ), f ( x2 ), f ( x3 ): ∂ y / ∂ x1 = 27,79/ x1 ; ∂ y / ∂ x2 = 62,94/ x2 ; ∂ y / ∂ x3 = 30,67/ x 3 . В табл.2 указаны расчетные значения угловых коэффициентов касательных к графику функции y = f ( x 1 ).
Таблица 2. Углы наклона касательных к графику функции y = f ( x 1 )
|
x1 |
5 |
7 |
10 |
12 |
13 |
15 |
17 |
20 |
22 |
25 |
30 |
|
f’ ( x 1 ) |
5,558 |
3,970 |
2,779 |
2,316 |
2,138 |
1,853 |
1,635 |
1,390 |
1,263 |
1,112 |
0,926 |
Очевидно, что скорость изменения функции неравномерна: резко убывает в начале рассматриваемого отрезка от 5 до 10 мин и на отрезке от 15 до 30 мин уменьшается значительно медленнее. Таким образом, оптимальные значения x1 находятся в промежутке [10; 15]. Конструктивно и экономически такие параметры x1 вполне удовлетворительны, поскольку предполагают сокращение продолжительности проведения процесса по сравнению с жироловками в 5 - 10 раз и, как следствие этого, влекут за собой значительное уменьшение размеров конструкции. Аналогичным образом определены оптимальные значения двух других факторов: х2 = 0.9 + 1,1 м, х3 = 0,7.
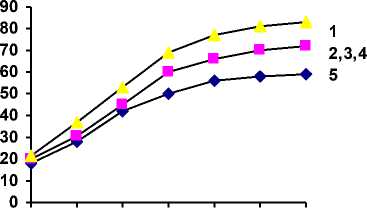
Как указывалось выше, сточная вода производства рыбного жира требует применения дополнительной обработки перед процессом аэрирования, т.к. жировые загрязнения находятся в виде стойкой эмульсии. Для дестабилизации эмульгированных жировых загрязнений в практике очистки сточных вод используется метод реагентной обработки, обеспечивающий коагуляцию эмульсий. Для этой цели применяют различные минеральные коагулянты, способные образовывать аморфные или мелкокристаллические структуры, малорастворимые в воде: сульфат алюминия, хлорид железа и т.п. Механизм процесса коагуляции в самом общем виде можно представить следующим образом. Каждая частица неоднородной системы несет определенный заряд. Так как все частицы заряжены одинаково, они не могут соединиться между собой. Вводимый в эмульсию электролит (коагулянт) подвергается гидролизу, распадается на ионы и образует хлопьевидные осадки гидроксидов алюминия или железа, которые притягивают частицы с отрицательным зарядом и образуют агрегаты с большей массой и поверхностной энергией. В качестве коагулянтов исследовались растворы сульфата алюминия и сульфата железа различной концентрации. На рис.2 и рис.3 в качестве примера приведены зависимости эффективности очистки сточных вод производства рыбного жира аэрированием с предварительной коагуляцией при различных добавках сульфатов железа и алюминия.
2,5 5 10 15 20 25 30
Рис.2. Зависимость эффективности очистки (в %) сточных вод производства рыбного жира (рН = 7,4 - 8,9) при разных добавках раствора сульфата алюминия:
1 - 2 г/л, рН = 4,0; 2 - 4 г/л, рН = 3,2;
3 - 6 г/л, рН = 3,0; 4 - 8 г/л, рН = 2,95;
5 - 10 г/л,
2,5 5 10 15 20 25 30
3,4
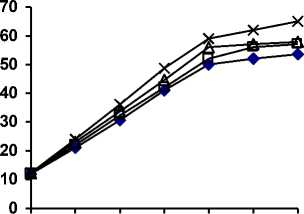
Рис.3. Зависимость эффективности очистки (в %) сточных вод производства рыбного жира
рН = 2,9
от времени аэрирования (в мин) при высоте рабочей зоны 0,9 м и степени насыщенности 0,7; (значения рН приведены для растворов сульфата алюминия).
(рН = 7,4 - 8,9) при разных добавках раствора сульфата железа (III):
-
1 - 2 г/л, рН = 5,9; 2 - 4 г/л, рН = 5,9;
-
3 - 6 г/л, рН = 5,87; 4 - 8 г/л, рН = 5,82;
5 - 10 г/л, рН
= 5,72
от времени аэрирования (в мин) при высоте рабочей зоны 1,0 м и степени насыщенности 0,7; (значения рН приведены для растворов сульфата железа).
Сточная вода производства рыбного жира имеет повышенное значение рН, что обусловлено технологическим процессом. Величина рН, как было установлено, колеблется в диапазоне от 7,4 до 8,9. При растворении электролитов в воде происходит частичный гидролиз соли, который при смешивании с исследуемой сточной водой (щелочная среда) усиливается и протекает до конца (по второй и третьей ступеням), образуя малорастворимые гидроксиды. В свою очередь, образующаяся при гидролизе кислота нейтрализует присутствующую в стоке щелочь, и тем самым достигается дополнительный положительный эффект – понижение рН сточной воды.
Экспериментально было установлено, что добавление раствора сульфата алюминия приводит к образованию более легких хлопьев, чем добавление раствора сульфата железа, что влечет за собой лучшее всплывание хлопьев на поверхность. В результате анализа и обработки полученных экспериментальных данных были определены оптимальные условия проведения коагуляции с последующим аэрированием сточной воды: 1) концентрация сульфата алюминия – 2 г/л сточной воды;
-
2) время аэрирования – 15 - 20 мин; 3) высота рабочей зоны аэрирования – 0,8 - 1,0 м.
-
3. Заключение
-
1. С целью экологизации технологических процессов, а также обеспечения эффективной работы сооружений биологической очистки установлена необходимость локальной очистки сточных вод пищевых производств от жировых загрязнений.
-
2. В качестве сооружения локальной очистки сточных вод пищевых производств от жировых загрязнений целесообразно использовать аэрируемые жироловки. Оптимальный режим процесса аэрирования: время проведения процесса – 10 - 15 мин; высота рабочей зоны – 1 м; степень
-
3. Для очистки сточных вод рыбообрабатывающих производств, содержащих эмульгированные жиры (производство рыбного жира) процесс аэрирования необходимо проводить с предварительной реагентной обработкой.
насыщенности – 0,7.
