Новые данные о технологии изготовления кузнечной продукции сельских поселений золотой орды по результатам металлографических анализов изделий с селищ Багаевское и Широкий Буерак

Автор: Семыкин Ю.А., Недашковский Л.Ф.
Журнал: Нижневолжский археологический вестник @nav-jvolsu
Рубрика: Статьи
Статья в выпуске: 1 т.22, 2023 года.
Бесплатный доступ
Статья посвящена введению в научный оборот результатов металлографических исследований технологии кузнечной продукции, происходящей из раскопок и сборов с территории золотоордынских селищ Нижнего Поволжья - Багаевского и Широкий Буерак. В историографии образовался некоторый дефицит работ по вопросам изучения технологии железообработки у населения Золотой Орды Нижнего и Среднего Поволжья. Настоящая статья имеет целью частично заполнить существующую научную лакуну на основе результатов археометаллографических исследований, выполненных в археологической лаборатории Ульяновского государственного педагогического университета. В работе использован метод археометаллографии, разработанный Б.А. Колчиным и применяемый в отечественной археологии. В результате установлено, что основным сырьем для кузнечной продукции селищ Багаевского и Широкий Буерак служили простое кричное железо, сырцовая неравномерно науглероженная сталь, но также и специально приготовленная высокоуглеродистая сталь. В арсенале кузнечной продукции Багаевского селища 86,8 % технологических операций относятся к I группе (простые технологии, без использования конструктивного соединения кузнечной сваркой кричного железа и высокоуглеродистой стали, пайки медью) и 13,2 % - ко II группе (изделия с конструктивным соединением кузнечной сваркой кричного железа и стали, пайкой медью). 58 % металлографически исследованных изделий были изготовлены из кричного железа и сырцовой неравномерно науглероженной стали. 29 % изделий были откованы в технологиях с целью получения качественных изделий. Из цельностальных заготовок изготовлено 15,8 % изделий, из пакетных заготовок - 10,5 %. Технология цементации отмечена на 2,6 % изделий. Среди технологических схем, относящихся ко II технологической группе, отмечены торцовая наварка и ковка из двухполосных железо-стальных заготовок, составившие по 5,3 %. В целом отмеченные технологические особенности кузнечной продукции Багаевской коллекции характерны для железообработки Среднего Поволжья золотоордынского периода.
Археометаллография, кузнечное производство, золотая орда, термообработка, шлаки, неметаллические включения, микротвердость
Короткий адрес: https://sciup.org/149143824
IDR: 149143824 | УДК: 903.054+903.07+903.052 | DOI: 10.15688/nav.jvolsu.2023.1.12
New data on the technology of manufacturing blacksmith products of the golden horde rural settlements based on metallographic analyses results of items from Bagaevka and Shiroky Buerak settlements
The article introduces into scientific circulation the results of metallographic studies of the technology of blacksmithing products originating from excavations and casual finds from Bagaevka and Shiroky Buerak, the Golden Horde settlements of the Lower Volga region. In historiography, there is a shortage of studies of iron processing technology of the Golden Horde population from the Lower and Middle Volga regions. This article is intended to partially fill the existing research gap based on the results of archaeo-metallographic studies conducted in the archaeological laboratory of the Ulyanovsk State Pedagogical University. In the study, the authors use the archaeo-metallographymethod, developed by B.A. Kolchin, and currently widely applied in Russian archaeological science. As a result, it was established that simple bloom iron, raw irregularly carburized steel and specially prepared high-carbon steel were the main raw materials for blacksmithing products of the Bagaevka and Shiroky Buerak settlements. In the arsenal of forging products of the Bagaevka settlement, 86.8% of technological operations belong to group I (simple technologies without the use of a structural joint by forging welding of bloom iron and high-carbon steel, without copper soldering) and 13.2% belong to group II (wares with a structural joint by forging welding of bloom iron and steel with copper soldering). 58% of the metallographically studied wares were made of bloom iron and raw irregularly carburized steel. 29% of the items were forged technologically in order to obtain high-quality products. 15.8% of the products were made of all-steel work pieces, 10.5% produced from package work pieces. Cementation technology was recorded in 2.6% of the items. End welding and forging from two-lane iron-steel work pieces, which amounted to 5.3% each, were identified in the technological schemes related to the technological group II. In general, the revealed technological features of the blacksmith products of the Bagaevka collection are characteristic of the iron processing in the Middle Volga region in the Golden Horde period.
Текст научной статьи Новые данные о технологии изготовления кузнечной продукции сельских поселений золотой орды по результатам металлографических анализов изделий с селищ Багаевское и Широкий Буерак
DOI:
Цитирование. Семыкин Ю. А., Недашковский Л. Ф., 2023. Новые данные о технологии изготовления кузнечной продукции сельских поселений Золотой Орды по результатам металлографических анализов изделий с селищ Багаевское и Широкий Буерак // Нижневолжский археологический вестник. Т. 22, № 1. С. 222–257. DOI:
История экономического развития древних и средневековых обществ полнее может быть понята на основе изучения уровня развития базовых отраслей производства, среди которых ведущее место занимали черная металлургия и металлообработка. Начиная с раннего железного века и особенно в эпоху средневековья черная металлургия и кузнечное про- изводство обеспечивали экономику и хозяйство населения основными орудиями труда, бытовыми инструментами, но также предметами вооружения и обороны [Колчин, 1985, с. 244].
Цель настоящей статьи – введение в научный оборот полных данных о результатах металлографических исследований кузнечной продукции, происходящей с селищ Багаевское и Широкий Буерак, располагающихся в округе золотоордынского города Укека, в Саратовском районе муниципального образования «Город Саратов» Саратовской области. Оба памятника относятся к золотоордынскому времени, датируются в пределах второй половины XIII – XIV века. Багаевское селище было открыто в 1995 г. и раскапывалось экспедицией Казанского университета под руководством Л.Ф. Недашковского в 2002–2003, 2006–2012, 2014–2016 и 2020–2022 гг. [Недаш-ковский, 2016; 2018; 2021; Недашковский, Моржерин, 2020; Недашковский, Шигапов, 2019; 2020а; 2020б; Шаймуратова и др., 2021; Яворская, Недашковский, 2020], селище Широкий Буерак было обнаружено в 1996 г. и раскапывалось в 2001–2002 гг. также экспедицией под руководством Л.Ф. Недашковского [Недашковский, 2016; 2018; 2021; Недашков-ский, Моржерин, 2020; Недашковский, Шига-пов, 2017; Шаймуратова и др., 2021].
Во второй половине XX и начале XXI в. в отечественной археологической науке были выполнены фундаментальные и крупные исследования по истории черной металлургии и кузнечного производства населения Древнерусского государства, Волжской Булгарии, а также ряда археологических культур Восточной Европы древности и средневековья. Однако история становления и развития кузнечного производства населения Золотой Орды, в том числе и по сравнению с другими аспектами археологического изучения государства Джучи-дов [Зеленеев и др., 2021; Недашковский и др., 2018; Nedashkovskii, 2009; Nedashkovsky, 2012; 2014; 2015; Nedashkovsky, Nurkhamitov, 2019], оказалась исследованной на недостаточном уровне. И настоящая статья направлена на частичное заполнение дефицита знаний в этой области археологической науки.
Следует отметить, что первая краткая публикация результатов металлографических исследований с Багаевского селища была выполнена в 2014 г. в совместной статье Л.Ф. Не-дашковского и Ю.А. Семыкина, посвященной исследованиям коллекции кузнечной продукции Хмелевского I и Багаевского селищ [Недаш-ковский, Семыкин, 2014]. В настоящей статье публикуются гораздо более полные сведения о результатах металлографических анализов кузнечной продукции Багаевского селища, а также привлечены данные селища Широкий Буерак, способные придать результатам исследования дополнительную объективность и научную доказательность.
Известно, что кузнечная продукция из черного металла с золотоордынских памятников Нижнего Поволжья сохраняется очень плохо, что ограничивает источниковую базу для выполнения металлографических исследований технологии кузнечного производства Золотой Орды. В создавшейся ситуации для проведения металлографических анализов приходится привлекать любые сохранные образцы кузнечной продукции. В ходе археологических раскопок на территории поселений была получена значительная коллекция кузнечной продукции, представляющая большой интерес как источник для исследования особенностей технологии кузнечной продукции золотоордынского периода.
Для выполнения металлографических анализов нами были привлечены 38 предметов кузнечной продукции с Багаевского селища и 12 – с селища Широкий Буерак. В настоящей статье была использована апробированная методика металлографических работ, в основном соответствующая разработанной в свое время Б.А. Колчиным [Колчин, 1953, с. 10].
Аналитические исследования выполнялись на металлографическом микроскопе МИМ-7. Микротвердость выявленных микроструктур измерялась на микротвердомере ПМТ-3. Шлифы протравливались 3 и 5%-ми растворами азотной кислоты в этиловом спирте. В процессе исследований выявленные микро- и макроструктуры на шлифах фотографировались на цифровой фотоаппарат в нетравленом и травленом состоянии. При этом мы стремились фотографировать шлифы целиком с видимыми особенностями микроструктур. Это позволяло увидеть распределение микроструктур на всей поверхности шлифа. Подобный подход к проведению археометаллографи-ческих анализов позволяет составить более объективное представление об особенностях кузнечного производства у населения Золотой Орды, в том числе у населения сельских памятников Нижнего Поволжья.
Результаты металлографических анализов изделий с Багаевского селища обобщены в двух таблицах (табл. 1–2). В таблице 1 пред- ставлена информация со статистикой распределения выявленных технологических схем среди категорий кузнечной продукции, распределения их по двум технологическим группам. В первую группу объединены простые технологии, зародившиеся еще в раннем железном веке, преимущественно без использования конструктивного соединения кузнечной сваркой кричного железа и высокоуглеродистой стали. Во вторую технологическую группу включены кузнечные изделия с конструктивным соединением кузнечной сваркой кричного железа и стали.
В таблице 2 содержатся общие сведения о прошедших металлографический анализ изделиях с паспортными данными, выявленными микроструктурами, микротвердостью, наличием шлаков и неметаллических включений, а также с интерпретацией определения технологических схем изготовления продукции.
Результаты металлографических исследований артефактов, происходящих с селища Широкий Буерак, представлены в таблицах 3 и 4.
Результаты металлографических анализов кузнечной продукции с каждого из памятников рассмотрим по отдельным категориям. Вначале обратимся к особенностям технологии кузнечной продукции Багаевского селища.
Технология изготовления ножей. Известно, что среди различных категорий кузнечной продукции именно ножи наиболее активно подвергались инновационному технологическому влиянию. Большинство исследованных ножей с Багаевского селища – 5 экз. из 7 – сохранились фрагментарно (рис. 1). Только два ножа попали в руки археологов в относительно целом состоянии, что позволяет составить представление о типологической характеристике проанализированных ножей. Целые ножи имеют клиновидное сечение лезвий, прямую спинку и рукоять прямоугольного сечения, расположенную в средней части клинка.
По данным металлографических анализов на ножах с Багаевского селища были выявлены 4 технологические схемы изготовления: 1) ковка из заготовки неравномерно науг-лероженной стали; 2) ковка из цельностальных заготовок; 3) ковка в технологии торцовой наварки; 4) ковка из заготовки пакетного металла.
Наименее трудоемкой технологией изготовления ножей следует считать ковку изделия из заготовки неравномерно науглерожен-ной сырцовой стали. Такая технологическая схема была выявлена на двух экземплярах ножей – анализы 3542 и 3571 (рис. 1).
На нетравленом поле шлифа (анализ 3542) наблюдаются микроструктуры феррита и феррито-перлита. Микротвердость феррита составляет 134 кг/мм2, а феррито-пер-лита – 178 кг/мм2. На шлифе заметны мелкие шлаковые и неметаллические включения. Степень прокованности и чистоты металла на ноже – средняя.
На шлифе с ножа (анализ 3571) присутствует ферритовая микроструктура с очень низкой микротвердостью – 106 кг/мм2. Здесь также заметны мелкие темные точечные неметаллические включения и шлаки.
Более трудоемкая технология изготовления ножей Багаевского селища – ковка из цельностальных заготовок также прослежена на двух экземплярах ножей – анализы 3530 и 3650 (рис. 1). Трудоемкость ковки ножей из цельностальных заготовок объясняется сложностью изготовления цельностальных пластин также способом сквозной цементации. Для выполнения этой операции требовалось специальное оборудование, инструменты, керамическая посуда и компоненты – карбюризаторы. Обычно карбюризатором являлся древесный уголь, из которого при высокой температуре выделялся углекислый газ СО2, проникавший в металл. Сама операция и процедура выполнения цементации достаточно продолжительная, что делает использование цельностальных заготовок дорогостоящей технологией.
На шлифе – анализ 3530 – в нетравленом состоянии наблюдаются мелкие неметаллические включения и шлаки. В целом металл здесь был прокован тщательно. На травленом поле шлифа с этого ножа были выявлены микроструктуры сорбита с микротвердостью 346 кг/мм2 и троостита с микротвердостью 410 кг/мм2.
Ковка из цельностальной заготовки также отмечена на шлифе с ножа – анализ 3650. Заготовка этого ножа была прокована тщательно, но заметны мелкие темные точечные неметаллические включения. Конечной операцией при изготовлении данного ножа была мягкая закалка. На травленом поле шлифа наблюдается сорбитовая микроструктура с микротвердостью 263 кг/м2.
На одном экземпляре фрагмента лезвия ножа – анализ 3564 (рис. 1) – была выявлена технологическая схема ковки из заготовки пакетного металла. Применение технологии классического пакетного металла требовало и знания тонкостей кузнечной сварки железа со сталью, выдерживания оптимального температурного режима, и применения специальных сварочных флюсов, при которых качественно выполнялась операция кузнечной сварки. Анализ нетравленого шлифа 3564 свидетельствует в целом о качественном выполнении операции кузнечной сварки на заготовке рассматриваемого ножа. На травленом шлифе были выявлены микроструктуры феррита и феррито-перлита, разделяемые светлыми сварочными швами. Микротвердость феррито-перлитовых микроструктур составляет 178 кг/мм2. Однако в верхней и нижней частях клиновидного шлифа наблюдаются трещины, заполненные шлаками и пустотами. Это свидетельствует о недостаточно высоком уровне квалификации кузнеца, изготовившего данный нож.
И последняя технологическая схема, выявленная на ножах с Багаевского селища, – торцовая наварка стальной высокоуглеродистой пластины на кончик лезвия ножа. Такая технологическая схема выявлена на двух ножах: анализы 3512 и 3517 (рис. 1). Весьма показательна технология изготовления одного ножа (анализ 3512). Здесь на слабо прокованное основное тело ножа из кричного железа была наварена высокоуглеродистая пластина по схеме торцовой наварки. В нижней части клиновидного шлифа наблюдается микроструктура троостита с микротвердостью 410– 426 кг/мм2. Эта трооститовая зона отделена от основного тела шлифа отчетливо заметным, слегка косо расположенным сварочным швом. В пограничной зоне сварочного шва присутствует микроструктура сорбита с микротвердостью 270–346 кг/мм2. В целом качество выполнения операции кузнечной сварки на рассматриваемом ноже можно оценить как высокое.
Итак, необходимо отметить, что на 5 ножах с Багаевского селища выявлены техноло- гии, относящиеся к I технологической группе. Только на двух ножах отмечены технологические схемы, относящиеся ко II технологической группе. Это в целом может свидетельствовать о сохранении у сельского населения Золотой Орды консервативных технологических традиций черной металлообработки.
Технология изготовления деревообделочных и сельскохозяйственных орудий уборки урожая с Багаевского селища исследована на примере фрагмента лезвия топора – анализ 3539, фрагмента струга – анализ 3541, фрагмента серпа – анализ 3500 (рис. 2).
Фрагмент лезвия топора – анализ 3539 – по данным металлографического анализа был откован из заготовки неравномерно науглеро-женной, хорошо прокованной сырцовой стали, о чем свидетельствуют микроструктуры феррита и феррито-перлита с микротвердостью 159 и 235 кг/мм2.
Струг – анализ 3541 – также сохранившийся фрагментарно, был изготовлен из двухполосной заготовки, сваренной из стальной высокоуглеродистой и неравномерно наугле-роженной стальной полоски. При этом для основного тела струга была использована плохо прокованная сырцовая сталь. Обращает на себя внимание очень высокое качество выполнения кузнечной сварки. Об этом свидетельствует светлый и чистый сварочный шов. На основном теле струга выявлена микроструктура феррито-перлита с микротвердостью 212 кг/мм2, а в стальной зоне расположена микроструктура высокоуглеродистого тро-остита с микротвердостью 358 кг/мм2.
Фрагментарно сохранившийся серп – анализ 3500 – по данным металлографических анализов был изготовлен в технологии локальной цементации. При этом на основном теле серпа прослежена микроструктура феррита с микротвердостью 143 кг/мм2, а на рабочей части лезвия серпа присутствует микроструктура феррито-перлита с микротвердостью 278 кг/мм2.
Таким образом, на орудиях с Багаевского селища присутствуют изделия, относящиеся как к I, так и II технологическим группам.
Технология изготовления предметов конской упряжи исследована на примере двух фрагментарно сохранившихся конских удил (анализы 3573–3574), двух колец от удил (анализы 3501 и 3572), а также одной рамки пряжки от конской упряжи (анализ 3507).
По данным металлографических анализов установлено, что в качестве сырья для изготовления удил использовалось обычное кричное железо и сырцовая неравномерно на-углероженная сталь. При этом качество проковки заготовок было неодинаковым. На нетравленом поле шлифа с кольца – анализ 3501 (рис. 7) – наблюдаются многочисленные пустоты, шлаковые поля и неметаллические включения. После травления на поле шлифа была выявлена микроструктура феррито-пер-лита с микротвердостью 143–278 кг/мм2. На нетравленых шлифах с удил – анализы 3572, 3573, 3574 (рис. 7) – также наблюдаются шлаки и неметаллические включения, а после травления на них проявились ферритовые микроструктуры с микротвердостью в пределах 129–159 кг/м2. А вот на рамке пряжки от конской подпруги дугообразной формы (анализ 3507) после травления проявились микроструктуры феррита и феррито-перлита с микротвердостью, соответственно, феррита – 115–120 кг/мм2 и феррито-перлита – 206 кг/мм2. При этом в центральной части шлифа наблюдается трооститовая микроструктура с микротвердостью 248 кг/мм2.
При изготовлении колец для удил должна была применяться операция кузнечной сварки. Хотя визуально ее следы на изделиях не наблюдались, можно предположить, что эта операция была все же выполнена вполне удовлетворительно.
Технология изготовления скобяных (крепежных) изделий по дереву прослежена на примере семи экземпляров гвоздей (анализы 3504, 3510, 3546, 3549, 3563, 3565, 3566), двух фрагментов дверных пробоев (анализы 3522, 3554) и одного экземпляра скобы (анализ 3567).
По данным металлографических анализов в коллекции с Багаевского селища из неравномерно науглероженной стали (рис. 5–6) были изготовлены пять экземпляров гвоздей (анализы 3504, 3546, 3549, 3565, 3566), два фрагментарно сохранившихся дверных пробоя (анализы 3522, 3554). Неравномерная наугле-роженность заготовки для изготовления гвоздя отчетливо наблюдается на травленом шлифе – анализ 3546. Микротвердость феррито- вой микроструктуры на этом шлифе составляет 102 кг/мм2, а микротвердость сорбитовых участков достигает на шлифе 305 кг/мм2. Микроструктура мягко закаленной стали на этом гвозде, вероятно, образовалась при охлаждении гвоздя после нагрева.
При подготовке заготовки для гвоздя – анализ 3566 – была применена операция кузнечной сварки, которая, однако, была проведена некачественно. Об этом ярко свидетельствует широкий шов, заполненный шлаками. На травленом поле шлифа здесь наблюдается микроструктура феррито-перлита, местами с сорбитообразными признаками. Микротвердость на шлифе варьирует в пределах от 102 до 305 кг/мм2. Вероятно, сорбит здесь также образовался в результате охлаждения гвоздя в теплой воде.
Представляет интерес технология ковки фрагмента гвоздя – анализ 3563 (рис. 5). Он был откован из тщательно прокованной заготовки. На нетравленом поле шлифа с этого гвоздя наблюдаются немногочисленные мелкие темные точечные и бесформенные неметаллические включения, а после травления шлифа гвоздя – анализ 3563 – проявилась неоднородная микроструктура. Основное поле шлифа занимает микроструктура феррита с микротвердостью до 212 кг/мм2, а в центре шлифа располагается изогнутая линейная зона мелкозернистого феррито-перлита с микротвердостью 278–287 кг/мм2. Между зонами различных микроструктур наблюдается чистый сварочный шов. Внешне технологическая схема приготовления заготовки гвоздя – анализ 3563 – напоминает трехслойный пакет с помещением в центральную часть высокоуглеродистой стальной полосы между двумя полосами кричного железа. Такая технологическая схема была целесообразна с точки зрения получения прочного и качественного изделия. Данный экземпляр гвоздя можно рассматривать как свидетельство высокого уровня квалификации кузнеца, изготовившего этот гвоздь.
Также весьма показательна технология изготовления гвоздя – анализ 3555 (рис. 5) – откованного из пакетного металла. Заготовка для гвоздя была подготовлена кузнечной сваркой полосок кричного железа с микротвердостью ферритовой микроструктуры 146 кг/мм2 и неравномерно науглероженной стали. Мик- ротвердость феррито-перлитовой структуры здесь составляет 212 кг/мм2. На шлифе заметны отдельные мелкие шлаки и неметаллические включения. Кузнечная сварка блока заготовки была в целом выполнена качественно. Вероятно, в данном случае имела место утилизация металла.
Среди скобяных изделий особенно высокие требования предъявлялись к таким деталям, как дверные пробои. Их прочность должна была гарантировать непроницаемость дверей от нежелательного проникновения. Поэтому дверные пробои, а также висячие навесные и врезные замки, мастера старались изготавливать из особо прочных материалов. В этом отношении представляют интерес результаты металлографического анализа дверного пробоя – анализ 3554 (рис. 5).
На нетравленом поле шлифа заметны мелкие темные точечные неметаллические включения. В целом металл прокован хорошо. После травления на шлифе проявилась неоднородная картина. Заметны участки ферритовой, феррито-перлитовой и сорбитовой микроструктур без отчетливых границ между ними. Микротвердость ферритовой микроструктуры на шлифе составляет 146 кг/мм2, феррито-перлитовой – 212 кг/мм2, а микротвердость сорбитовой структуры равна 358 кг/мм2. Можно предположить, что рассматриваемый пробой был откован из заготовки неравномерно науглероженной стали с мягкой закалкой, что привело к созданию прочного изделия. Однако, судя по фрагментарной сохранности пробоя, дверь, на которой он был использован, была вскрыта силовым способом, что и привело к поломке изделия.
Аналогичная картина была выявлена на другом пробое – анализ 3522 (рис. 6), который также был откован из заготовки неравномерно науглероженной стали. Микротвердость феррито-перлитовой микроструктуры с этого шлифа составляет 146–212 кг/мм2.
Для закрывания небольшой дверцы могла быть использована скоба – анализ 3567 (рис. 5). Технология изготовления этой скобы – ковка из цельностальной заготовки. Микротвердость феррито-перлитовой микроструктуры на шлифе составляет 193–223 кг/мм2.
Технология изготовления предметов вооружения с Багаевского селища про- слежена металлографическим анализом одного фрагмента наконечника стрелы – анализ 3562 (рис. 2). Его частичная сохранность затрудняет определение типологической принадлежности наконечника. По данным металлографического анализа наконечник был откован из цельностальной, достаточно хорошо прокованной заготовки. На нетравленом поле шлифа наблюдаются мелкие темные точечные неметаллические включения, а после травления на шлифе проявилась микроструктура сорбита с микротвердостью 278 кг/мм2, что свидетельствует о применении мягкой закалки на этом наконечнике стрелы.
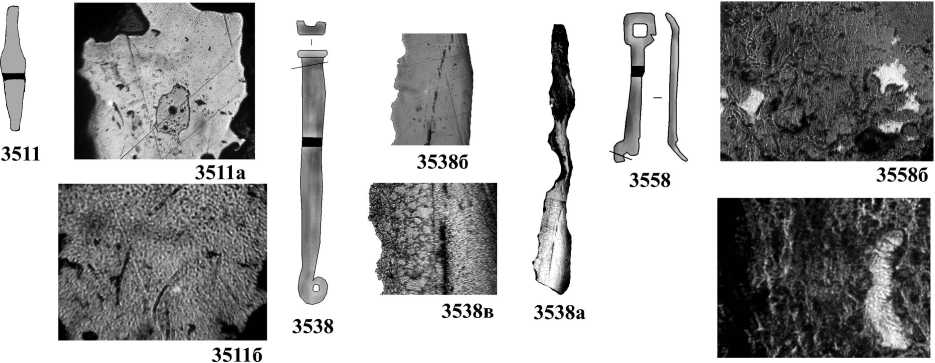
Технология изготовления ключей к цилиндрическим замкам прослежена на примере пяти ключей – анализы 3511, 3515, 3538, 3558, 3569 (рис. 4). Из них два ключа – анализы 3511 и 3569 – сохранились фрагментарно. Металлографически также был исследован фрагмент пружинного узла цилиндрического замка – анализ 3505 (рис. 3).
Для изготовления ключей для цилиндрических замков мастера, поставлявшие свою продукцию населению Багаевского селища, в качестве сырья использовали кричное железо и неравномерно науглероженную сырцовую сталь (анализы 3511, 3538, 3558, 3569), а также цельную сталь (анализ 3515). Микротвердость ферритовой микроструктуры на шлифе 3511 составляет 143–159 кг/мм2 и феррито-перлита на шлифе 3569 – 159–235 кг/м2. Ключ от цилиндрического замка – анализ 3515 был откован из цельностальной высокоуглеродистой заготовки. На этом ключе, который подвергся мягкой закалке, образовалась троос-титовая микроструктура с микротвердостью 410–426 кг/мм2. Конечно, вызывает интерес, имела ли место преднамеренная термообработка, или же трооститовая микроструктура на ключе образовалась в результате охлаждения изделия в теплой воде? Ответа на этот вопрос у нас нет.
При изготовлении сложных изделий из железа и стали средневековым мастерам приходилось использовать сложные инструменты и оборудование. Но какое конкретно – об этом мы можем только догадываться. Среди инструментов уверенно предполагается использование напильников, которые иногда встречаются в коллекциях средневекового кузнечного инвентаря. Кроме них в составе инструментария средневековых кузнецов и слесарей должны были использоваться миниатюрные инструменты типа надфилей, без которых невозможно было изготовление сложных, а также мелких изделий, таких как цилиндрические замки малых размеров и ключи к ним.
Общепризнано, что именно пружинные замки – цилиндрические и кубические, а также внутренние врезные, считаются наиболее сложной категорией кузнечной и слесарной продукции эпохи средневековья. Такие замки могли состоять из нескольких десятков отдельных деталей, соединенных в единое целое пайкой медным припоем. Проблема технологии изготовления средневековых навесных пружинных замков в прошлом исследовалась многими учеными [Колчин, 1953, с. 10; Розенфельдт, 1953; Рыбаков, 1948, с. 218]. Экспериментальное исследование технологии изготовления цилиндрических замков Волжской Булгарии в свое время было проведено одним из авторов настоящей статьи [Семы-кин, 1991; 2015].
На фрагменте замкового узла пружинного цилиндрического замка с Багаевского селища (анализ 3505) было зафиксировано применение технологии пайки деталей замка твердым медным припоем (рис. 3).
При рассмотрении технологии кузнечного и слесарного производств эпохи средневековья возникает вопрос об использовании мастерами далекого прошлого специальных зажимных устройств, выполнявших функции слесарных тисков. Самые простые возможные приспособления такого рода могли работать на основе клиновых зажимов, крепившихся на специальных столах типа верстаков. Однако каких-либо остатков таких зажимов до нас не дошло.
Особую группу археологических материалов, связанных с кузнечным производством, составляют фрагментарно сохранившиеся артефакты, функциональное назначение которых не определено, либо только угадывается. Такие артефакты объединяются нами в группу предметов неопределенного назначения. В коллекции с Багаевского селища таких предметов насчитывается четыре экземпляра – анализы 3502, 3531, 3551, 3553 (рис. 9). Несмотря на отсутствие сведений об их функциональном назначении, результаты металлографических анализов дают нам интересную информацию о технологии их изготовления.
Фрагмент предмета – анализ 3551 – представляет собой небольшую пластину с заострением к одному концу. Другой край пластины заканчивается поперечным срезом. В целом предмет внешне напоминает лезвие ножа, однако отсутствует клиновидное сечение, характерное для средневековых ножей. Поэтому можно предположить, что предмет является заготовкой для ковки ножа. Не противоречит этому и результат металлографического анализа. На нетравленом шлифе наблюдаются мелкие темные точечные неметаллические включения и отдельные шлаковые локализации. После травления на шлифе проявилась феррито-перлитовая микроструктура с неравномерным распределением. Заметны также узкие, темные, вытянутые вдоль оси шлифа сварочные швы низкого качества. Таким образом, можно сделать условный вывод, что предмет является фрагментом заготовки для ножа, приготовленной в технологии пакетования. Однако заготовка была поломана и не превратилась в готовое изделие.
Два других артефакта – анализы 3502 и 3553 – представляют собой удлиненные деформированные полоски металла. На нетравленой пластине – анализ 3502 – шлаковых и неметаллических включений практически не наблюдается. После травления на поле шлифа проявилась однородная феррито-перлитовая микроструктура с микротвердостью 212 кг/мм2, что свидетельствует о том, что пластина откована из заготовки однородной стали.
Пластина – анализ 3553 – по данным металлографического анализа была откована из заготовки, пакетованной из полос кричного железа и неравномерно науглероженной сырцовой стали. На шлифе заметны отдельные шлаковые включения и тонкие чистые сварочные швы. Микротвердость ферритовой микроструктуры на шлифе составляет 143 кг/мм2, а микротвердость феррито-перлита – 191–223 кг/мм2.
Загадочным остается назначение целиком сохранившегося кузнечного изделия в форме пластины с перпендикулярно отогнутыми и приостренными краями – анализ 3531.
На верхней внешней поверхности предмета в его центральной части сформована небольшая квадратная поверхность, слегка возвышающаяся над общей площадкой. Аналогии такому артефакту нам не известны. По данным металлографического анализа предмет был откован из цельностальной, но неравномерно науглероженной заготовки. Микротвердость феррито-перлитовой микроструктуры на шлифе составляет 206 кг/мм2. Но зафиксирован участок мартенситовой микроструктуры с микротвердостью 450 кг/мм2, что свидетельствует о применении резкой закалки.
Технология изготовления деталей костюма . Технология изготовления предметов этой группы рассмотрена на примере трех артефактов (рис. 8): стержень-фиксатор, предположительно, от сюльгамы или фибулы (анализ 3651), язычок от поясной пряжки (анализ 3537) и поясная накладка (?) – анализ 3655.
Стержень-фиксатор – анализ 3651 – по данным металлографического анализа был откован из заготовки кричного железа. Микротвердость ферритовой микроструктуры пониженная и составляет 89,4 кг/м2.
Из неравномерно науглероженной сырцовой стали был откован язычок поясной пряжки – анализ 3537. Качество проковки металла оказалось невысоким. Но микротвердость участков феррито-перлитовой микроструктуры повышенная и составляет 206–248 кг/мм2.
Неравномерно науглероженная сырцовая сталь была использована для проковки предположительно накладки на ремень – анализ 3655. Микротвердость феррито-перлитовой микроструктуры также повышенная и составляет 201 кг/м2.
Такими оказались технологические приемы и особенности изготовления кузнечной продукции, происходящей с Багаевского селища.
Подводя итоги результатам металлографических анализов коллекции кузнечной продукции с Багаевского селища, следует отметить, что основным сырьем, послужившим для изготовления рассмотренной нами кузнечной продукции, служили обычное кричное железо и сырцовая неравномерно науглероженная сталь. Основная масса металлографически исследованной кузнечной продукции (58 %) была изготовлена как раз из такого металла. Однако заметно стремление кузнецов к применению техно- логий, направленных на улучшение эксплуатационного качества продукции. В частности, об этом свидетельствует частая ковка изделий из цельной стали – 15,8 %, ковка из заготовок пакетного металла – 10,5 %. Технологические схемы, относящиеся к I технологической группе, занимают в коллекции кузнечных изделий Ба-гаевского селища доминирующие 86,8 %, что косвенно может указывать на сохранение консервативных кузнечных традиций. Только на 13,2 % изделий встречены технологии, характерные для II технологической группы. Это технологии торцовой наварки, двухполосной сварки и пайки медью. Соответственно и термообработка отмечена только на 18,3 % изделий. При этом термообработка в основном представлена мягкой закалкой. И только на двух предметах встречена резкая закалка.
Для сравнения кратко рассмотрим технологические особенности кузнечной и слесарной продукции, происходящей с селища Широкий Буерак .
Среди изделий, изготовленных из черного металла и происходящих с селища Широкий Буерак, металлографическому анализу подверглись 1 экземпляр частично сохранившихся конских удил, 4 экземпляра скобяных изделий (3 гвоздя, 1 стержень), 1 экземпляр токарного резца, 1 фрагмент чугунного котла и 3 фрагмента цилиндрических замков, 1 экземпляр пряжки (рис. 10). Все предметы происходят из группы подъемного материала с селища.
По данным металлографии удила были изготовлены из неравномерно науглероженной сырцовой стали. На шлифах с кольца и с грызла присутствуют феррито-перлитовые микроструктуры с микротвердостью 206–248 кг/мм2.
Интересной и редкой находкой на поселенческих памятниках эпохи средневековья является артефакт, происходящий с селища Широкий Буерак – анализ 1809. Он представляет собой небольшой стержень с приостренным краем с одной стороны и стамескообразным рабочим краем – с другой. Почти полные аналогии этому предмету известны с поселения Красная Поляна в Старомайнском районе Ульяновской области. Мы рассматриваем эти предметы в качестве токарных резцов по дереву. Наличие в деревообработке средневекового населения Древней Руси и Золотой Орды токарных ножных станков не вызывает сомнения, а вот то- карные резцы встречаются крайне редко. По данным металлографического анализа на шлифе с предмета – анализ 1809 – выявлены микроструктуры феррито-перлита и сорбита. Инструмент был откован из высокоуглеродистой стальной заготовки. Конечной операцией при его изготовлении была мягкая закалка на сорбит с микротвердостью 270–346 кг/мм2.
Три экземпляра гвоздей – анализы 1805, 1818 и 1819 по данным металлографических анализов были откованы из заготовок кричного железа с микротвердостью в пределах 134–146 и 152 кг/мм2. Фрагментарно сохранившиеся предметы с неясным функциональным назначением, условно обозначенные как железный штырь (анализ 1817) и стержень (фрагмент гвоздя?) (анализ 1808), были откованы из заготовок неравномерно науглерожен-ной стали с микротвердостью феррито-пер-лита в пределах 206–248 кг/мм2. Из аналогичного материала, неравномерно науглерожен-ной сырцовой стали, откована рамка пряжки – анализ 1804. При изготовлении удил – анализы 1815а и 1815б – также была использована сырцовая неравномерно науглероженная сталь с повышенной микротвердостью феррито-пер-лита – 206–248 кг/мм2.
Анализ трех фрагментов цилиндрических замков – анализы 1812, 1813 и 1814 – показал, что они были откованы из кричного железа в технологии пайки твердым медным припоем.
И последний металлический образец, происходящий из селища Широкий Буерак и исследованный визуально, – фрагмент стенки чугунного котла, сохранивший на своей поверхности каплевидный наплыв из цветного металла – анализ 1811. Зачистка этого наплыва с помощью надфиля показала, что наплыв состоит из меди и является крупной заклепкой, установленной способом кузнечной деформации для устранения брака в чугунолитейном производстве. В процессе литья на стенке котла образовалось точечное отверстие, которое удалось устранить медной заклепкой. При этом работа должна была выполняться при участии двух мастеров, один из которых держал предварительно изготовленную медную заклепку, прижимая ее с внутренней стороны котла молотком к отверстию. Второй мастер расковывал заклепку молотком с внешней стороны. Отметим, что подобный способ устранения брака в чугуноли- тейном производстве эпохи средневековья был весьма распространенным явлением.
Итак, результаты металлографических анализов изделий из черного металла, происходящих с селищ Багаевское и Широкий Буерак, дополнили базу данных по истории кузнечного производства у золотоордынского сельского населения Нижнего Поволжья, что позволяет более полно реконструировать историю становления и развития металлообработки населения Восточной Европы эпохи развитого средневековья. В частности, установлено, что основным сырьем для кузнечной продукции селищ Багаевское и Широкий Буерак служили простое кричное железо, сырцовая неравномерно науглероженная сталь, но также специально приготовленная высокоуглеродистая сталь. В технологическом арсенале кузнечной продукции Багаевского селища 86,8 % технологических операций относятся к I технологической группе и 13,2 % – ко II группе. Большая часть металлографически исследованных изделий – 58 % – были изготовлены из кричного железа и сырцовой неравномерно науглерожен-ной стали, в том числе и два ножа из семи. В то же время 29 % изделий были откованы в технологиях, направленных на получение качественных изделий, а среди таких технологий чаще применялись ковка из цельностальных заготовок (15,8 %), ковка из пакетных заготовок (10,5 %). Реже применялась технология цементации (2,6 %). Среди технологических схем, относящихся ко II технологической группе, отмечены две основные технологии – торцовая наварка и ковка из двухполосных железо-стальных заготовок. Они отмечены каждая в двух случаях, что составило по 5,3 %.
В целом отмеченные технологические особенности кузнечной продукции Багаевской коллекции характерны для железообработки золотоордынского периода Среднего и Нижнего Поволжья.
ПРИМЕЧА НИЕ
1 Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 20-09-00004.
The reported study was funded by the Russian Foundation for Basic Research (RFBR), project number 20-09-00004.
ПРИЛОЖЕНИЯ
Таблица 1. Распределение технологических схем кузнечной продукции Багаевского селища


Table 1. Technological Schemes Distribution of blacksmith wares of Bagaevka settlement
|
Категории изделий |
Технологические схемы |
Всего |
Всего из них: |
||||||||
|
V |
V |
V |
V |
\ |
7 |
V |
|||||
|
Ножи |
– |
2 |
– |
2 |
1 |
2 |
– |
– |
7 |
1М |
|
|
Топоры |
– |
1 |
– |
– |
– |
– |
– |
– |
1 |
– |
|
|
Струги |
– |
– |
– |
– |
– |
– |
1 |
– |
1 |
1М |
|
|
Удила, детали от удил |
3 |
3 |
– |
– |
– |
– |
– |
– |
6 |
1М |
|
|
Скобяные изделия |
– |
6 |
– |
1 |
1 |
– |
1 |
– |
9 |
1Р |
|
|
Неопределенные предметы |
– |
1 |
– |
1 |
2 |
– |
– |
– |
4 |
1Р |
|
|
Наконечники стрел |
– |
– |
– |
1 |
– |
– |
– |
– |
1 |
1М |
|
|
Замки |
– |
– |
– |
– |
– |
– |
– |
1 |
1 |
– |
|
|
Ключи от замков |
1 |
2 |
– |
1 |
– |
– |
– |
– |
4 |
1М |
|
|
Детали костюма |
1 |
2 |
– |
– |
– |
– |
– |
– |
3 |
– |
|
|
Всего |
5 |
17 |
1 |
6 |
4 |
2 |
2 |
1 |
38 |
7 |
|
|
Всего в % |
I Технологической группы 86,8 % |
II Технологической группы 13,2 % |
100 % |
18,3 % |
|||||||
Условные обозначения:
– кричное железо (bloom iron);
– сырцовая сталь (raw steel);

– цементация (cementation);

– ковка из цельностальной заготовки (forging from all-steel work piece);

– пакетный металл (package metal);

– торцовая наварка (end welding);

– пайка медью (copper soldering);

– двухполосная сварка (two-lane welding);

– термообработка (heat treatment) (Р – резкая закалка (sharp hardening), М – мягкая закалка (soft hardening)).
Таблица 2. Сводные данные по аналитическим исследованиям коллекции кузнечных изделий Багаевского селища
Table 2. Summary of analytical studies of the blacksmith wares collection from the Bagaevka settlement
|
№ анализа |
Категория изделия |
Паспортные данные |
Микроструктурные составляющие |
Термообработка |
|
3500 |
Фрагмент серпа |
Раскоп I, яма 9, уч. 3, гл. -102 см |
Феррит, феррито-перлит |
Не отмечена |
|
3501 |
Кольцо |
Раскоп I, яма 9, уч. 6, гл. -92 см |
Феррит, феррито-перлит |
Не отмечена |
|
3502 |
Предмет неопределенного назначения |
Раскоп I, уч. 16, гл. -3 см |
Феррит, феррито-перлит |
Не отмечена |
|
3504 |
Гвоздь |
Раскоп I, яма 9, уч. 9, гл. -81 см |
Феррито-перлит |
Не отмечена |
|
3505 |
Фрагмент пружинного узла цилиндрического замка |
Раскоп I, яма 9, уч. 9, гл. -54 см |
Феррит (основы), медь (припой) |
Не отмечена |
|
3507 |
Рамка пряжки конской подпруги |
Раскоп I, уч. 7, гл. -54 см |
Феррит, феррито-перлит |
Не отмечена |
|
3510 |
Гвоздь |
Раскоп I, уч. 14, гл. -19 см |
Феррит |
Не отмечена |
|
3511 |
Фрагмент ключа |
Раскоп I, уч. 4, гл. -62 см |
Феррит |
Не отмечена |
|
3512 |
Фрагмент ножа |
Раскоп I, уч. 4, гл. -38 см |
Феррит, феррито-перлит, троо-стит, сорбит, сварочный шов |
Мягкая закалка |
|
3515 |
Ключ от пружинного замка |
Раскоп I, уч. 2, гл. -51 см |
Троостит |
Мягкая закалка с отпуском |
|
3517 |
Фрагмент лезвия ножа |
Раскоп I, уч. 2, яма 8, гл. -85 см |
Феррит, сорбит, сварочный шов |
Мягкая закалка |
|
3522 |
Фрагмент дверного пробоя |
Раскоп I, уч. 8, яма 9, гл. -110 см |
Феррит, феррито-перлит |
Не отмечена |
|
3530 |
Фрагмент лезвия ножа |
Раскоп I, уч. 10, яма 9, гл. -60 см |
Сорбит, троостит |
Мягкая закалка |
|
3531 |
Скоба |
Раскоп I, яма 9, уч. 14, гл. -56 см |
Феррито-перлит с мартенсито-вой ориентировкой |
Следы термообработки |
|
3535 |
Фрагмент гвоздя |
Раскоп I, яма 9, уч. 7, гл. -66 см |
Феррито-перлит |
Не отмечена |
|
3537 |
Язычок пряжки |
Раскоп I, яма 8, уч. 25, гл. -59 см |
Феррито-перлит |
Не отмечена |
|
3538 |
Ключ от цилиндрического замка |
Раскоп I, яма 8, уч. 30, гл. -105 см |
Феррито-перлит |
Не отмечена |
|
3539 |
Топор |
Раскоп I, уч. 32, гл. -18 см |
Феррито-перлит |
Не отмечена |
|
3541 |
Фрагмент струга |
Раскоп I, уч. 26, гл. -4 см |
Феррито-перлит, троостит, сварочный шов |
Мягкая закалка |
|
3542 |
Фрагмент лезвия ножа |
Раскоп I, яма 9, уч. 8, гл. -33 см |
Феррит, феррито-перлит |
Не отмечена |
|
3546 |
Гвоздь |
Раскоп I, уч. 9, гл. -23 см |
Феррит, феррито-перлит |
Не отмечена |
|
3549 |
Гвоздь |
Раскоп I, уч. 31, гл. -7 см |
Феррито-перлит |
Не отмечена |
|
3650 |
Нож |
Раскоп I, уч. 5, яма 9. гл. -12 см |
Сорбит |
Мягкая закалка |
|
3551 |
Пластина неопределенного назначения |
Раскоп I, уч. 23, гл. -67 см |
Феррито-перлит, сварочные швы |
Не отмечена |
|
3553 |
Пластина неопределенного назначения |
Раскоп I, уч. 47, яма 12, гл. -79 см |
Феррит, феррито-перлит |
Не отмечена |
Продолжение таблицы 2
Continuation of Table 2
|
№ анализа |
Категория изделия |
Паспортные данные |
Микроструктурные составляющие |
Термообработка |
|
3554 |
Дверной пробой |
Раскоп I, уч. 1, яма 9, -69 см |
Феррит, феррито-перлит |
Не отмечена |
|
3555 |
Гвоздь |
Раскоп I, уч. 6, гл. -28 см |
Феррит, феррито-перлит |
Не отмечена |
|
3562 |
Фрагмент наконечника стрелы |
Раскоп I, яма 9, уч. 21, гл. -45 см |
Сорбит |
Мягкая закалка |
|
3563 |
Фрагмент гвоздя |
Раскоп I, уч. 34, яма 9, гл. -134 см |
Феррит, феррито-перлит |
Не отмечена |
|
3564 |
Фрагмент ножа |
Раскоп I, уч. 7, яма 9, гл. -23 см |
Феррит, феррито-перлит, многочисленные сварочные швы |
Не отмечена |
|
3565 |
Фрагмент гвоздя |
Раскоп I, уч. 43, гл. -3 см |
Феррито-перлит |
Не отмечена |
|
3566 |
Фрагмент гвоздя |
Раскоп I, уч. 43, гл. -43 см |
Феррито-перлит |
Не отмечена |
|
3567 |
Скоба |
Раскоп I, уч. 47, яма 9, гл. -50 см |
Феррито-перлит |
Не отмечена |
|
3569 |
Фрагмент ключа |
Раскоп I, уч. 36, яма 9, гл. -43 см |
Феррит, феррито-перлит |
Не отмечена |
|
3570 |
Стержень |
Раскоп I, яма 9, уч. 20, гл. -32 см |
Феррит |
Не отмечена |
|
3571 |
Нож |
Раскоп I, уч. 20, яма 9, гл. -37 см |
Феррит, феррито-перлит |
Не отмечена |
|
3572 |
Кольцо от удил |
Раскоп I, уч. 19, яма 50, гл. -44 см |
Феррит |
Не отмечена |
|
3573 |
Удила |
Раскоп I, уч. 6, яма 49, гл. -60 см |
Феррит |
Не отмечена |
|
3574 |
Удила |
Раскоп I, уч. 6, яма 49, гл. -60 см |
Феррит |
Не отмечена |
|
3575 |
Накладка на ремень |
Раскоп I, яма 50, уч. 21, гл. -50 см |
Феррито-перлит |
Не отмечена |
Продолжение таблицы 2
Continuation of Table 2
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
3500 |
Фрагмент серпа |
Феррит – 143 кг/мм2, феррито-перлит – 278 кг/мм2 |
Шлаки, неметаллические включения |
Цементация |
|
3501 |
Кольцо |
Феррито-перлит – 143–278 кг/мм2 |
Крупные шлаки и неметаллические включения |
Ковка из неравномерно науглероженной сырцовой стали |
|
3502 |
Предмет неопределенного назначения |
124 кг/мм2, 212 кг/мм2 |
Шлаки, неметаллические включения |
Наварка V-образной стальной пластины на основу из кричного железа |
|
3504 |
Гвоздь |
102–305 кг/мм2 |
Многочисленные неметаллические включения и шлаки |
Ковка из заготовки неравномерно наугле-роженной стали |
|
3505 |
Фрагмент пружинного узла цилиндрического замка |
120 кг/мм2 |
Шлаки, неметаллические включения |
Технология пайки медным припоем деталей из железа |
Продолжение таблицы 2
Continuation of Table 2
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
3507 |
Рамка пряжки конской подпруги |
115–120 кг/мм2, 206–248 кг/мм2 |
Мелкие темные неметаллические включения |
Ковка из неравномерно науглероженной сырцовой стали |
|
3510 |
Гвоздь |
Феррит, 134–152 кг/мм2 |
Мелкие немногочисленные шлаки |
Ковка из заготовки кричного железа |
|
3511 |
Фрагмент ключа |
143–159 кг/мм2 |
Мелкие темные неметаллические включения |
Ковка из кричного железа |
|
3512 |
Фрагмент ножа |
270–346 кг/мм2 (сорбит), 410–426 кг/мм2 (троостит) |
Многочисленные шлаки и неметаллические включения в основном теле лезвия ножа |
Торцовая наварка стальной пластины на основу из кричного железа. Качество кузнечной сварки высокое |
|
3515 |
Ключ от пружинного замка |
410–426 кг/мм2 |
Мелкие темные неметаллические включения |
Ковка из цельностальной заготовки, мягкая закалка с отпуском |
|
3517 |
Фрагмент лезвия ножа |
159 кг/мм2, 270–346 кг/мм2 |
Многочисленные шлаки, неметаллические включения |
Торцовая наварка стальной пластины на железную основу ножа. Качество кузнечной сварки высокое |
|
3522 |
Фрагмент дверного пробоя |
146 кг/мм2, 212–358 кг/мм2 |
Многочисленные шлаки, неметаллические включения |
Ковка из заготовки неравномерно науглеро-женной сырцовой стали |
|
3530 |
Фрагмент лезвия ножа |
346 кг/мм2, 410 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из цельностальной заготовки, мягкая закалка |
|
3531 |
Скоба |
206 кг/мм2, 450 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из неравномерно науглероженной стали |
|
3535 |
Фрагмент гвоздя |
102–305 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из неравномерно науглероженной стали |
|
3537 |
Язычок пряжки |
206–248 кг/мм2 |
Шлаки, темные точечные неметаллические включения |
Ковка из заготовки неравномерно наугле-роженной стали |
|
3538 |
Ключ от цилиндрического замка |
159–235 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из неравномерно науглероженной сырцовой стали |
|
3539 |
Топор |
159–235 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из неравномерно науглероженной сырцовой стали |
|
3541 |
Фрагмент струга |
212 кг/мм2, 358 кг/мм2 |
Шлаки, неметаллические включения, пустоты |
Двухполосная сварка высокоуглеродистой и неравномерно наугле-роженной сырцовой стали. Качество кузнечной сварки высокое |
|
3542 |
Фрагмент лезвия ножа |
134 кг/мм2, 178 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из заготовки неравномерно науглеро-женной сырцовой стали |
Продолжение таблицы 2
Continuation of Table 2
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
3546 |
Гвоздь |
102–305 кг/мм2 |
Шлаки, мелкие темные точечные неметаллические включения |
Ковка из заготовки неравномерно наугле-роженной сырцовой стали |
|
3549 |
Гвоздь |
102–305 кг/мм2 |
Шлаки, мелкие темные точечные неметаллические включения |
Ковка из заготовки неравномерно наугле-роженной сырцовой стали |
|
3650 |
Нож |
263 кг/м2 |
Неметаллические включения |
Ковка из цельностальной заготовки. Конечная операция – мягкая закалка |
|
3551 |
Пластина неопределенного назначения |
212 кг/мм2 |
Мелкие темные точечные неметаллические включения |
Ковка из заготовки однородной неравномерно науглероженной стали, следы операции кузнечной сварки |
|
3553 |
Пластина неопределенного назначения |
43 кг/мм2, 191–223 кг/мм2 |
Мелкие шлаки и темные точечные неметаллические включения |
Ковка из заготовки пакетованной из кричного железа и неравномерно науглероженной сырцовой стали. Кузнечная сварка высокого качества |
|
3554 |
Дверной пробой |
146 кг/мм2, 212–358 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из заготовки неравномерно наугле-роженной стали |
|
3555 |
Гвоздь |
146 кг/мм2, феррито-перлит 212 кг/мм2 |
Многочисленные мелкие темные точечные неметаллические включения, сварочные швы хорошего качества |
Технология ковки из заготовки пакетного металла |
|
3562 |
Фрагмент наконечника стрелы |
278 кг/мм2 |
Мелкие темные точечные неметаллические включения |
Ковка из цельностальной заготовки. Заключительная операция – мягкая закалка |
|
3563 |
Фрагмент гвоздя |
212 кг/мм2, 278–287 кг/мм2 |
Многочисленные мелкие темные точечные неметаллические включения |
Технологическая схема трехслойного пакета, кузнечная сварка высокого качества |
|
3564 |
Фрагмент ножа |
178 кг/мм2 |
Шлаки, неметаллические включения. Глубокая трещина. Кузнечная сварка |
Технология ковки из заготовки, пакетованной из полос неравномерно науглеро-женной стали, качество кузнечной сварки неоднозначное |
|
3565 |
Фрагмент гвоздя |
Феррито-перлит 102–305 кг/мм2 |
Мелкие темные точечные неметаллические включения и шлаки |
Технология ковки из заготовки, пакетованной из полос неравномерно науглеро-женной стали |
Окончание таблицы 2
End of Table 2
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
3566 |
Фрагмент гвоздя |
102–305 кг/мм2 |
Мелкие неметаллические включения, шлаки, глубокая трещина |
Ковка из неравномерно науглероженной стали. Некачественная кузнечная сварка. Брак в работе кузнеца |
|
3567 |
Скоба |
191–223 кг/мм2 |
Шлаки, мелкие темные точечные неметаллические включения |
Технология ковки из цельностальной заготовки |
|
3569 |
Фрагмент ключа |
143–159 кг/мм2, 159–235 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки неравномерно наугле-роженной стали |
|
3570 |
Стержень |
89,4 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
|
3571 |
Нож |
106 кг/м2 |
Мелкие темные точечные неметаллические включения и шлаки |
Ковка из заготовки неравномерно наугле-роженной сырцовой стали |
|
3572 |
Кольцо от удил |
129 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
|
3573 |
Удила |
159 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
|
3574 |
Удила |
129 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
|
3575 |
Накладка на ремень |
201 кг/м2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
Таблица 3. Распределение технологических схем кузнечной продукции селища Широкий Буерак
Table 3. Technological Schemes Distribution of blacksmith wares from Shiroky Buerak settlement
|
Категории изделий |
Технологические схемы |
Всего |
Всего из них: |
||||
|
V |
V |
V |
V |
||||
|
Удила |
– |
2 |
– |
– |
– |
2 |
– |
|
Скобяные изделия (гвозди) |
3 |
– |
– |
– |
– |
3 |
– |
|
Стержни |
– |
1 |
– |
– |
– |
1 |
– |
|
Котлы чугунные |
– |
– |
– |
– |
– |
1 |
– |
|
Токарные резцы |
– |
– |
1 |
– |
– |
1 |
1 |
|
Замки |
– |
– |
– |
3 |
– |
3 |
– |
|
Детали костюма (пряжки) |
– |
1 |
– |
– |
– |
1 |
– |
|
Всего |
3 |
4 |
1 |
3 |
1 |
12 |
1 |
Условные обозначения:
– кричное железо (bloom iron);
– сырцовая сталь (raw steel);

– цементация (cementation);
– ковка из цельностальной заготовки (forging from all-steel work piece);
– пайка медью (copper soldering);

– клепка (riveting).
Таблица 4. Сводные данные по аналитическим исследованиям коллекции кузнечных изделий селища Широкий Буерак
Table 4. Summary of analytical studies of the blacksmith wares collection from the Shiroky Buerak settlement
|
№ анализа |
Категория изделия |
Паспортные данные |
Микроструктурные составляющие |
Термообработка |
|
1804 |
Рамка железной пряжки |
Подъемный материал |
Феррито-перлит |
Не отмечена |
|
1805 |
Железный гвоздь |
Подъемный материал |
Феррит |
Не отмечена |
|
1808 |
Фрагмент железного стержня |
Подъемный материал |
Феррито-перлит |
Не отмечена |
|
1809 |
Токарный резец |
Подъемный материал |
Феррито-перлит, сорбит |
Мягкая закалка |
|
1811 |
Фрагмент чугунного котла с заклепкой (анализ заклепки) |
Подъемный материал |
Волокнистая структура |
Нет |
|
1812 |
Фрагмент корпуса цилиндрического замка |
Подъемный материал |
Феррит, медный паяный шов |
Не отмечена |
|
1813 |
Фрагмент корпуса цилиндрического замка |
Подъемный материал |
Феррит, медный паяный шов |
Не отмечена |
|
1814 |
Фрагмент донца корпуса цилиндрического замка |
Подъемный материал |
Феррит, медный паяный шов |
Не отмечена |
|
1815А |
Кольцо конских удил |
Подъемный материал |
Феррито-перлит |
Не отмечена |
|
1815Б |
Грызло конских удил |
Подъемный материал |
Феррито-перлит |
Не отмечена |
|
1817 |
Железный штырь |
Подъемный материал |
Феррито-перлит |
Не отмечена |
|
1818 |
Железный гвоздь |
Подъемный материал |
Феррит |
Не отмечена |
|
1819 |
Железный гвоздь |
Подъемный материал |
Феррит |
Не отмечена |
Продолжение таблицы 4
Continuation of Table 4
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
1804 |
Рамка железной пряжки |
134–152 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из неравномерно науглероженной сырцовой стали |
|
1805 |
Железный гвоздь |
134–152 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из кричного железа |
|
1808 |
Фрагмент железного стержня |
206–248 кг/мм2 |
Многочисленные неметаллические включения и шлаки |
Ковка из неравномерно науглероженной сырцовой стали |
|
1809 |
Токарный резец |
270–346 кг/мм2 (сорбит) |
Шлаки, неметаллические включения |
Ковка из цельностальной заготовки. Мягкая закалка |
|
1811 |
Фрагмент чугунного котла с заклепкой (анализ заклепки) |
Не измерялась |
Нет |
Технология кузнечной деформации |
Окончание таблицы 4
End of Table 4
|
№ анализа |
Категория изделия |
Микротвердость |
Наличие шлаков и неметаллических включений |
Технологическая схема |
|
1812 |
Фрагмент корпуса цилиндрического замка |
134 кг/мм2 |
Неметаллические включения |
Технология пайки кричного железа медным припоем |
|
1813 |
Фрагмент корпуса цилиндрического замка |
152 кг/мм2 |
Неметаллические включения |
Технология пайки кричного железа медным припоем |
|
1814 |
Фрагмент донца корпуса цилиндрического замка |
152 кг/мм2 |
Неметаллические включения |
Технология пайки кричного железа медным припоем |
|
1815А |
Кольцо конских удил |
206 кг/мм2 |
Шлаки и неметаллические включения |
Ковка из заготовки неравномерно науглеро-женной стали |
|
1815Б |
Грызло конских удил |
206–248 кг/мм2 |
Шлаки и неметаллические включения |
Ковка из заготовки неравномерно науглеро-женной стали |
|
1817 |
Железный штырь |
212 кг/мм2 |
Неметаллические включения |
Ковка из заготовки неравномерно науглеро-женной стали |
|
1818 |
Железный гвоздь |
146 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
|
1819 |
Железный гвоздь |
134 кг/мм2 |
Шлаки, неметаллические включения |
Ковка из заготовки кричного железа |
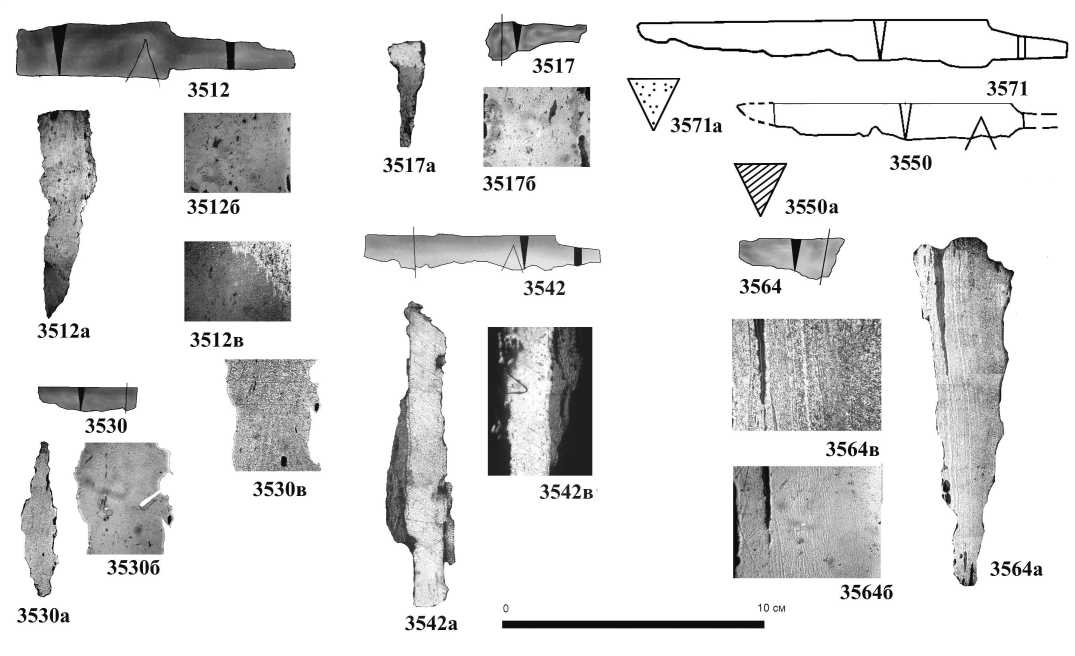
Рис. 1. Ножи Багаевского селища с фотографиями и рисунками макро- и микроструктур:
3512 – нож; 3512а – макрофотография шлифа в травленом состоянии. Торцовая наварка;
3512б – макрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3512в – шлиф травленый. Микрофотография травленого шлифа. Сварочный шов, троостит, феррито-перлит; 3517 – нож;
3517а – макрофотография шлифа в травленом состоянии. Торцовая наварка;
3517б – микрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3530 – фрагмент ножа;
3530а – макрофотография травленого шлифа; 3530б – макрофотография нетравленого шлифа. Мелкие шлаки, неметаллические включения; 3530в – макрофотография травленого шлифа. Сорбит; 3542 – нож; 3542а – макрофотография нетравленого шлифа; 3542в – макрофотография нетравленого шлифа.
Неметаллические включения; 3550 – нож; 3550а – технологическая схема термообработанной стали; 3564 – нож;
3564а – макрофотография травленого шлифа. Технологическая схема пакетного металла. Сварочные швы. Трещина; 3564б – шлиф нетравленый. Участок трещины; 3564в – участок микрофотографии травленого шлифа.
Сварочный шов. Феррито-перлит; 3571 – рисунок ножа; 3571а – схема неравномерно науглероженной стали
Fig. 1. Knives of the Bagaevka settlement with photographs and drawings of macro- and microstructures:
3512 – knife; 3512a – macrophotographic view of the thin section in etched condition. End hardband;
3512б – macrophotography of a non-etched thin section. Slags, non-metallic inclusions; 3512в – etched thin section. Photomicrograph of etched thin section. Welding seam, troostite, ferrite-perlite; 3517 – knife;
3517a – macrophotographic view of the thin section in etched condition. End hardband;
3517б – photomicrograph of a non-etched thin section. Slags, non-metallic inclusions; 3530 – knife fragment;
3530a – macrophotography of an etched thin section; 3530б – macrophotography of a non-etched thin section. Small slags, non-metallic inclusions; 3530в – macrophotography of the etched thin section. Sorbitol; 3542 – knife;
3542a – macrophotography of a non-etched thin section; 3542в – macrophotography of a non-etched thin section. Non-metallic inclusions; 3550 – knife; 3550а – process scheme of heat-treated steel; 3564 – knife;
3564a – macrophotography of an etched thin section. Process scheme of batch metal. Welding seams. Crack; 3564б – non-etched slot. Crack area; 3564в – photomicrograph portion of the etched thin section. Welding seam. Ferrite-perlite; 3571 – knife drawing; 3571a – scheme of non-uniformly carburized steel
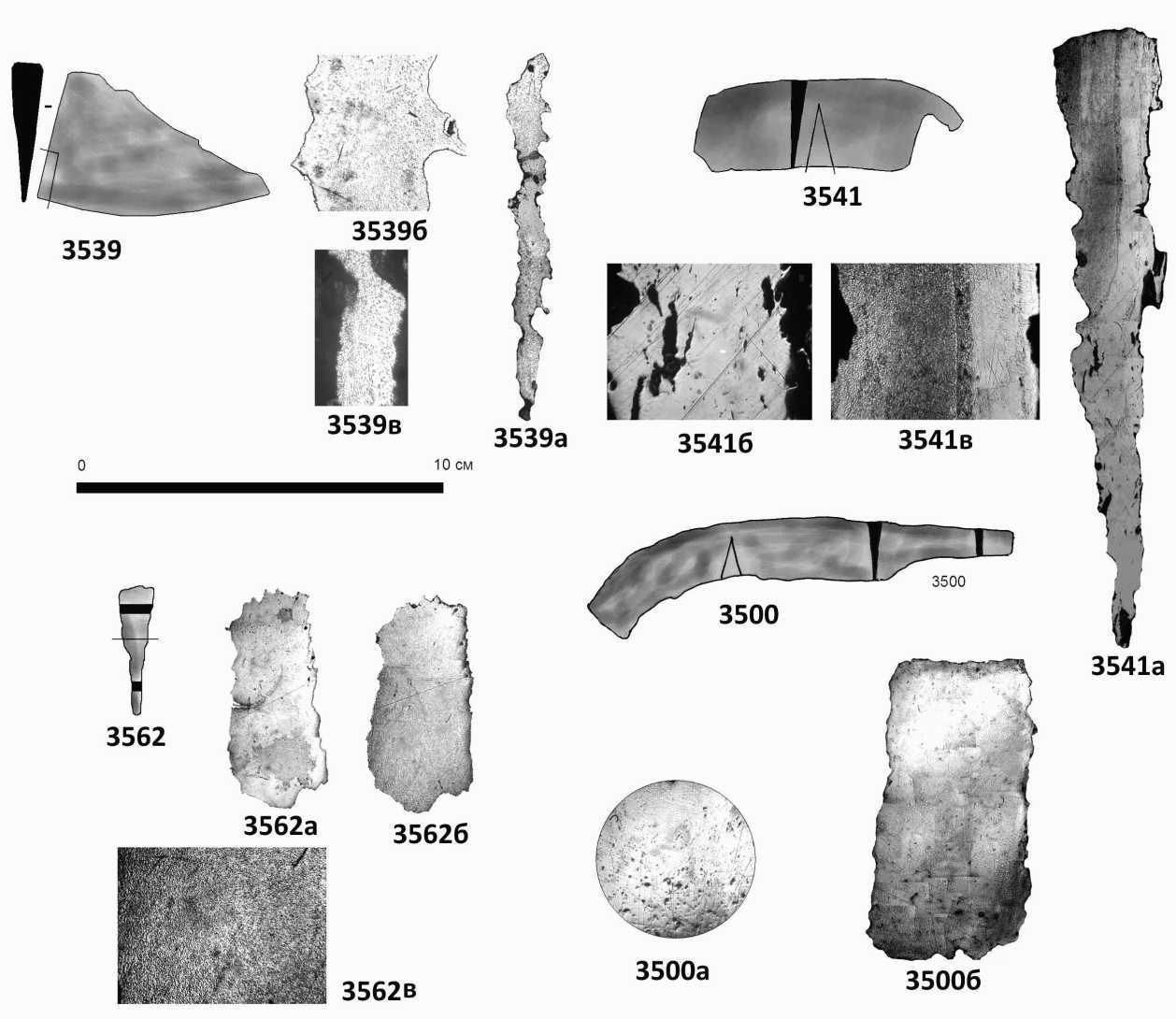
Рис. 2. Орудия деревообработки, сельского хозяйства, предмет вооружения с Багаевского селища с фотографиями макро- и микроструктур:
3500 – фрагмент серпа; 3500а – фотография участка нетравленого шлифа. Мелкие шлаки, неметаллические включения;
3500б – макрофотография травленого шлифа. Темное поле – феррито-перлит; 3539 – фрагмент лезвия топора; 3539а – макрофотография травленого шлифа; 3539б – макрофотография участка нетравленого шлифа;
3539в – макрофотография участка травленого шлифа. Феррито-перлит; 3541 – фрагмент лезвия струга;
3541а – макрофотография травленого шлифа. Сварочный шов. Двухполосная сварка;
3541б – макрофотография нетравленого шлифа. Шлаки, неметаллические включения;
3541в – макрофотография травленого участка шлифа. Сварочный шов. Феррито-перлит, троостит;
3562 – наконечник стрелы; 3562a – макрофотография нетравленого шлифа; 3562б – макрофотография травленого шлифа; 3562в – микрофотография травленого шлифа. Микроструктура сорбита
-
Fig. 2. Tools of woodworking, agriculture, object of arms from the Bagaevka settlement with photographs of macro- and microstructures:
3500 – sickle fragment; 3500а – photograph of a section of a non-etched thin section. Small slags, non-metallic inclusions;
3500б – macrophotography of the etched thin section. The dark field is ferrite-perlite; 3539 – fragment of an axe blade; 3539a – macrophotography of an etched thin section; 3539б – macrophotography of a non-etched thin section;
3539в – macrophotography of the etched section of the thin section. Ferrite-perlite; 3541 – fragment of a planer blade;
3541a – macrophotography of an etched thin section. Welding seam. Two-lane welding;
3541б – macrophotography of non-etched thin section. Slags, non-metallic inclusions;
3541в – macrophotography of the etched section of thin section. Welding seam. Ferrite-perlite, troostitis;
3562 – arrowhead; 3562a – macrophotography of a non-etched thin section; 3562б – macrophotography of an etched thin section; 3562в – etched thin section microphotograph. Sorbitol microstructure
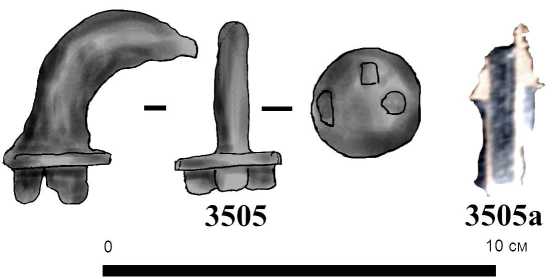
Рис. 3. Дужка цилиндрического замка с Багаевского селища с фотографией макроструктуры шлифа:
3505 – фрагмент дужки с пружинным узлом цилиндрического замка;
3505а – макрофотография участка шлифа дужки пружинного узла цилиндрического замка. Красный цвет – медный припой на дужке замка
-
Fig. 3. The spring of a cylindrical lock from the Bagaevka settlement with a photograph of the thin section macrostructure:
3505 – fragment of a bow with a spring assembly of a cylindrical lock;
3505a – macrophotographic view of a section of the bow of the spring assembly of the cylindrical lock. Red is the copper solder on the lock bow
3558в

Рис. 4. Ключи к замкам с Багаевского селища с фотографиями макро- и микроструктур:
3511 – фрагмент ключа от замка; 3511а – макрофотография участка нетравленого шлифа. Шлаки, неметаллические включения; 3511б – феррито-перлит; 3515 – ключ от замка; 3515а – макрофотография нетравленого шлифа. Неметаллические включения;
3515б – макрофотография травленого шлифа. Феррито-перлитовая, трооститовая микроструктуры;
3538 – ключ от замка; 3538а – макрофотография шлифа; 3538б – макрофотография участка нетравленого шлифа.
Шлаки, неметаллические включения; 3538в – микрофотография участка травленого шлифа. Феррито-перлит, шлаки; 3558 – ключ от замка; 3558б – микрофотография участка нетравленого шлифа. Темный участок – коррозия железа. Светлые участки – железо; 3558в – микрофотография травленого шлифа.
Светлый участок – зона феррито-перлитовой микроструктуры; 3569 – фрагмент ключа от замка;
3569а – макрофотография травленого шлифа. Шлаки, неметаллические включения, феррит, феррито-перлит;
3569б – микрофотография участка нетравленого шлифа. Шлаки, неметаллические включения;
3569в – микрофотография травленого участка шлифа. Шлаки, неметаллические включения, феррито-перлит, феррит
-
Fig. 4. Keys to the locks from the Bagaevka settlement with photographs of macro- and microstructures:
3511 – lock key fragment; 3511a – macrophotography of a portion of a non-etched thin section.
Slags, non-metallic inclusions; 3511б – ferrite-perlite; 3515 – lock key;
3515a – macrophotography of a non-etched thin section. Non-metallic inclusions;
3515б – macrophotography of etched thin section. Ferrite-perlitic, troostite microstructures;
3538 – lock key; 3538a – macrophotography of a thin section; 3538б – macrophotography of the non-etched thin section.
Slags, non-metallic inclusions; 3538в – photomicrograph of the etched thin section. Ferrite-perlite, slags;
3558 – lock key; 3558б – photomicrograph of a portion of a non-etched thin section. Dark area is corrosion of iron. Light areas represent iron; 3558в – photomicrograph of the etched thin section.
The bright area is a zone of ferrite-perlitic microstructure; 3569 – lock key fragment;
3569a – macrophotography of an etched thin section. Slags, non-metallic inclusions, ferrite, ferrite-perlite;
3569б – photomicrograph of a portion of a non-etched thin section. Slags, non-metallic inclusions;
3569в – photomicrograph of the etched section of the thin section. Slags, non-metallic inclusions, ferrite-perlite, ferrite
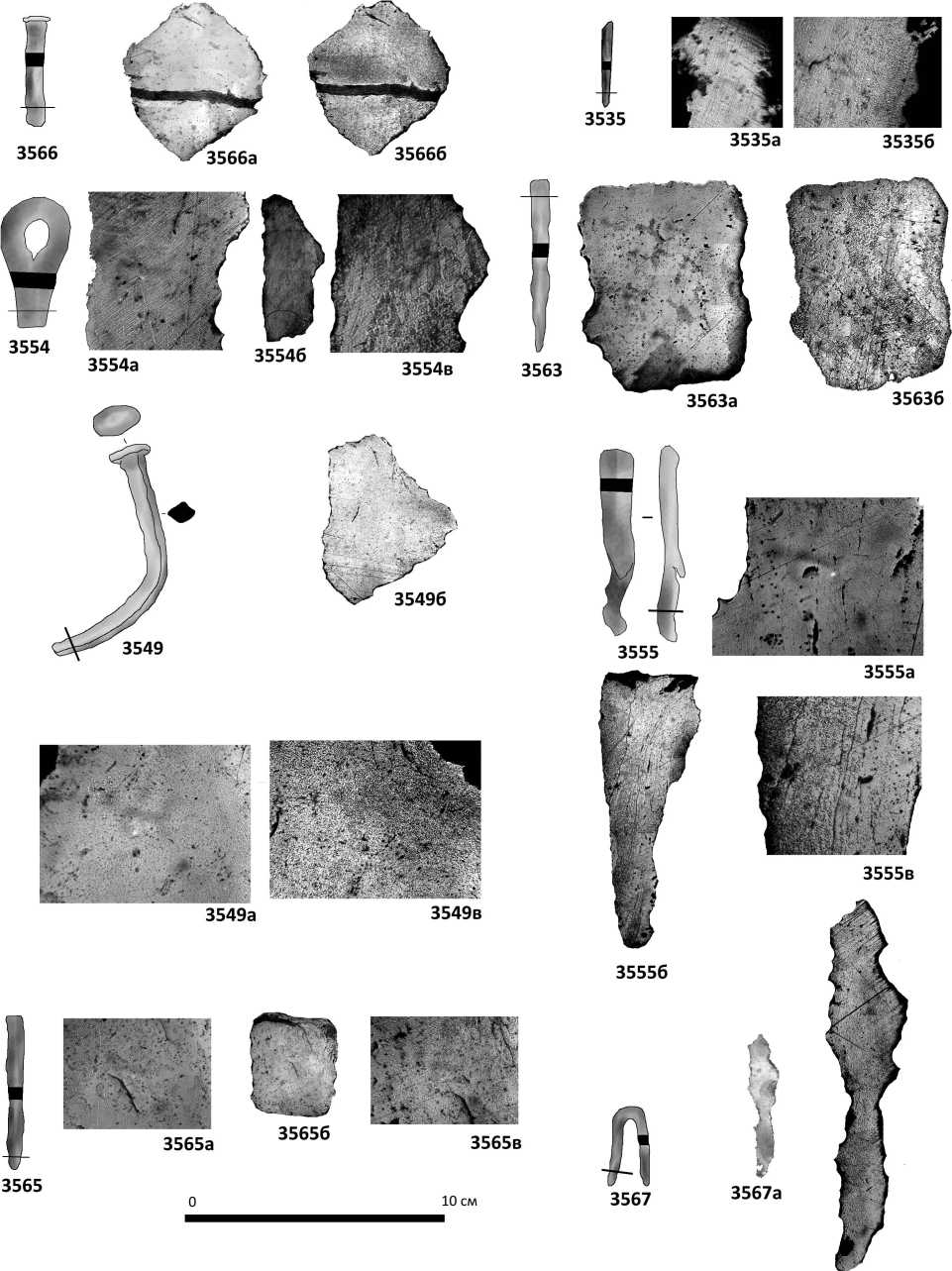
Рис. 5. Крепежный материал (скобяные изделия) с Багаевского селища с фотографиями макро- и микроструктур:
3566 – гвоздь; 3566а – макрофотография нетравленого шлифа. Неметаллические включения. Глубокая трещина по сварочному шву; 3566б – макрофотография травленого шлифа. Феррито-перлит;
3554 – фрагмент дверного пробоя; 3554а – макрофотография участка нетравленого шлифа. Неметаллические включения; 3554б – макрофотография травленого шлифа. Феррито-перлит; 3554в – микрофотография травленого шлифа. Феррито-перлит; 3535 – фрагмент гвоздя; 3535а – макрофотография участка нетравленого шлифа. Шлаки, неметаллические включения; 3535б – микрофотография участка травленого шлифа. Феррито-перлит; 3563 – фрагмент гвоздя; 3563а – макрофотография нетравленого шлифа. Мелкие шлаки и неметаллические включения;
3563б – макрофотография травленого шлифа. Феррит, феррито-перлит, сварочные швы. Технологическая схема «трехслойного пакета»; 3549 – гвоздь; 3549а – микрофотография участка нетравленого шлифа. Мелкие шлаки, неметаллические включения; 3549б – макрофотография травленого шлифа. Шлаки, неметаллические включения; 3549в – микрофотография участка; 3555 – фрагмент гвоздя;
3555а – макрофотография фрагмента нетравленого шлифа. Шлаки, неметаллические включения;
3555б – макрофотография травленого шлифа. Сварочные швы, шлаки, неметаллические включения, феррито-перлит; 3555в – участок травленого шлифа. Шлаки, неметаллические включения, сварочные швы, феррит, феррито-перлит; 3565 – фрагмент гвоздя; 3565а – микрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3565б – макрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3565в – микрофотография участка травленого шлифа. Шлаки, неметаллические включения, феррито-перлит; 3567 – скоба; 3567а – макрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3567б – микрофотография травленого шлифа. Феррито-перлит
-
Fig. 5. Fastening material (ironmongery) from the Bagaevka settlement with photographs of macro- and microstructures:
3566 – nail; 3566a – macrophotography of a non-etched thin section. Non-metallic inclusions.
Deep weld crack; 3566б – macrophotography of an etched thin section. Ferrite-perlite; 3554 – fragment of door shackle; 3554a – macrophotography of a portion of a non-etched thin section. Non-metallic inclusions;
3554б – macrophotography of an etched thin section. Ferrite-perlite; 3554в – photomicrograph of the etched thin section. Ferrite-perlite; 3535 – nail fragment; 3535a – macrophotography of a portion of a non-etched thin section.
Slags, non-metallic inclusions; 3535б – photomicrograph of an etched thin section portion. Ferrite-perlite;
3563 – nail fragment; 3563a – macrophotography of a non-etched thin section. Small slags and non-metallic inclusions;
3563б – macrophotography of the etched thin section. Ferrite, ferrite-perlite, welding seams. Technological scheme of the ‘three-layer package’; 3549 – nail; 3549a – photomicrograph of a portion of a non-etched thin section. Small slags, non-metallic inclusions; 3549б – macrophotography of the etched thin section. Slags, non-metallic inclusions; 3549в – photomicrograph of a portion; 3555 – nail fragment; 3555a – macrophotography of a fragment of a non-etched thin section. Slags, non-metallic inclusions; 3555б – macrophotography of the etched thin section.
Welding seams, slags, non-metallic inclusions, ferrite-perlite;
3555в – section of etched thin section. Slags, non-metallic inclusions, welding seams, ferrite, ferrite-perlite;
3565 – nail fragment; 3565a – photomicrograph of a non-etched thin section. Slags, non-metallic inclusions;
3565б – macrophotography of a non-etched thin section. Slags, non-metallic inclusions;
3565в – photomicrograph of the etched thin section. Slags, non-metallic inclusions, ferrite-perlite; 3567 – brace;
3567a – macrophotography of a non-etched thin section. Slags, non-metallic inclusions;
3567б – photomicrograph of the etched thin section. Ferrite-perlite
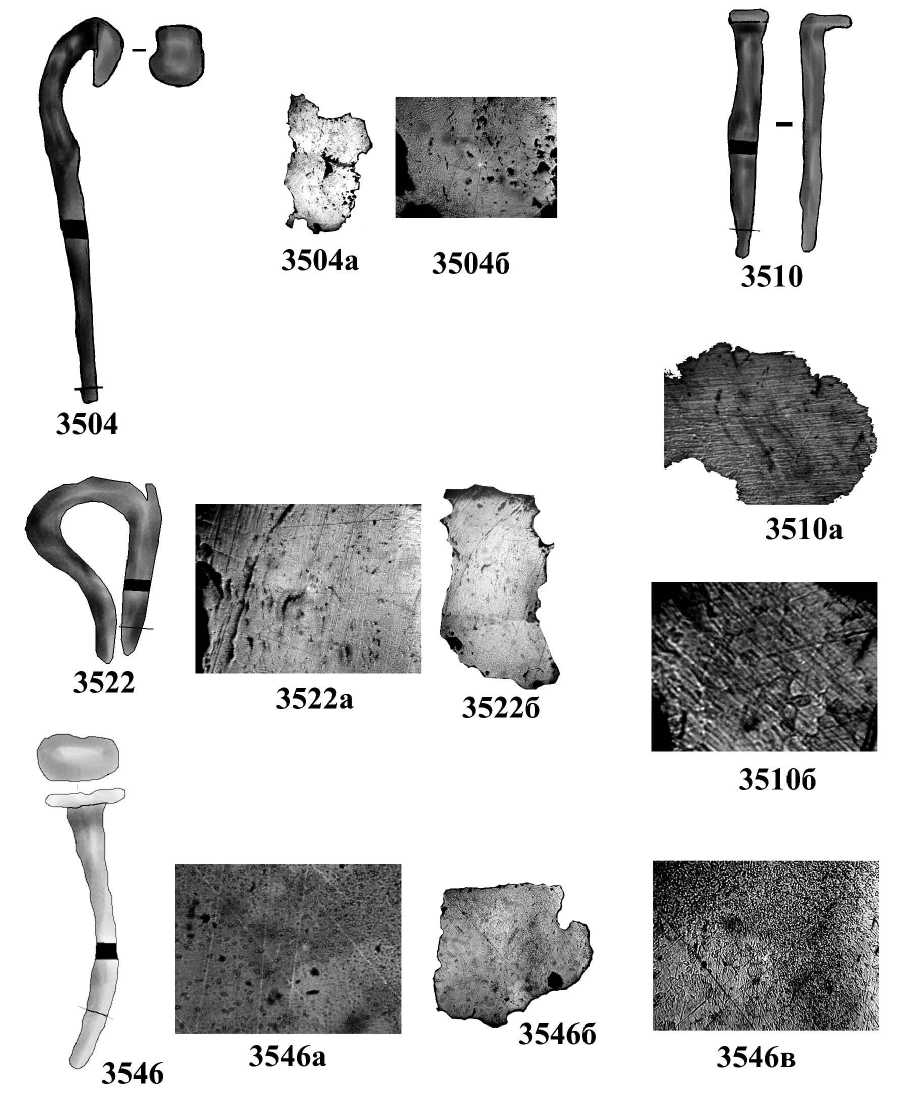
Рис. 6. Крепежный материал (скобяные изделия) с Багаевского селища с фотографиями макро- и микроструктур:
3504 – гвоздь; 3504а – макрофотография нетравленого шлифа. Шлаки, неметаллические включения;
3504б – микрофотография травленого шлифа. Шлаки, неметаллические включения.
Феррит, феррито-перлит; 3510 – гвоздь; 3510а – макрофотография нетравленого шлифа;
3510б – мелкие неметаллические включения. Феррит, феррито-перлит; 3522 – фрагмент дверного пробоя;
3522а – микрофотография участка нетравленого шлифа. Шлаки, неметаллические включения;
3522б – макрофотография нетравленого шлифа. Шлаки, неметаллические включения; 3546 – гвоздь; 3546а – микрофотография нетравленого шлифа; 3546б – макрофотография травленого шлифа. Феррит, феррито-перлит; 3546в – микрофотография травленого шлифа. Феррит, феррито-перлит
-
Fig. 6. Fastening material (ironmongery) from the Bagaevka settlement with photographs of macro- and microstructures:
3504 – nail; 3504a – macrophotography of a non-etched thin section. Slags, non-metallic inclusions;
3504б – photomicrograph of the etched thin section. Slags, non-metallic inclusions.
Ferrite, ferrite-perlite; 3510 – nail; 3510a – macrophotography of a non-etched thin section;
3510б – small non-metallic inclusions. Ferrite, ferrite-perlite; 3522 – fragment of door shackle;
3522a – photomicrograph of a portion of a non-etched thin section. Slags, non-metallic inclusions;
3522б – macrophotography of a non-etched thin section. Slags, non-metallic inclusions; 3546 – nail; 3546a – photomicrograph of a non-etched thin section; 3546б – macrophotography of an etched thin section.
Ferrite, ferrite-perlite; 3546в – photomicrograph of the etched thin section. Ferrite, ferrite-perlite
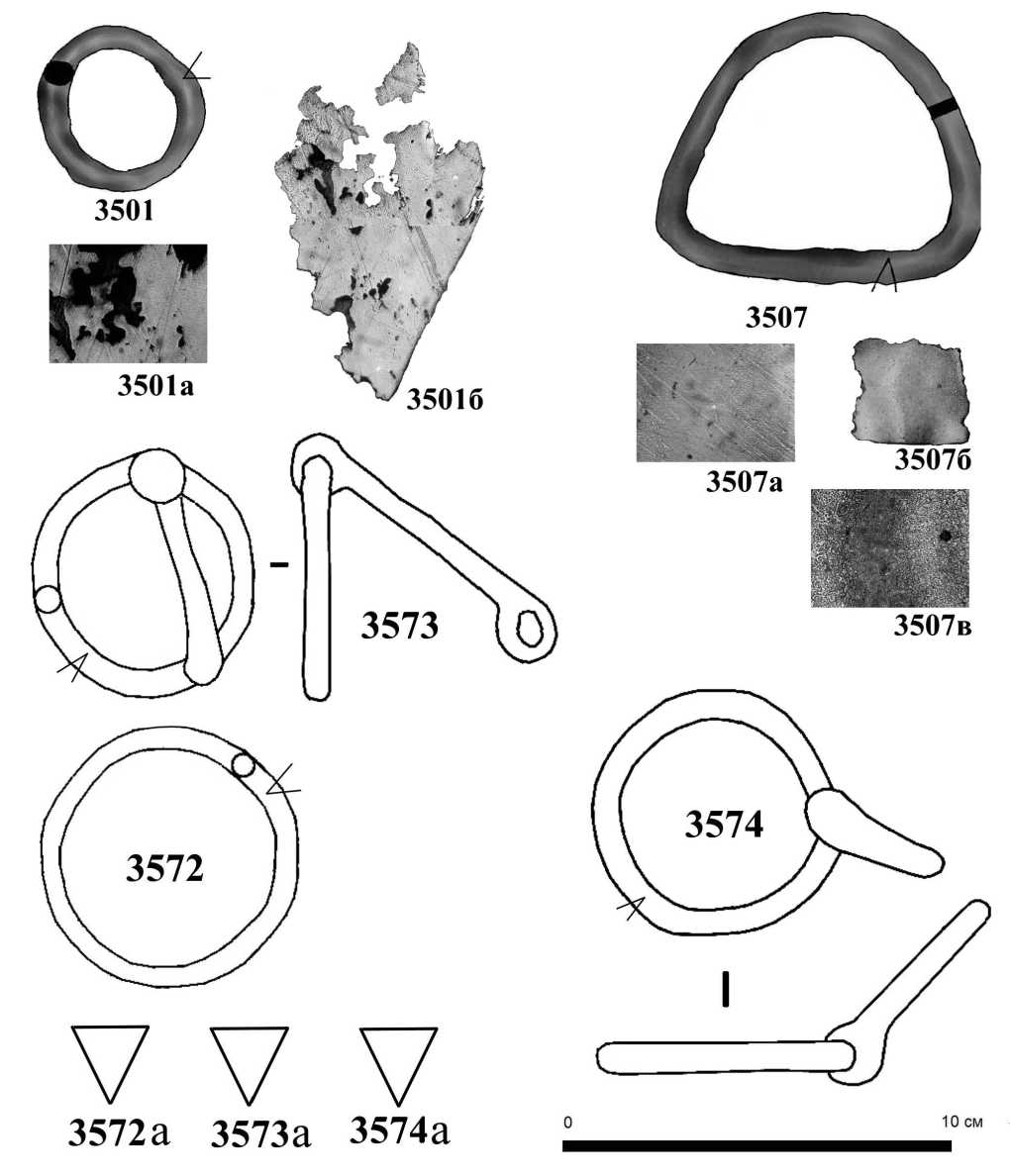
Рис. 7. Конская сбруя с Багаевского селища с фотографиями макро- и микроструктур:
3501 – кольцо от конской сбруи; 3501а – микрофотография нетравленого шлифа. Коррозия, шлаки;
3501б – макрофотография нетравленого шлифа. Неметаллические включения, коррозия;
3507 – рамка пряжки от подпруги; 3507а – микрофотография участка нетравленого шлифа. Неметаллические включения; 3507б – макрофотография травленого шлифа. Феррит, феррито-перлит; 3507в – микрофотография участка травленого шлифа. Феррит, феррито-перлит; 3572 – кольцо от конской сбруи; 3572а – технологическая схема кричного железа; 3573 – кольцо и грызло конских удил;
3573а – технологическая схема кричного железа; 3574 – кольцо от конских удил;
3574а – технологическая схема кричного железа
-
Fig. 7. Horse harness from the Bagaevka settlement with photographs of macro- and microstructures:
3501 – ring from horse harness; 3501a – photomicrograph of a non-etched thin section. Corrosion, slags;
3501б – macrophotography of a non-etched thin section. Non-metallic inclusions, corrosion;
3507 – buckle frame from the girth; 3507a – photomicrograph of a portion of a non-etched thin section. Non-metallic inclusions; 3507б – macrophotography of etched thin section. Ferrite, ferrite-perlite;
3507в – photomicrograph of portion of an etched thin section. Ferrite, ferrite-perlite; 3572 – ring from horse harness;
3572a – technological scheme of bloom iron; 3573 – ring and bit mouthpiece of horse bits;
3573a – technological scheme of bloom iron; 3574 – ring from horse bits; 3574a – technological scheme of the bloom iron
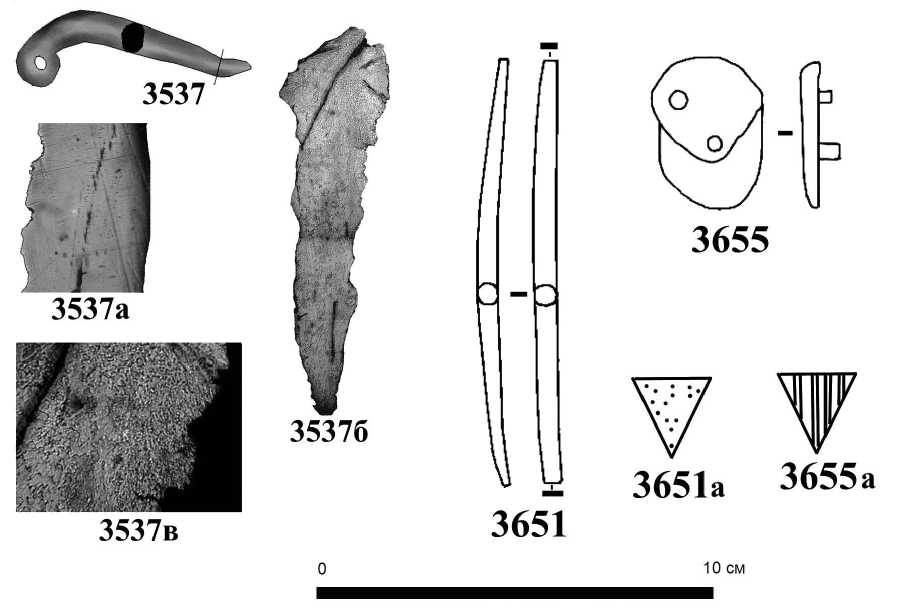
Рис. 8. Детали костюма с Багаевского селища с фотографиями макро- и микроструктур:
3537 – язычок пряжки от ремня; 3537а – микрофотография участка нетравленого шлифа.
Шлаки, неметаллические включения; 3537б – макрофотография травленого шлифа.
Шлаки, неметаллические включения, феррит, феррито-перлит; 3537в – микрофотография участка травленого шлифа.
Трещина по сварочному шву. Феррит, феррито-перлит; 3651 – стержень-фиксатор;
3651а – технологическая схема неравномерно науглероженной стали; 3655 – поясная накладка (?);
3655а – технологическая схема пакетного металла
-
Fig. 8. Elements of costume from the Bagaevka settlement with photographs of macro- and microstructures:
3537 – belt buckle latch; 3537a – photomicrograph of a portion of a non-etched thin section.
Slags, non-metallic inclusions; 3537б – macrophotography of etched thin section.
Slags, non-metallic inclusions, ferrite, ferrite-perlite; 3537в – photomicrograph of portion of an etched thin section. Weld crack. Ferrite, ferrite-perlite; 3651 – locking rod; 3651a – technological scheme of non-uniformly carbonized steel;
3655 – belt mount (?); 3655a – technological scheme of package metal
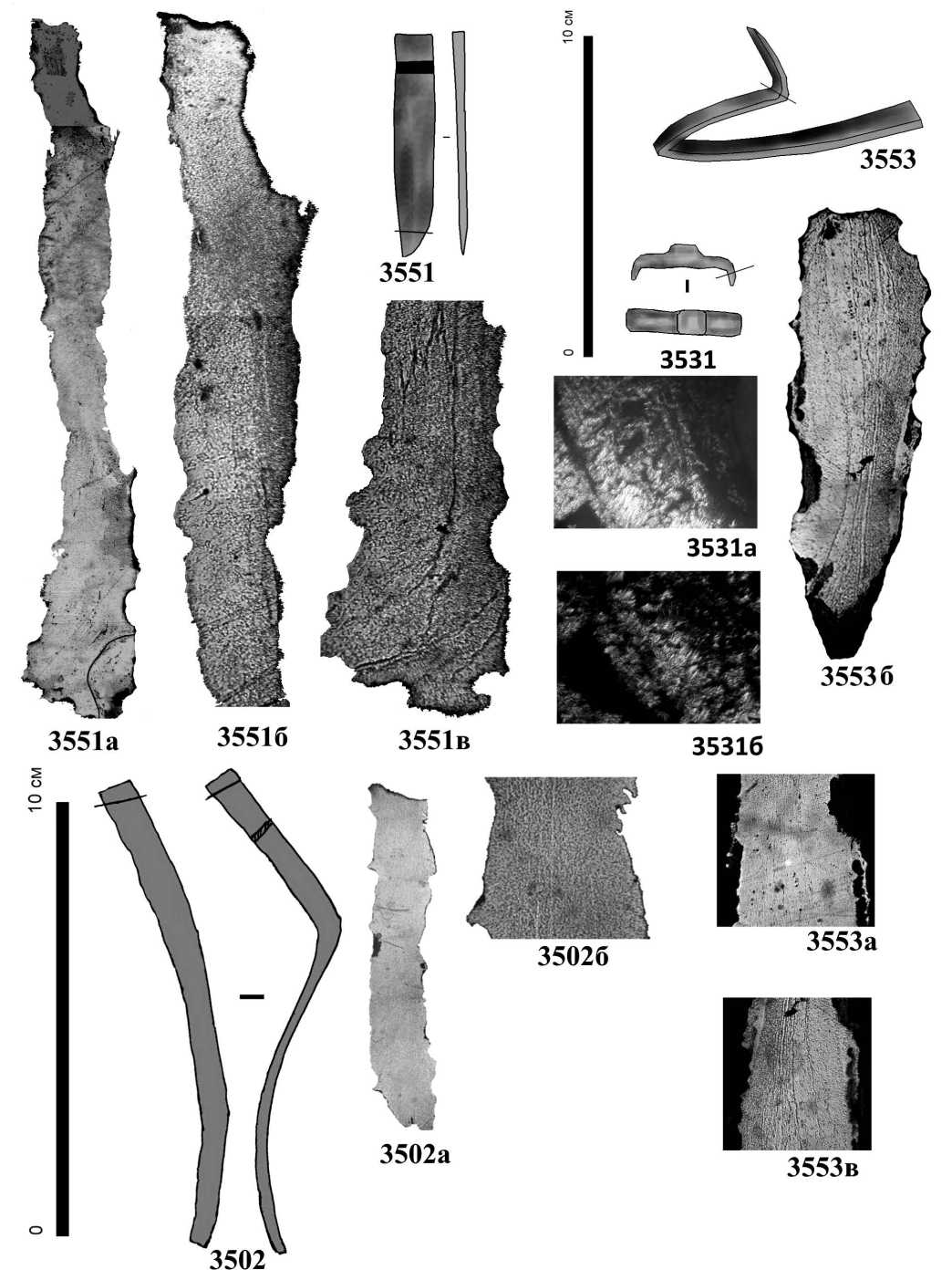
Рис. 9. Предметы неопределенного назначения с Багаевского селища с фотографиями макро- и микроструктур:
3502 – предмет неопределенного назначения; 3502а – макрофотография нетравленого шлифа;
3502б – микрофотография травленого шлифа. Феррито-перлит. Сварочные швы;
3531 – предмет неопределенного назначения; 3531а – микрофотография нетравленого участка;
3531б – микрофотография травленого участка; 3551 – заготовка лезвия ножа (?); 3551а – макрофотография нетравленого шлифа. Неметаллические включения, шлаки; 3551б – макрофотография участка травленого шлифа.
Феррито-перлит;
3551в – макрофотография участка травленого шлифа. Сварочные швы. Феррито-перлит;
3553 – предмет неопределенного назначения; 3553а – макрофотография участка нетравленого шлифа. Неметаллические включения, мелкие шлаки; 3553б – макрофотография травленого шлифа. Сварочные швы, пакетный металл, коррозия. Феррит, феррито-перлит; 3553в – макрофотография участка травленого шлифа.
Сварочные швы, феррито-перлит, феррит
-
Fig. 9. Items of uncertain purpose from the Bagaevka settlement with photographs of macro- and microstructures:
3502 – object of indefinite purpose; 3502a – macrophotography of non-etched thin section;
3502б – etched thin section photomicrograph. Ferrite-perlite. Welding seams; 3531 – object of indefinite purpose;
3531a – photomicrograph of the non-etched portion; 3531б – photomicrograph of the etched portion;
3551 – work piece of knife blade (?); 3551a – macrophotography of a non-etched thin section. Non-metallic inclusions, slags; 3551б – macrophotography of a fragment of the etched thin section. Ferrite-perlite; 3551в – macrophotography of a fragment of the etched thin section. Welding seams. Ferrite-perlite;
3553 – object of indefinite purpose; 3553a – macrophotography of a portion of a non-etched thin section. Non-metallic inclusions, small slags; 3553б – macrophotography of an etched thin section.
Welding seams, packet metal, corrosion. Ferrite, ferrite-perlite; 3553в – macrophotography of the etched thin section.
Welding seams, ferrite-perlite, ferrite
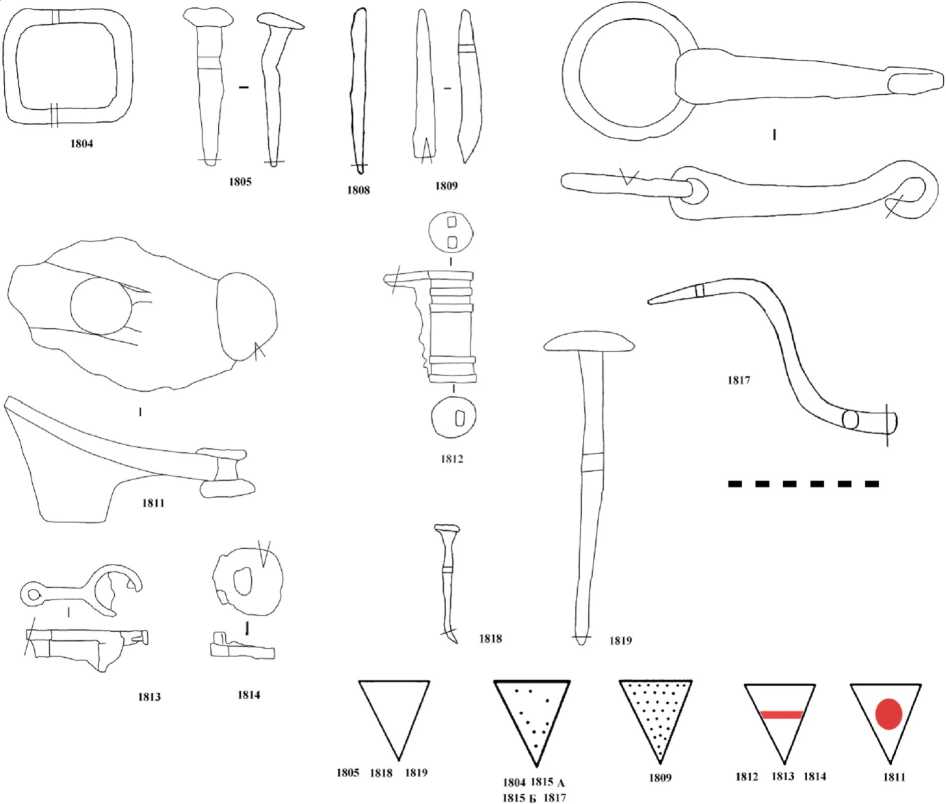
Рис. 10. Изделия из черного металла с селища Широкий Буерак:
1805 , 1818 , 1819 – кричное железо; 1804 , 1815А , 1815Б , 1817 – сырцовая малоуглеродистая сталь;
1809 – цельная сталь; 1812–1814 – пайка медью; 1811 – клепка медью
Fig. 10. Ferrous metal wares from the settlement Shiroky Buerak:
1805 , 1818 , 1819 – bloom iron; 1804 , 1815А , 1815Б , 1817 – raw low-carbon steel;
1809 – solid steel; 1812–1814 – soldering with copper; 1811 – riveting with copper
Список литературы Новые данные о технологии изготовления кузнечной продукции сельских поселений золотой орды по результатам металлографических анализов изделий с селищ Багаевское и Широкий Буерак
- Зеленеев Ю. А., Измайлов И. Л., Недашковский Л. Ф., 2021. «Лучшим памятником ученым предшествующих поколений станет развитие их идей...»: памяти Леонида Теодоровича Яблонского (1950–2016) // Золотоордынское обозрение. Т. 9, № 4. С. 912–922. DOI: https://doi.org/10.22378/2313-6197.2021-9-4.912-922
- Колчин Б. А., 1953. Черная металлургия и металлообработка в Древней Руси (домонгольский период). МИА. № 32. М.: Изд-во АН СССР. 259 с.
- Колчин Б. А., 1985. Ремесло // Древняя Русь: Город, замок, село. Археология СССР. М.: Наука. С. 243–297.
- Недашковский Л. Ф., 2016. Интенсивность экономического развития Нижнего Поволжья золотоордынской эпохи (по материалам округи крупнейших городов) // Stratum Plus. № 6. С. 151–162.
- Недашковский Л. Ф., 2018. Химический состав изделий из цветных металлов с золотоордынских поселений северных районов Нижнего Поволжья // Stratum Plus. № 6. С. 243–254.
- Недашковский Л. Ф., 2021. Крупные золотоордынские города Нижнего Поволжья и их округа // Электронный научно-образовательный журнал «История». Т. 12, вып. 9 (107). DOI: https://doi.org/10.18254/S207987840017097-5
- Недашковский Л. Ф., Моржерин К. Ю., 2020. Костяные изделия из Укека // Золотоордынское обозрение. Т. 8, № 3. С. 472–503. DOI: https://doi.org/10.22378/2313-6197.2020-8-3.472-503
- Недашковский Л. Ф., Семыкин Ю. А., 2014. Результаты металлографического анализа изделий из черного металла с золотоордынских памятников Нижнего Поволжья (по материалам Хмелевского I и Багаевского селищ) // Ученые записки Казанского университета. Серия: Гуманитарные науки. Т. 156, кн. 3. С. 31–43.
- Недашковский Л. Ф., Ситдиков А. Г., Асылгараева Г. Ш., 2018. Памяти А.Г. Мухамадиева (1933–2018) // Поволжская археология. № 2 (24). С. 348–353. DOI: https://doi.org/10.24852/pa2018.2.24.348.353
- Недашковский Л. Ф., Шигапов М. Б., 2017. Находки с селища Широкий Буерак // Нижневолжский археологический вестник. Т. 16, № 2. С. 116–130. DOI: http://doi.org/10.15688/nav.jvolsu.2017.2.7
- Недашковский Л. Ф., Шигапов М. Б., 2019. Вооружение и конское снаряжение с Багаевского селища // Stratum Plus. № 5. С. 167–177.
- Недашковский Л. Ф., Шигапов М. Б., 2020а. Металлические изделия с Багаевского селища // Поволжская археология. № 4 (34). С. 185–198. DOI: https://doi.org/10.24852/PA2020.4.34.185.198
- Недашковский Л. Ф., Шигапов М. Б., 2020б. Металлические украшения с Багаевского селища в Нижнем Поволжье // Российская археология. № 2. С. 177–189. DOI: https://doi.org/10.31857/S086960630008260-5
- Розенфельдт Р. Л., 1953. Русские замки домонгольского времени // Краткие сообщения о докладах и полевых исследованиях Института истории материальной культуры АН СССР. Вып. 49. С. 32–38.
- Рыбаков Б. А., 1948. Ремесло Древней Руси. М. ; Л.: Изд-во АН СССР. 792 с.
- Семыкин Ю. А., 1991. Опыт физического моделирования на примере изготовления пружинного замка // Экспериментальная археология: Известия лаборатории экспериментальной археологии Тобольского пединститута. Вып. 1. Тобольск: Изд-во ТГПИ. С. 23–28.
- Семыкин Ю. А., 2015. Черная металлургия и кузнечное производство Волжской Булгарии в VIII – начале XIII в. Казань: Отечество. 228 с.
- Шаймуратова Д. Н., Аськеев И. В., Недашковский Л. Ф., 2021. Археоихтиологические исследования селищ периода Золотой Орды Саратовского Поволжья // Поволжская археология. № 4 (38). С. 191–204. DOI: https://doi.org/10.24852/PA2021.4.38.191.204
- Яворская Л. В., Недашковский Л. Ф., 2020. Археозоологические материалы Багаевского селища // Краткие сообщения Института археологии. Вып. 261. С. 393–402. DOI: https://doi.org/10.25681/IARAS.0130-2620.261.393-402
- Nedashkovskii L. F., 2009. Economy of the Golden Horde Population // Anthropology & Archaeology of Eurasia. Vol. 48, № 2. P. 35–50. DOI: https://doi.org/10.2753/AAE1061-1959480203
- Nedashkovsky L. F., 2012. Golden Horde Antiquities: The Development of Research Ideas // Acta Archaeologica. Vol. 83, № 1. P. 225–255. DOI: https://doi.org/10.1111/j.1600-0390.2012.00690.x
- Nedashkovsky L. F., 2014. Agriculture, Cattle Breeding and Trade in the Golden Horde Based on Data from Written Sources // Terra Sebus: Acta Musei Sabesiensis. Special Issue. Russian Studies. From the Early Middle Ages to the Present Day. P. 291–303.
- Nedashkovsky L. F., 2015. Trade in the Golden Horde Volga Region // Journal of Sustainable Development. Vol. 8, № 7. P. 199–206. DOI: https://doi.org/10.5539/jsd.v8n7p199
- Nedashkovsky L. F., Nurkhamitov M. R., 2019. Historical Characteristics of the Golden Horde City // Opcion. Ano 35, especial no. 23. P. 288–302.
