Новые находки «асимметричных топоров» и некоторые аспекты технологии производства

Автор: Соловьев А.И., Соловьева Е.А.
Журнал: Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий @paeas
Рубрика: Археология эпохи палеометалла и средневековья
Статья в выпуске: XXII, 2016 года.
Бесплатный доступ
В статье рассматриваются два топора из частной коллекции (Москва), которые дополняют линейку топоров с асимметричным сечением, выделенную авторами по материалам музеев Сибири. Оба экземпляра относятся к ранее выделенному III типу изделий. Вместе с тем один из них представляет собой новый, самостоятельный его вариант. На основе визуальных наблюдений рассматривается технологический аспект изготовления бойков данного типа. Выделяются два варианта размещения стальной пластины кромки лезвия на теле топора - сбоку у нижней кромки и между пластинами, образующими тело топора. Рассматриваются композиционные приемы ковки изделий, в т.ч. и многочастные схемы, которые, по всей видимости, являлись приоритетными. Обращается внимание и на буквенно-цифровую маркировку одного из предметов, которая представляется позднейшей инновацией.
Топор, тип, кузнечная ковка, технологическая схема, аббревиатура
Короткий адрес: https://sciup.org/14522403
IDR: 14522403 | УДК: 903.225
New findings of «asymmetric axes» and several aspects of their production technology
This article is studying two axes from a private collection (Moscow), which could supplement the group of axes with asymmetric section marked out by authors on the Siberian museums materials. Both items belong to marked out earlier III type of products. At the same time one of them represents new independent variant. On the basis of visual observations the technological aspect of production of axes of this type is considered. Two variants of placement of a steel plate on an axe body edge are marked out - sideways at the lower edge and between the plates forming the axe body. Composition methods of forging are considered including multipart schemes which, most likely, had the priority. The attention to alphanumeric marking of one of objects is paid. The last could be considered as the latest innovation.
Текст научной статьи Новые находки «асимметричных топоров» и некоторые аспекты технологии производства
Минувшей весной нам удалось ознакомиться еще с двумя топорами из группы с асимметричным полуклиновидным сечением, типологическая характеристика которых приведена в предыдущем выпуске настоящего сборника. Один из этих экземпляров относится к третьему из выделенных типов и хорошо вписывается в характеристики его первого «узколезвийного» подтипа. Это крупное массивное «утюгообразное» изделие с длинной и широкой, односторонне заточенной рабочей частью, заканчивающейся вытянутым вперед острым, фактически уже колющим носком (в данном случае об- ломанным) и оттянутой назад пяткой; с трубчатым массивным проухом, зауженным к носку; массивной ударной площадкой обуха, усиленной наварной металлической пластиной. Одна сторона изделия представляет собой плоскость, другая имеет стандартный для топора рельеф. На теле бойка вблизи наружного отверстия проуха читаются две грани, образующие слабое ребро, которое постепенно переходит в закругление трубки.
С этой стороны боек, как и ряд изделий данного типа, декорирован прямыми линиями с зубчатыми насечками, расположенными с обеих сторон обуш-
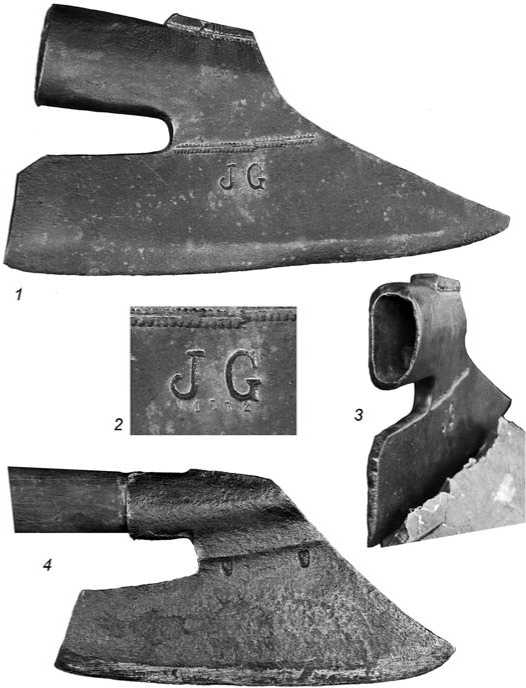
Рис. 1. Топоры III типа группы «асимметричного сечения» (из частной коллекции).
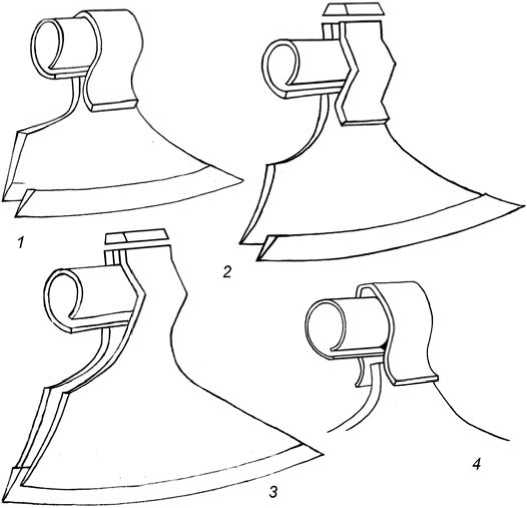
Рис. 2. Варианты технологических схем производства топоров группы с «асимметричным сечением».
ной части – внизу в области перехода к лезвию и сверху – у основания наварной площадки. Помимо них на теле топора неровно выбиты буквы JG и цифры 1652 (рис. 1, 1–3 ).
Второй топор заметно меньше и легче. Безусловно, относясь к тому же самому типу, он имеет ряд заметных отличий, которые позволяют рассматривать его как самостоятельную разновидность в рамках подтипа. Прежде всего, различается профиль изделия. Торец передней стороны заметно вогнут, что вместе с дугообразной формой лезвия делает носок топора приподнятым и сравнительно с другими экземплярами данного типа менее острым и вытянутым. Верхняя грань пятки несколько скошена вниз, на «выпуклой» стороне бойка ниже проуха заметно рельефное ребро, под которым «прочеканены» два полуэллиптиче-ских знака. Обратная сторона бойка, плоская и не имеет следов орнаментации. Топор снабжен прямой деревянной рукоятью, сделанной, по словам хозяина, недавно (рис. 1, 4). Данный экземпляр подвергался расчистке, которая позволила рассмотреть некоторые нюансы технологии его производства. Упомянутое ребро на рельефной стороне может поведать об одном технологическом «секрете» изготовления данного бойка. Втулка проуха, сварочный шов которой хорошо заметен на нижней ее части, сгибалась из отдельного листа металла (рис. 1, 4). Вокруг нее петлеобразно загибалась верхняя четверть заготовки топора, формируя, таким образом, его обушную часть. Участок этой самой пластины, который смыкался с лезвийной частью, проковывался и кузнечным способом сваривался с ней. Ребро под обухом на рельефной стороне бойка и обозначает границу петли и место кузнечной сварки (рис. 2, 1). Такая производственная схема хорошо известна меж средневековых изделий черной металлургии европейской части страны и Сибири [Молодин, Соловьев, 1977, с. 105–106]. Впрочем, возможны и многочастные монтажные схемы. Так, пластина, из которой формировался обух, могла быть заведомо короткой и представлять собой подобие скобы, между свободными концами которой зажималась отдельно откованная лезвийная часть изделия, к которой, в свою очередь, приваривалась стальная основа рабочей части (рис. 2, 4). Еще одним вариантом, на который указывают материалы некоторых более крупных топоров данного типа, могла быть схема, согласно которой обух сваривался из четырех частей: втулка, уплощенная заготовка лезвия, которая соответствует предполагаемому абрису изделия; дополнительная короткая изогнутая металлическая пластина, которая должна огибать втулку и формировать проух с противоположной – рельефной стороны (рис. 2, 2).
Происхождение предметов осталось неизвестным. Назначение их, по информации владельца, связано с протеской углов массивных венцов срубов, для чего изделиям якобы и придан асимметричный профиль. Но тогда следует признать необходимым наличие пары топоров с различным (правым и левым) расположением уплощенной стороны. Иначе возможна протеска только одной из сторон каждого угла. Однако вся известная нам совокупность изделий, независимо от типа, имеет плоскость с одной и той же – левой – стороны. Да и по данным о нескольких аналогичных изделиях, которыми поделился с нами хозяин вышеописанных бойков, все они имеют тождественную асимметрию.
При таком сугубо производственном назначении изделий несколько странным кажется конструкция заостренного носка. Столь же излишним кажется и усиление обуха, изрядно утяжеляющего орудие и требующего значительных физических усилий при работе с ним. К сожалению, мы не имели возможности провести дополнительные исследования образцов на предмет выявления баланса изделия, определения центра тяжести, центра удара, и ряда других характеристик, которые необходимы, согласно теории ручных ударных орудий В.А. Жели-говского и В.П. Горячкина, для определения механических свойств топоров, особенностей работы ими и КПД [Желиговский, 1936].
Визуальные наблюдения над некоторыми образцами крупных изделий этого типа, хранящимися в Колпашевском и Новосибирском краеведческом музеях, позволяют прийти к выводу о существовании еще одного технологического приема изготовления таких топоров, когда тело бойка ковалось из двух металлических полос, между которыми помещалась труба втулки и пластина высокоуглеродистой стали, предназначенная для создания рабочей кромки (рис. 2, 3 ). Косвенным указанием на это служит уже упомянутое наличие двух плоскостей, образующих слабо выраженную грань, которая и является своего рода «реликтом» боковой пластины-заготовки, согнутой а этом месте для удобства образования полости проуха. Последняя, как уже упоминалось, могла быть и короткой (рис. 2, 2 ).
Для ковки рабочей кромки лезвия использовался и более простой прием т.н. «бокового навара», когда стальная пластина присоединялась к одной из сторон железной основы. Отметим, что оба метода формирования рабочей кромки имели приблизительно одинаковое распространение. С позиций схемы создания тела бойка из двух половинок вполне логичным выглядит усиление обуха дополнительной наварной пластиной, ибо площадь соединения заготовок в этом месте весьма невелика, а значит и столь же невысока и прочность этого узла. Следовательно, именно здесь и надо было его укрепить.
На правой боковой стороне наварной пластины обуха у самого крупного из осмотренных нами бойков заметен знак в виде косого креста и двух вертикальных линий. Последний может быть прочитан как римская цифра XII. С высокой степенью вероятности его следует считать аутентичным. Дополнительным основанием для такого заключения может служить известная «перекличка сюжетов». А именно тот факт, что на обухе другого топора, на этот раз из фондов Новосибирского государственного краеведческого музея, на правой стороне обуха бойка, примерно на том же самом месте в аналогичной технике нанесен косой крест, который также может быть прочитан как римская цифра, на этот раз – Х. Касаясь представляемого материала, нельзя обойти вниманием буквенно-цифровую символику, неровно выбитую на щековице одного из бойков (см. рис. 1, 1 , 2 ). При всех тех интерпретационных возможностях, которые дарит соблазн считать цифры датой производства изделия, от этой мысли следует отказаться. И не в последнюю очередь из-за стилистики их написания, явно отличной от норм, которые демонстрирует столь массовый вещественный исторический источник, как нумизматический материал, сохранивший нанесенные на металл хронологические маркировки. Можно, конечно, возразить, что в одном случае речь идет о рельефе, а в другом – о глубокой чеканке. Но слишком уж различны визуальные характеристики знаков, да и в допетровское время, на которое, как будто, указывает дата, система летосчисления была иной, и использовались в ней, помимо всего прочего, буквенные обозначения.
Немало вопросов вызывают и заглавные буквы, которые как будто свидетельствуют о западноевропейском происхождении бойка независимо от того, являлись ли они сиглями, клеймом мастера или же монограммой хозяина. Впрочем, трактовка литер как знака мастера выглядит весьма уязвимо, прежде всего, с позиции серийности изделий. Вместе с тем аббревиатура JG (Юлиус Готфрид) известна в мире оружия. Она принадлежит известной немецкой оружейной компании, основанной в Гамбурге в 1856 г., много позже той даты, что обозначена на изделии. Собственно, к этому времени то- пор как боевое оружие уже практически прекратил свое существование.
Что касается сиглей – общепонятного эпиграфического сокращения слова, – то традиция их нанесения связана, в первую очередь, со знаковым и статусным белым оружием. Но, если с позиций клинковой эпиграфики подходить к истолкованию выбитых на щековице букв, то при известном допущении и доле фантазии в них можно распознать символы Иисуса или же в ином варианте – Иисуса и Девы-матери (Gentrix) (см. напр.: [Дрбоглав, 1984, табл. II]). Но это допущение тоже выглядит малоубедительным в силу ряда причин, обсуждение которых выводит нас за рамки, установленные для данной публикации. Отметим лишь упадок традиции христианской эпиграфики на оружии уже в развитом европейском Средневековье, не говоря о Новом времени. Хотя, конечно, можно допустить и исключения. В целом же чеканка букв выглядит более четкой и свежей, чем рисунок орнамента, что позволяет предполагать их более позднее совместное с цифрами происхождение. Весьма вероятно, что эти знаки были сделаны уже в наши дни с целью повышения маркетинговой привлекательности изделия. Что же касается его происхождения, то, учитывая весь круг ранее рассмотренных находок, его, на наш взгляд, следует связывать с русским производством. Хотя допустима и его принадлежность зарубежному иска- телю счастья, которых немало бродило по стране и находилось на государевой службе накануне и после петровских реформ. Нельзя, наверное, не учитывать и возможности его позднего происхождения, связанного с западными окраинами Российского государства. Тема же вероятностного использования данных изделий планируется к рассмотрению в следующей публикации.
Список литературы Новые находки «асимметричных топоров» и некоторые аспекты технологии производства
- Дрбоглав Д.А. Загажки латинских клейм на мечах IX-XIV веков. -М.: Изд-во МГУ, 1984. -149 с.
- Желиговский В.А. Эволюция топора и находки на метрострое//По трассе I очереди Московского метрополитена. -Л., 1936. -С. 138-148.
- Молодин В.И., Соловьев А.И. Классификация топоров могильника Кыштовка-2//Археология Южной Сибири. -Кемерово: Изд-во КемГУ, 1977. -С. 105-120.
