Новые подходы к оценке общей эффективности оборудования

Автор: Гракун А.А.
Журнал: Петербургский экономический журнал @gukit-journal
Рубрика: Управление качеством продукции. Стандартизация. Организация производства
Статья в выпуске: 3 (45), 2024 года.
Бесплатный доступ
Конкурентоспособность российских промышленных компаний в современных реалиях может быть обеспечена внедрением системы бережливого производства, которая основывается на достижении высокого качества продукции при низких издержках производства. Одним из инструментов оценки эффективности применения инструментов бережливого производства является расчет показателя общей эффективности оборудования (ОЕЕ - Overall Equipment Effectiveness). Благодаря использованию данного показателя предприятие своевременно выявляет и устраняет потери, проводит сравнительный анализ прогресса и повышения производительности оборудования. В статье рассмотрена общепринятая методика расчета показателя ОЕЕ, которая не учитывает важнейшую группу потерь, связанных с использованием человеческого капитала. Эти потери можно выделить в отдельную группу и рассмотреть. как частный фактор, влияющий на эффективность работы оборудования, так как, частая смена сотрудников не сможет обеспечить должную производительность особенно высокотехнологичного оборудования. В связи с этим наряду с рассмотрением ключевых показателей доступности производственных механизмов, производительности рабочих процессов и показателя качества выпускаемой продукции предлагается ввести в расчеты коэффициент постоянства производственного персонала (СЕ - consistency of employees) и вывести новый показатель эффективности и устойчивости оборудования (ЭУО). Автором также предложена система факторов трехуровневого порядка, определяющих причины отклонения фактических производственных результатов от плановых по четырем основным показателям: доступность, производительность, качество продукции, постоянство производственного персонала - с помощью применения данной системы сотрудники могут лучше интерпретировать полученные показатели, понимать изменения и тенденции, влияющие на производство.
Эффективность производства, показатель общей эффективности оборудования, человеческий капитал, бережливое производство, инструменты и методы, доступность производственных механизмов производительность рабочих процессов, качество продукции, коэффициент постоянства производственного персонала, показатель эффективности и устойчивости оборудования
Короткий адрес: https://sciup.org/140306789
IDR: 140306789 | УДК: 338.984
New approaches to evaluating the overall efficiency of equipment
The competitiveness of Russian industrial companies in modern realities can be ensured by the introduction of a lean production system, which is based on achieving high product quality at low production costs. One of the tools for evaluating the effectiveness of the use of lean manufacturing tools is the calculation of the overall equipment efficiency index (OEE). Thanks to the use of this indicator, the company timely identifies and eliminates losses, conducts a comparative analysis of the progress and improvement of equipment performance. The article discusses the methodology for calculating OEE, as well as the advantages and positive effects of using this indicator when implementing a lean manufacturing system. Losses associated with the use of human capital are allocated to a separate group when determining production losses, since frequent changes of employees will not be able to ensure proper productivity, especially of high-tech equipment. In this regard, along with the consideration of key indicators of the availability of production mechanisms, the productivity of work processes and the indicator of the quality of products, the calculation of the OEE indicator is supplemented by the coefficient of constancy of production personnel (CE). The author also proposed a system of factors of different order that determine the reasons for the deviation of actual production results from the planned ones according to four main indicators: availability, productivity, product quality, constancy of production personnel - with the help of this system, employees can better interpret the obtained indicators, understand changes and trends affecting production.
Текст научной статьи Новые подходы к оценке общей эффективности оборудования
Введение, обзор литературы, цель
Перед любым современным промышлен ным предприятием стоят задачи сокращения потерь и повышения эффективности производ ства , как первоочередные и обеспечивающие устойчивость производственных процессов .
Оценка эффективности производства – это многоуровневая задача, которая требует, с одной стороны, рассмотрения отдельных процессов внутри производственной системы и усовершенствования их с применением инструментов бережливого производства, с другой стороны, необходим мониторинг всего производственного процесса. Система показателей оценки эффективности производства должна быть комплексной и учитывать не только факторы рациональной эксплуатации и управления оборудованием, а также показатели производительности труда, уровень удовлетворения работников, показатели постоянства персонала. В работе Г. С. Еременко отражено, что в первый месяц на новом месте работы рабочий выполняет норму в среднем на 70–75 %. Экономический ущерб приносят также неквалифицированная эксплуатация машин и инструментов при освоении новой профессии, повышенные потери от брака и снижения качества продукции. Данные статистики гово- рят о том, что на рабочих со стажем работы до 1 года приходится от 60 до 76 % всех поломок оборудования и от 53 до 67 % всего брака. С каждым дополнительным годом, проведенным на предприятии, с каждым продвижением по службе ценность работника возрастает, так как у него появляются дополнительный профессиональный опыт, дополнительные навыки, коммуникационный опыт и налаженные коммуникационные связи, сокращается время выполнения заданий, снижается процент брака (или ошибок) в процессе работы, что особенно важно для производственного предприятия [1].
Цель работы рассмотреть общепринятую методику расчета показателя ОЕЕ и сформиро вать новый показатель оценки эффективности и устойчивости работы оборудования ( ЭУО ) с помощью введения в расчеты показателя постоянства производственного персонала (consistency of employees – СЕ ).
В работах таких авторов, как Д. П. Вумек, Д. Джонс [2], Т. Джексон [3], отражены подходы к системе бережливого производства. Д. Скворцов [4] оценивает эффективность рабочей силы как один из основных инструментов управления эффективностью производства. Материалы компании ABB GROUP, исследующей процессы внедрения бережли- вого производства на предприятиях, приводят результаты влияния показателя ОЕЕ на финансовые показатели компании [5].
Методы исследования
Сравнение , анализ и синтез , обобщение , экспертная оценка .
При использовании метода через сравнение были выявлены общие черты и различия у объ екта исследования на основе сопоставления его свойства . При анализе объект изучался на основе исследования его составляющих . Синтез позволил изучить объект путем уста новления взаимосвязей его отдельных элемен тов . Также были использованы обобщение и экспертная оценка .
Результаты и дискуссия
Для оценки эффективности оборудования или процессов по стоянно разрабатываются новые , все более современные и более точные системы показателей , анализирующие произ водительность труда , эффективность исполь зования оборудования , степень автоматизации производства и т . д . Для каждого предпри ятия показатели , используемые для оценки эффективности производства , будут разными в зависимости от вида деятельно сти , сферы деятельности , целей и задач . Для построения системы мониторинга ключевые показатели , как правило , ранжируются в зависимости от их влияния на конечный результат оценки . К факторам первого порядка относятся са мые важные показатели , изменение которых рассматривается в первую очередь , после их определения формируется система приори тетов второго уровня , показатели которого находятся в факторной связи с показателями приоритетов первого уровня . Подобным об разом формируются приоритеты третьего и последующих уровней , если это необходимо .
Эффективность бизнеса обычно измеряется с помощью ключевых показателей эффективности (KPI) и может включать процесс сравнительного анализа в отношении результатов деятельности. Большинство предприятий при оценке эффективности работы полагаются на финансовые показатели, такие как затраты на эксплуатацию и обслуживание или расходы в процентах от общего дохода, игнорируя нефинансовые [6]. Для обеспечения практической применимости результатов мониторинга, выстроенного на KPI, по каждому показателю должны быть установлены нормативы в абсолютных и\или относительных показателях. Далее по всем показателям первого и второго уровней определяются нормативные (плановые) задания и в процессе мониторинга осуществляется сравнение фактически достигнутых значений с плановыми, выявляются причины отклонений, осуществляется воздействие на объект контроля через принятие управленческих решений.
Оценку эффективности функционирова ния предприятий в мировой практике про водят с помощью показателя общей эффек тивности оборудования или OEE. Для его корректного расчета необходимо уточнить показатели использования рабочего времени оборудования ( табл . 1).
Показатель OEE рассчитывается по следу ющим формулам [7]:
OEE = A · Т · Q; (1) А = OT / PPT; (2) Т = (TP/OT) / IRR; (3) Q = GP / TP, (4)
где A (Availability) – показатель доступности производственных механизмов или беспе ребойности работы ( определяется по (2)); T (Throughput) – производительность рабочих процессов ( определяется по (3)); Q (Quality) – показатель качества выпускаемой продук ции ( определяется по (4)); ОТ (Operating Time) – эффективное операционное время ; РРТ (Planned Production Time) – планируемое производственное время ; TP (Total Pieces) – фактическое количество единиц продукции , выпущенное за операционное время ; IRR (Ideal Run Rate) – максимальное количество продукции , которую возможно производить в единицу времени ; GP (Good Pieces) – факти ческое количество единиц годной продукции , выпущенное за операционное время .
Потеря общей эффективности обору дования может происходить под влиянием каждого из факторов , входящих в расчет . Например , доступность использования обо рудования может снижаться из - за его неис правности , необходимо сти переналадки или
Табл. 1 . Показатели использования рабочего времени предприятия
Tab. 1. Indicators of the use of working time of the enterprise
|
Показатель использования времени |
Описание показателя |
|
|
Пояснения (примечание) |
Формула |
|
|
All time, АТ |
Календарный фонд времени (полное количество часов за год) |
24 ч · 365 дней = 8 760 ч |
|
Plant Operating Timе, POT |
Номинальный фонд времени работы оборудования – количество часов работы оборудования в году в соответствии с режимом работы и производственным планом предприятия |
– |
|
Planned Shut Down, PSD |
Время регламентированных остановок – временной период всех запланированных остановок (остановки на обед, ночные остановки, остановки на плановое ТО и Р и т. п.) |
– |
|
Planned Production Time, PPT |
Планируемое производственное время – временной период, в течение которого производственное оборудование должно производить продукцию |
PPT = POT – PSD |
|
Down Time Loss, DTL |
Потери времени на внеплановые остановки – временной период всех внеплановых остановок (поломка оборудования, нехватка сырья, затоваренность складов и т. п.) |
– |
|
Operating Time, OT |
Эффективное операционное время работы оборудования, как правило, является фактическим, так как внеплановые остановки не планируются, а выявляются фактически |
OT = PPT – DTL |
Источник: дополнено автором по материалам [1].
Source: supplemented by the author based on materials from [1].
регулировки . Производительность обору дования снижается при работе на холо стом ходу , незначительных остановках и снижении скорости . Качество выпускаемой продукции может ухудшится в результате дефектов про цесса и потерь при запуске .
Единой шкалы оценки показателя ОЕЕ не разработано, предприятие в зависимости от своих производственных возможностей и ограничений может установить собственное нормативное значение. Один из вариантов оценки значения показателя ОЕЕ для предприятия пищевой промышленно сти, предложенный А. Орловым, приведен на рис. 1.
Значение показателя , попадающее в ин тервал 25–55 %, свидетельствует о том , что предприятие , вероятно , только начинает оце нивать производственные процессы с помо щью расчета OEE и анализировать причины производственных потерь .

Рис. 1. Шкала оценки показателя общей эффективности оборудования
Fig. 1. The scale of evaluation of the overall efficiency of the equipment
Источник: [8].
Source: [8].
Значение показателя , попадающее в ин тервал 55–70 %, встречается у предприятий с довольно эффективной организацией произ водства , но , скорее всего , не использующих систему бережливого производства .
Значение показателя , попадающее в интер вал 70–100 %, характерно для высокотехноло гичных предприятий , использующих совре менное оборудование и методы управления производством . На этом уровне дальнейшие достижения становятся менее значительными , поэтому необходимо поддерживать производ ственные процессы на достигнутом уровне , стремясь к совершенству .
Общий анализ эффективности с помощью ОЕЕ позволяет разбить показатель на три основных компонента и отследить , где про исходит потеря эффективности . В каждый день работы производства при значении ОЕЕ , например , 50 % потери продукции происходят по - разному , и каждая потеря имеет свою соб ственную структуру затрат . Если произошла потеря 14 400 единиц продукции из - за того , что оборудование работало безупречно , без потери качества , но на половине максималь ной скорости , это совершенно не похоже на производство 28 800 единиц продукции на полной скорости , а затем утилизация 14 400 единиц продукции , не соответствующих тех ническим характеристикам [9].
Необходимо отметить , что на ОЕЕ оказы вают влияние не только факторы , связанные с оборудованием , но также квалификация оператора , наличие и качество исходных ма териалов , планирование производства и т . д . Таким образом , необходимо делать отличия между отдельно взятым ( изолированным ) оборудованием и оборудованием , интегриро ванным в производственную среду .
R. C. Leachman отмечает, что знание только показателя ОЕЕ недостаточно для выявления направления для улучшения производственного процесса. Необходимо оценивать многочисленные компоненты ОЕЕ по отдельности, только в этом случае можно определить направление возможных улучшений. При более детальном рассмотрении показателя ОЕЕ выясняется, что некоторые компоненты являются взаимозависимыми, например опе- рационная эффективность и эффективность скорости: при повышении эффективности скорости снижается эффективность операционная, и наоборот.
Анализ литературы показывает , что основ ная доля исследований направлена на опре деление компонентов OEE. Можно сделать вывод , что необходимо дальнейшее уточнение для применения OEE и его компонентов .
При внедрении систем бережливого про изводства в отдельную группу выделяются потери , связанные с использованием челове ческого капитала . Человеческий капитал мож но описать как совокупность знаний , навыков , опыта , образования и здоровья работников , которые они применяют в своей работе . Эффективно вовлеченные сотрудники эконо мически более выгодны компании , как пока зывают исследования , такие сотрудники про дуктивнее на 21 %, реже увольняются и доход компаний , в которых они работают , выше на 26 % [10]. Исследование анализа факторов и проблем повышения производительности тру да на российских предприятиях , проведенное Центром исследований структурной политики НИУ ВШЭ в 2019 г ., свидетельствует о вли янии показателей производительности труда на инвестиции в основные фонды , выход на новые рынки , участие в экспортной деятель ности , расходы на проведение исследований и разработок , технологические и организаци онные инновации [11].
Исследование Уортонской школы бизнеса, опубликованное в 2022 г., определило взаимосвязь текучести кадров на предприятии и качества производимой продукции [5]. На основании анализа данных крупнейшего производителя смартфонов было установлено, что каждое процентное увеличение еженедельного числа рабочих, уходящих со сборочной линии (еженедельная текучесть кадров), увеличивает количество отказов на производстве на 0,74–0,79 % в связи с тем, что вновь принятые, неопытные и малоподготовленные работники тратят больше времени на рабочие операции и настройку оборудования. Автором предлагается усовершенствовать общепринятый расчет показателя ОЕЕ и вывести новый коэффициент измерения эффек- тивности и устойчивости оборудования. Для этого введем в (1) коэффициент постоянства производственного персонала (СЕ). Работник является носителем человеческого капитала, выражающегося в опыте, знаниях, навыках работы на конкретном участке производства, частая смена сотрудников не сможет обеспечить должную производительность даже высокотехнологичного оборудования. Текучесть персонала может повлиять именно на производительность оборудования и качество продукции, которые являются составными частями ЭУО:
ЭУО = A × T × Q × CE.
Коэффициент постоянства производственного персонала , определяется по формуле
CE = ( среднесписочная численность производственного персонала – число выбывших сотрудников *) / ( среднесписочная численность производственного персонала ).
При этом число выбывших сотрудников учитывается , как число выбывших по при чинам субъективного характера ( выход на пенсию , служба в армии и др .) и уволившихся по собственному желанию .
Значение показателя СЕ в интервале 0,90–1 считается устойчивым и не оказывает значи тельного влияния на общую производитель ность оборудования ; значение показателя 0,90–0,80 свидетельствует об изменениях в кадровом составе ; значение СЕ ниже 0,80 тре бует взять на контроль и провести анализ при чин текучести производственного персонала .
Цель бережливого производства определяется как «непрерывный процесс устранения потерь», а затраты на рабочую силу являются одними из самых значительных [12]. Таким образом, необходимым условием внедрения механизмов бережливого производства является оценка эффективности и продуктивности использования рабочей силы.
Следовательно , производительность труда , укомплектование персоналом и сохранение стабильной рабочей силы на производстве яв ляется критически важным для бесперебойной работы оборудования и сохранения качества продукции [13–15].
В табл . 2 приведены гипотетические дан ные о показателях , которые будут использо ваться для расчета вклада коэффициента СЕ в расчет ЭУО .
В табл . 2 представлены три варианта рас чета показателя оценки эффективности и устойчивости производственных процессов .
Первый вариант характеризует ситуацию , когда показатель ЭУО находится в допустимом значении , постоянство персонала и качество выпускаемой продукции находятся на высоком уровне , есть проблемы с доступностью и про изводительностью производственных линий .
Второй вариант характеризует ситуацию повышения текучести кадров , и здесь не обходимо рассматривать факторы второго и третьего порядка по группе « По стоянство производственного персонала » ( рис . 2), по влекшие за собой снижение показателя ЭУО практически на 7 %.
Третий вариант характеризует ситуацию , когда постоянство персонала находится на должном уровне , но вследствие увеличения брака готовой продукции показатель ЭУО
Табл. 2 . Использование коэффициента постоянства производственного персонала в расчете ЭУО
Tab. 2. The use of the coefficient of constancy of production personnel in the calculation of ЭУО
|
Показатель |
Вариант 1 |
Вариант 2 |
Вариант 3 |
|
Доступность (А), % |
88,0 |
88,0 |
88,00 |
|
Производительность (T), % |
85,0 |
85,0 |
85,00 |
|
Качество (Q), % |
95,0 |
95,0 |
80,00 |
|
OEE, % |
71,1 |
71,1 |
59,84 |
|
Постоянство производственного персонала (СЕ), % |
95,0 |
85,0 |
95,00 |
|
ЭУО, % |
67,5 |
60,4 |
56,85 |
Источник: составлено автором. Source: compiled by the author.



|
к со ? § О J >- со со со ф е X |
со О X Б 5 о О О. |
|
И 5 со Ф СО I X |
СО о X X X о |
|
со “ S 11 |
|
|
о ? ° о Ф X * <0 « ч с а |
о <0 х я 7 а СП О ф |
L О 1 Г X |
|
<0 2 s <0 X а I 0 £ Ю а а I |
со 0 0 <0 0 0 0 ф X |
X к * 1 8 5 о I Я н Ф Q Я £ Ф ь 0 S У е т Ч Ч ? ф ф « I й г их о л и |
|
CD О X co о c <0 а co |
X c x * о 2 x ф Ф Я x Я co c i- ► 0 |
ф 2 ID <0 e 0 |
|
cc co co к X 4 X co co c Ф X |
X X m co X Ф co X и 2 X |
ф * T 5 CD & ¥ ф ? |
|
X ? £ а со |
2 о |
Ф X |
5 X |
|
1 X |
|||
|
и со |
0 |
||
|
<0 о |
Ю 5 |
||
|
СП £ £ п 0 5 0 § 2 <0 Ю X |
S s 1 1 S ? J “ <0 2 § 1 5 | |
C CO x г |
a | ф Ф 1 J Ф a ^ co co a c |
|
X a * 2 co J 0 Ф c f co m |
3 c ф Ф II 3 co 2 и co qf M co 0 c |
Ф co co ? X 0 co ~ 0 « 2 <0 11 |
|
X X co co X co co x 0 ф 0 Ф 4c 0 |
(0 2 о CD И CO го ф к l 2 о ф a co |
СО ф I X Ф X 0 co s “ а о ОС 0 S х ф CD С |
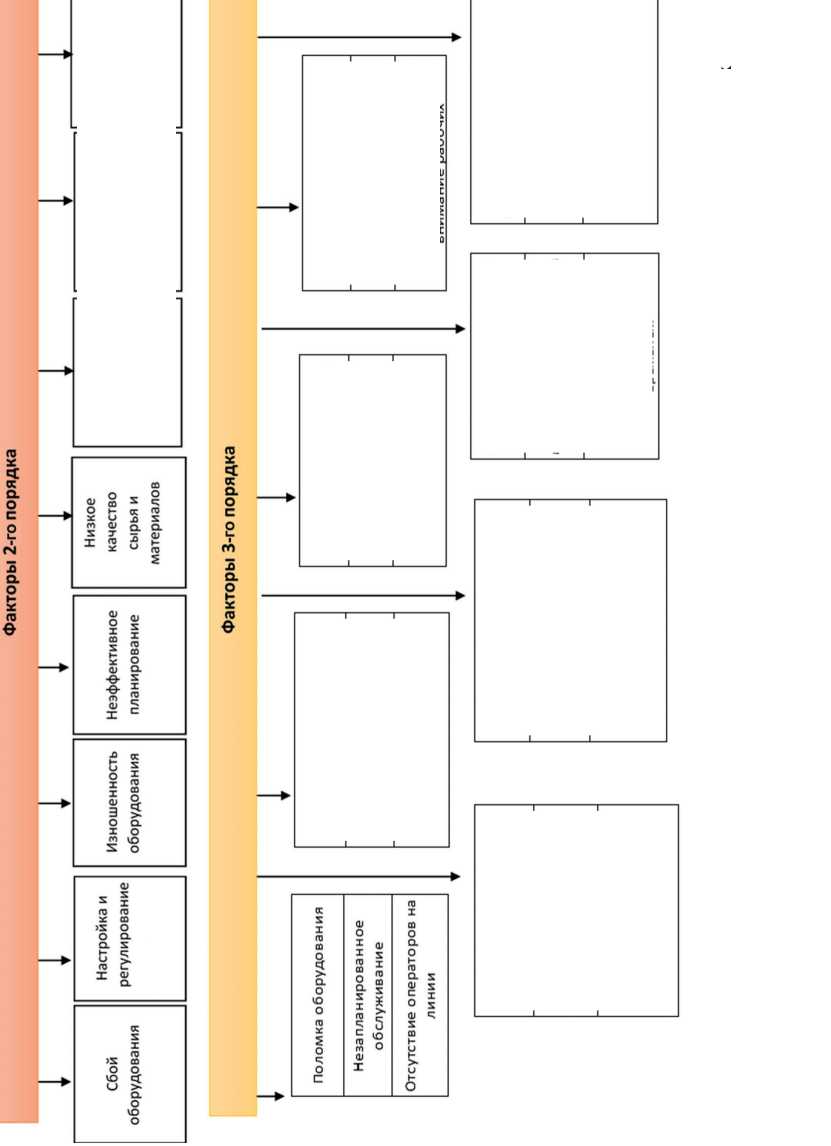
Рис. 2. Факторы, определяющие причины отклонения фактических производственных результатов от плановых Fig. 2. Factors determining the reasons for the deviation of actual production results from planned
Источник: составлено автором.
Source: compiled by the author.
продолжает падать , и здесь также необходимо рассматривать факторы второго и третьего по рядка по группе « Качество продукции » ( рис . 2).
Автором предложена система факторов трехуровневого порядка , определяющих причины отклонения фактических произ водственных результатов от плановых по 4 ключевым показателям : доступность , производительность , качество продукции , постоянство производственного персонала . С помощью применения данной системы сотрудники могут лучше интерпретировать полученные показатели ОЕЕ и ЭУО , пони мать изменения и тенденции , влияющие на производство , с целью отслеживания дина мики и управления .
Заключение
Показатель ОЕЕ часто считается чисто производственным и используется при построении систем анализа эффективности работы оборудования. Однако сокращение внутрипроизводственных потерь связано с оптими- зацией общего рабочего процесса и системы управления. Фактически показатель OEE отражает потери производства и позволяет находить практически все факторы снижения эффективности оборудования, что является основополагающим моментом для поиска лучших способов сокращения или устранения производственных потерь, а также внедрения системы бережливого производства. Повышение производительности труда и постоянство работников выступают индикаторами успешного внедрения системы бережливого производства, и при оценке эффективности оборудования целесообразно использовать показатель ЭУО. Внедрение лучших практик бережливого производства, связанных с повышением производительности труда и персоналом, таких как Кайзен, Картирование, Шесть сигм, ТРМ (Total Productive Maintenance), SMED (SingleMinute Exchange of Dies), может повысить мотивацию персонала, работоспособность, ответственность и лояльность к компании.
Список литературы Новые подходы к оценке общей эффективности оборудования
- Еременко Г. С. Проблема текучести кадров и пути стабилизации трудовых коллективов: [учеб. пособие] / Г. С. Еременко. Рига: МИПКСНХ, 1982. 44 с.
- Вумек Д. П., Джонс Д. Т. Бережливое производство: как избавиться от потерь и процветания вашей компании. М.: Management Improving the effi ciency of the company based Альпина Бизнес Букс, 2021. 473 с.
- Джексон Томас. Хосин канри: как заставить стратегию работать. М.: Ин-т комплексных стратегических исследований, 2008. 248 с.
- Скворцов Д. Общая эффективность рабочей силы / Д. Скворцов // Простоев.НЕТ. 2015. № 3(4). С. 21–24. URL: https://prostoev.net/obshhaya-effektivnost-rabochej-sily/ (дата обращения: 15.10.2023).
- OEE as a fi nancial KPI / Официальный сайт ABB GROUP. URL: https://new.abb.com/industrial-software/digital/oee-overall-equipment-effectiveness/oee-meaning---oeeas-a-performance-kpi (дата обращения: 15.10.2023).
- Абрамова И. Г. Анализ показателя общей эффективности технологического оборудования «OEE» на основе показателей оценки рабочего времени, используемых в российской практике / И. Г. Абрамова // Инновационные технологии в машиностроении: сб. тр. X Междунар. науч.-практ. конф., Томск, 23–25 мая 2019 г. Томск: Нац. исслед. Томский политехн. ун-т, 2019. С. 279–284.
- Каляшина А. В. Общие подходы к оценке эффективности промышленного оборудования / А. В. Каляшина // Фундаментальные исследования. 2016. № 12-5. С. 980–984.
- Орлов А. Производство и его эффективность / А. Орлов // Хлебопродукты. 2022. № 3. С. 14–16. URL: https://elibrary.ru/download/elibrary_48038157_19060647.pdf (дата обращения: 15.10.2023).
- Тихомиров И. А. Совершенствование системы качества обслуживания оборудования пищевых предприятий на основе развертывания элементов ТРМ: специальность 05.02.23 «Стандартизация и управление качеством продукции»: автореф. дис.... канд. техн. наук / Тихомиров Илья Анатольевич. М., 2007. 25 с.
- Labour effi ciency measurement: the hybrid methods. URL: https://www.researchgate.net/publication/352203444_Labor_Effi ciency_Measurement_The_Hybrid_Method (дата обращения: 12.10.2023).
- Факторы роста производительности труда на предприятиях несырьевых секторов российской экономики [Текст]: докл. к XXI Апр. междунар. науч. конф. по проблемам развития экономики и общества, Москва, 2020 / Ю. В. Симачев (рук. авт. кол.), М. Г. Кузык, А. А. Федюнина и др.; Нац. исслед. ун-т «Высшая школа экономики». М.: Издательский дом Высш. шк. экономики, 2020. 60 с.
- Ganebnykh E. Game based learning of lean manufacturing: decreasing personnel resistance / E. Ganebnykh, I. Altsybeeva, E. Gurova // SHS Web of Conferences: 3rd Intern. Conf. on Industrial Engineering (ICIE–2017), Санкт-Петербург, 16–19 мая 2017 г. Vol. 35. СПб.: EDP Sciences, 2017. P. 01029.
- Центр компетенций как инструмент обучения и исследований по бережливому производству / С. Н. Кузьмина, О. С. Артамонова, В. В. Силаева, О. А. Ерочкина // Качество. Инновации. Образование. 2022. № 5. С. 42–49.
- Кузьмина С. Н., Артамонова О. С., Ерочкина О. А. Перспективы использования инструментария фабрики процессов в обеспечении эффективности деятельности организаций сферы услуг // Интеллектуальный пункт пропуска в России и мире: компетентностный подход к созданию: сб. докл. Междунар. практ. конф., Санкт-Петербург, 2023. С. 161–164.
- Яковлев А. А. Роль издержек производства в обеспечении качества экономических агентов на принципах бережливости // Петерб. эконом. журн. 2020. № 3. С. 132–140.
