О влиянии режимов перемешивания на качество пенобетонной смеси

Автор: Шуйский А.И., Щербань Е.М., Стельмах С.А., Доценко Н.А., Кокорин Д.В., Лукьянов А.А.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 3 (78), 2020 года.
Бесплатный доступ
Для приготовления пенобетонной смеси на основе анализа априорной информации использовалась одностадийная технология приготовления пенобетонной смеси. В качестве перемешивающего устройства рассмотрены турбулентные смесители. Необходимым условием применимости смесителя служит обеспечение суспендирования частиц в объеме смешения. Рассматриваются особенности перемешивания только таких дисперсных систем «твердая фаза - жидкость», для которых характерны достаточно высокие скорости осаждения частиц, что применимо к пенобетонным смесям. Цементно-песчаные суспензии проявляют склонность к быстрому расслоению после прекращения перемешивания. Рассмотрены зависимости однородности структуры пенобетонной смеси от скорости вращения активатора и времени перемешивания. На основании результатов исследования сделаны следующие выводы. Влияние скорости перемешивания на однородность пенобетонной смеси изучалось на лабораторном турбулентном смесителе с конической частью 150 л. Использованы четыре отражательные перегородки, установленные на внутренней стороне корпуса смесителя. В качестве перемешивающего органа применяли трехлопастной активатор. Регулирование скорости вращения активатора осуществлялось изменением передаточного числа клиноременного привода, для этого использовался набор шкивов разного диаметра. Скорость вращения электродвигателя оставалась постоянной. Рациональная скорость вращения активатора при приготовлении пенобетонной смеси заданной однородности находится в интервале от 450 до 550 об./мин; рациональное значение времени перемешивания, обеспечивающее заданную однородность пенобетонной смеси, - в интервале от 3,5 до 5,5 мин.
Пенобетонная смесь, турбулентный смеситель, однородность перемешивания, скорость вращения активатора, время перемешивания
Короткий адрес: https://sciup.org/142228791
IDR: 142228791 | УДК: 691.327.333
On the influence of mixing modes on the quality of the foam-concrete mixture
In the article, for the preparation of a foam concrete mixture based on an analysis of a priori information, a one-stage technology for the preparation of a foam concrete mixture was used. Turbulent mixers are considered as a mixing device. A necessary condition for the applicability of the mixer is to ensure the suspension of particles in the mixing volume. The authors consider the features of mixing only such dispersed systems "solid phase - liquid", which are characterized by sufficiently high particle deposition rates, which is applicable to foam concrete mixtures. Cement-sand suspensions show a tendency to rapid separation after stopping mixing. The dependences of the homogeneity of the structure of the foam concrete mixture on the speed of rotation of the activator and the mixing time are considered. Based on the results of the study, the following conclusions are made. The effect of mixing speed on the uniformity of the foam concrete mixture was studied by us on a laboratory turbulent mixer with a conical part of 150 liters. Reflective partitions installed on the inside of the mixer body were used; the number of partitions was 4. A three-blade activator was used as a mixing organ. The control of the activator rotation speed was carried out by changing the gear ratio of the V-belt drive, for this a set of pulleys of different diameters was used. The rotation speed of the electric motor remained constant. The rational speed of rotation of the activator in the preparation of the foam concrete mixture of a given uniformity is in the range from 450 to 550 rpm; rational value of the mixing time, providing a given uniformity of the foam concrete mixture, is in the range from 3.5 to 5.5 minutes.
Текст научной статьи О влиянии режимов перемешивания на качество пенобетонной смеси
Расчет турбулентного потока представляет собой не решенную теоретически задачу, поэтому имеются только качественные показатели, полученные экспериментальным путем.
Установлено, что при возбуждении пенобетонной смеси активатором формируется трехмерное поле скоростей, из чего следует, что окружная составляющая значительно превышает радиальную и меридианальную составляющие скорости. При этом отмечено наличие двух зон с существенно разными циркуляционными характеристиками, это приводит к ухудшению скоростного режима, что является одной из причин недостаточного перемешивания компонентов.
Несмотря на то что в последнее время разработано большое количество новых конструкций аппаратов с мешалками [1] для приготовления ячеистых бетонов, реализация стабильного процесса перемешивания связана с значительными трудностями и достигается в основном опытным путем для конкретного типа смесителя, состава и даже объема перемешиваемых материалов, т.е. практически без достоверной степени обобщения.
В настоящее время определен ряд механических факторов, оказывающих существенное влияние на процесс перемешивания [1–3], однако формализация процесса находится на начальном этапе. Так, чтобы получить количественные характеристики потоков смеси численными методами (МКЭ), необходимы еще не достигнутые мощности ЭВМ [4].
В связи с этим в рамках проводимой работы выделен ряд параметров, оказывающих существенное влияние на качество получаемой смеси. Например, если увеличить содержание твердой фазы от 3,4 до 37,31 % по весу [2], то параметр критической скорости (скорость при которой частицы твердой фазы распределяются по всему объему смеси) возрастет на 27 %, а время смешения увеличивается на 70,5 %. Этот пример отчетливо показывает влияние циркуляционного расхода суспензии. В свою очередь, параметр циркуляции указывает на четкую зависимость диаметра сосуда на время смешивания.
В результате проведенных экспериментов [4] с двухфазной системой «вода - воздух» установлена зависимость между безразмерным параметром, характеризующим насосную производительность мешалки, относительным содержанием газа в системе, временем перемешивания и числом оборотов мешалки, расходом энергии на перемешивание и скорости аэрации [5-7].
Для приготовления пенобетонной смеси на основе анализа априорной информации использовалась одностадийная технология приготовления пенобетонной смеси.
В качестве перемешивающего устройства целесообразно рассмотреть турбулентные смесители. Более 50 % перемешивающих устройств, применяемых в промышленности, используются для перемешивания жидких сред, содержащих твердые частицы. Необходимым условием применимости смесителя служит обеспечение суспендирования частиц в объеме смешения. Были рассмотрены особенности перемешивания только таких дисперсных систем «твердая фаза – жидкость», для которых характерны достаточно высокие скорости осаждения частиц, что применимо к пенобетонным смесям. Цементно-песчаные суспензии проявляют склонность к быстрому расслоению после прекращения перемешивания [8-12].
Объекты и методы исследования. Результаты и их обсуждение
Рассмотрим зависимость однородности структуры пенобетонной смеси от скорости вращения активатора и времени перемешивания.
Влияние скорости перемешивания на однородность пенобетонной смеси изучалось на лабораторном турбулентном смесителе D = 250 мм с конической частью α к = 60 ° объемом V см = 150 л. Использованы отражательные перегородки шириной b = 0,06D, количество перегородок J = 4, они установлены на внутренней стороне корпуса смесителя. В качестве перемешивающего органа использован трехлопастной активатор. Регулирование скорости вращения активатора от 150 до 950 об./мин осуществлялось изменением передаточного числа клиноременного привода, для этого применялся набор шкивов разного диаметра. Скорость вращения электродвигателя оставалась постоянной и равной 1500 об./мин. Состав пенобетонной смеси для получения пенобетона средней плотности 600 кг/м3 принимался следующий: цемент – 60 кг; песок – 30 кг; вода – 72 л; пенообразователь – 0,15 л.
Измерение плотности пенобетонной смеси в объеме смесителя проводилось по методике, представленной в [13]. Результаты проведенного эксперимента приведены на рисунке 1.
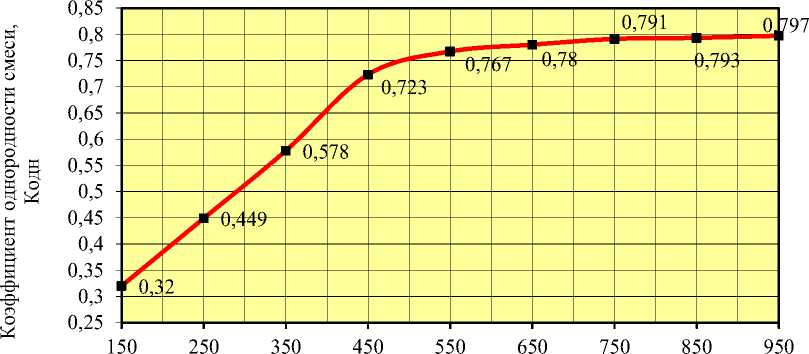
Обороты активатора n, об./мин
Рисунок 1 – Зависимость коэффициента однородности пенобетонной смеси от количества оборотов активатора
Увеличение скорости вращения активатора от 150 до 550 об./мин приводит к увеличению коэффициента однородности пенобетонной смеси К одн . Эти результаты указывают на то, что повышается интенсивность распределения частиц смеси в радиальном и осевом направлении смесителя. Дальнейшее увеличение скорости вращения активатора от 550 до 950 об./мин приводит к незначительному росту К одн , но при этом наблюдается резкое увеличение общей плотности смеси с 800 до 1100 кг\м3, что объясняется разрушением образовавшейся поровой структуры при высоких скоростях вращения активатора (табл.).
Вовлечение воздуха в смесь из пространства над ее поверхностью происходит в результате образования каверн лопастями перемешивающего устройства, что зависит от интенсивности нарушения сплошности поверхности смеси. При скорости от 150 до 400 об./мин объем вовлекаемого воздуха увеличивается и достигает максимального значения при скорости активатора 550 об./мин. При увеличении скорости перемешивания более 550 об./мин разрыв пузырьков и выход воздуха на поверхность происходит интенсивнее, нежели процесс образования и дробления новых. В результате этого чрезмерное увеличение скорости перемешивания приводит к уменьшению объема вовлеченного воздуха и увеличению общей плотности смеси. Проведенные исследования позволяют сделать вывод, что рациональная скорость вращения активатора при приготовлении пенобетонной смеси заданной однородности находится в интервале 450…550 об./мин.
Таблица
Изменение плотности поризуемой смеси при изменении скорости вращения активатора
|
Скорость вращения активатора, об./мин |
Значение К одн |
Плотность смеси ρ смеси , кг/м3 |
Плотность бетона ρ пб , кг/м3 |
|
150 |
0,32 |
986 |
860 |
|
250 |
0,45 |
891 |
730 |
|
350 |
0,58 |
863 |
680 |
|
450 |
0,72 |
790 |
620 |
|
550 |
0,77 |
803 |
630 |
|
650 |
0,78 |
847 |
670 |
|
750 |
0,79 |
908 |
760 |
|
850 |
0,79 |
976 |
830 |
|
950 |
0,8 |
1085 |
920 |
Далее рассмотрим зависимость однородности структуры пенобетонной смеси от времени перемешивания.
Определение влияния длительности перемешивания на однородность структуры пенобетонной смеси изучалось при скорости вращения активатора 550 об./мин. Методика проведения эксперимента аналогична методике определения скорости вращения активатора. Результаты эксперимента приведены на рисунке 2. Установлено, что с увеличением времени приготовления смеси в период до t = 3,5 мин однородность пенобетонной смеси возрастает до значения К одн = 0,77. Дальнейшее увеличение времени перемешивания от 3,5 до 8 мин приводит к незначительному росту значений коэффициента однородности смеси.
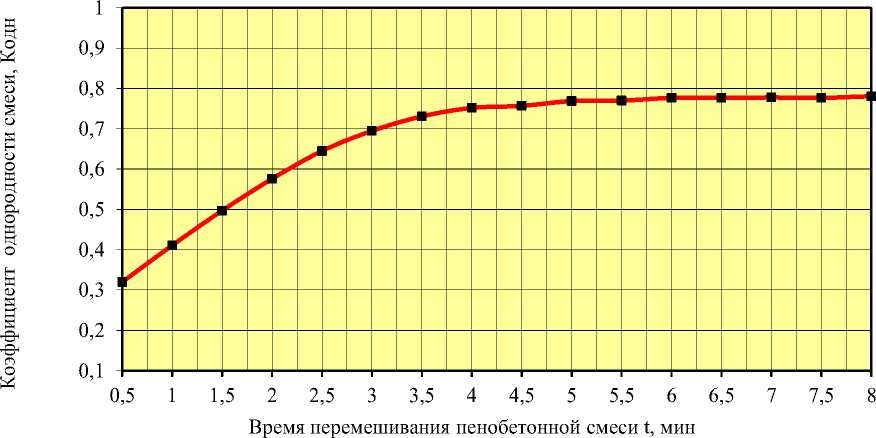
Рисунок 2 – Влияние времени перемешивания на однородность пенобетонной смеси
Из приведенных данных следует, что рациональное значение времени перемешивания, обеспечивающее заданную однородность пенобетонной смеси К одн , находится в интервале t = 3,5…5,5 мин. При определении режимов производства пенобетонной смеси в разработанном турбулентном смесителе могут быть использованы результаты исследования (см. рис. 2).
Выводы
На основании результатов всего исследования можно сделать следующие выводы:
-
1) рациональная скорость вращения активатора при приготовлении пенобетонной смеси заданной однородности находится в интервале 450…550 об./мин;
-
2) рациональное значение времени перемешивания, обеспечивающее заданную однородность пенобетонной смеси К одн , находится в интервале t = 3,5…5,5 мин.
Список литературы О влиянии режимов перемешивания на качество пенобетонной смеси
- Кафаров В.В. Основы массопередачи. – М.: Высшая школа, 1972. – 496 с.
- Карасев И.Н., Гзовский С.Я. Хим. нефт. маш. - 1964. - № 6. - С. 16.
- Uhl V.W., Gray J.B. Mixing Theory and Practice. T. I. Academic Press. - N.Y., 1966.
- O’Connell F.P., Mack D.E. Chem. Eng. Progr. - 1950. N 46. - P. 358.
- Стренк Ф. Перемешивание и аппараты с мешалками. – Л.: Химия, 1975. – 384 с.
- Румянцев Б.М., Зудяев Е.А., Критарасов Д.С. Технология и оборудование для производства пенобетонов методом сухой минерализации пены // Строительные материалы, оборудование, технологии XXI века. – 1999. – № 3-4. – С. 36–37.
- Моргун Л.В. Моргун В.Н. Влияние дисперсного армирования на агрегативную устойчивость пенобетонных смесей // Строительные материалы. – 2003. – № 1. – С. 33–35.
- Кузнецов С.В. Влияние параметров процесса перемешивания на структурообразование и свойства пенобетонных смесей // Материалы междунар. науч.-практ. конф. «Проблемы и достижения строительного материаловедения». – 2005. – С. 44-45.
- Шуйский А.И., Кузнецов С.В. Влияние положения активатора на потребляемую мощность пенобетоносмесителем турбулентного типа // Материалы междунар. науч.-практ. конф. «Строительство 2005». – 2005. – С. 52-53.
- Shuisky A., Stelmakh S., Shcherban E. et al. Recipe-technological aspects of improving the properties of nonautoclaved aerated concrete // MATEC Web of Conferences – 2017. - N 129. - P. 05011.
- Щербань Е.М., Гольцов Ю.И., Ткаченко Г.А. и др. Рецептурно-технологические факторы и их роль в формировании свойств пенобетонов, полученных из смесей, обработанных переменным электрическим полем // Инженерный вестник Дона. – 2012. – № 3.
- Щербань Е.М., Стельмах С.А., Гольцов Ю.И. и др. Эффективность электрофизической активации пенобетонных смесей // Инженерный вестник Дона. – 2013. – № 4.
- Шуйский А.И., Кузнецов С.В., Стельмах С.А. и др. О влиянии некоторых геометрических параметров пенобетоносмесителя на качество пенобетонной смеси и потребляемую мощность // Вестник ВСГУТУ. – 2020. – № 2. – С. 51–58.
