Об одной задаче электрохимической заточки режущих инструментов

Бесплатный доступ
Поставлена и решена двумерная задача об электрохимической заточке лезвия режущего инструмента. Математическая модель задачи позволяет определить форму затачиваемой поверхности в зависимости от геометрии электрода-инструмента. Исходная задача сводится к задаче о фиктивном плоскопараллельном потенциальном течении идеальной несжимаемой жидкости. Результаты расчетов формы затачиваемого лезвия для частных случаев представлены в виде графиков.
Электрохимическая обработка, идеальная несжимаемая жидкость, гидродинамическая аналогия, теория функции комплексной переменной
Короткий адрес: https://sciup.org/148333219
IDR: 148333219 | УДК: 621.9.047:532.528 | DOI: 10.18137/RNU.V9187.26.01.P.22
On the problem of electrochemical sharpening of cutting tools
A two-dimensional problem concerning the electrochemical sharpening of a cutting tool blade is posed and solved. The mathematical model allows determining the shape of the sharpened surface depending on the geometry of the tool-electrode. The original problem is reduced to the problem of a fictitious planeparallel potential flow of an ideal incompressible fluid. The results of the calculations of the sharpened blade shape for particular cases are presented as graphs.
Текст научной статьи Об одной задаче электрохимической заточки режущих инструментов
Для затачивания режущих инструментов можно применять методы электрохимической обработки металлов. Заточка осуществляется за счет анодного растворения заготов-
Об одной задаче электрохимической заточки режущих инструментов ки (анода) в проточном электролите с помощью специального формообразующего электрода-инструмента (катода). Создавая повышенную плотность тока на режущей части инструмента за счет соответствующей ее ориентации относительно катода, можно повысить интенсивность анодного растворения на этом участке, что, в свою очередь, приводит к заострению лезвия [1–5].
Метод электрохимической заточки используется в различных отраслях, например, в машиностроении для обработки твердосплавных инструментов, медицинской технике при производстве хирургических инструментов и др.
В данной работе в рамках модели идеального процесса [6; 7] найдено численно-аналитическое решение двумерной задачи определения формы затачиваемой поверхности для одной из возможных схем электрохимической заточки.
В модели рассматриваемой задачи предполагается, что электрохимическая обработка производится неподвижным катодом с использованием электролитов с пассивирующими свойствами. Например, при обработке деталей из стали такими являются электролиты на основе водного раствора нитрата натрия. В процессе обработки с течением времени плотность тока на обрабатываемой поверхности достигает предельного значения , и анодное растворение металла прекращается. Описанный режим электрохимической обработки называется предельным, получаемая форма обработанной поверхности – предельной [3; 8; 9].
Схема электрохимической обработки
Геометрия межэлектродного промежутка имеет вид (см. Рисунок 1): ABCDC'B'A' – граница заготовки детали; ARPEP'R'A' – граница электрода-инструмента. Система декартовых координат ( x 1, y 1) связана с катодом, и ее начало выбрано в точке R . Точки A , E , A' являются бесконечно удаленными.
Между границами электродов в процессе электрохимической обработки осуществляется прокачка раствора электролита для удаления продуктов электрохимических реакций. Такой электрод можно применять для двусторонней заточки лезвия.
В силу симметрии межэлектродного промежутка ограничимся рассмотрением ее симметричной нижней части, определенной границами электродов ABCD , ARPE и линией симметрии DE .
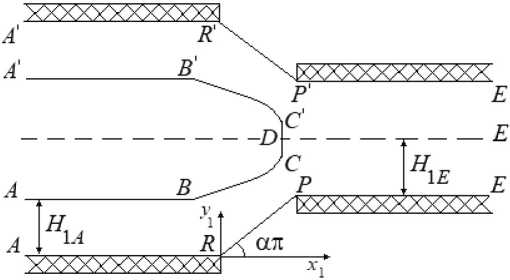
Рисунок 1. Геометрия межэлектродного промежутка Источник: здесь и далее рисунки выполнены автором
Вестник Российского нового университета
Серия «Сложные системы: модели, анализ и управление». 2026. № 1
Граница катода в рассматриваемой части состоит из электроизолированных участков AR , PE и токопроводящей (рабочей) части RP .
Изолированные участки катода предназначены для локализации анодного растворения металла на участке BC (затачиваемой части) анода. Будем считать, что на участках AB и CD из-за падения анодной плотности тока , вызванной наличием изолированных участков катода, растворения металла не происходит. Будем называть эти участки анода необрабатываемыми [9].
Введем обозначения: L – длина отрезка RP ; απ – угол наклона отрезка RP относительно положительного направления оси абсцисс; H 1 A – величина межэлектродного зазора на бесконечности в сечении AA ; H 1 E – расстояние между линией симметрии DE и границей PE инструмента.
Модель электрического поля в межэлектродном промежутке
Вводится аналитическая функция W 1( z 1) = v ( x 1, y 1) + iu ( x 1, y 1) комплексной переменной z 1 = x 1 + iy 1, называемая комплексным потенциалом электрического поля [10], где v ( x 1, y 1) = Re W ( z 1) соответствует силовой функции электрического поля, u ( x 1, y 1) = Im W ( z 1) – потенциалу электрического поля. Потенциал u ( x 1, y 1) удовлетворяет уравнению Лапласа Δ u ( x 1, y 1) = 0 в области межэлектродного промежутка. На границах ABCD и RP- электродов потенциал принимает постоянные значения ua , uc соответственно:
и u ABCD
= ua , uRP = uc .
На изолированных участках AR , PE и линии симметрии DE выполняется условие
∂ u ⁄ ∂ n 1 = 0, (2)
где « j - нормаль к границе.
На неизвестной предельной анодной границе BC выполняется равенство
∂u ja = κ ∂n1 jпр , где κ - удельная электропроводность среды [8; 9].
Введем характерную длину H =
κ( ua – uc ) j пр
и безразмерные переменные [8; 11; 12]:
z = 1 = x + iy , ψ = H
u – uc v
( ua – uc ),φ ( ua – uc ).
Функция ψ в межэлектродном промежутке удовлетворяет уравнению Лапласа и граничным условиям на электродах
ψ ABCD = 1, ψ RP = 0.
На изолированных участках AR , PE и линии симметрии DE , согласно условиям Коши – Римана [10], функция принимает постоянные значения. Не нарушая общности, будем считать, что
φ AR = 0, φ PE = φ ED = φ. (6)
Условие (3) в безразмерных переменных имеет вид

= 1.
Об одной задаче электрохимической заточки режущих инструментов
Согласно гидродинамической аналогии [10], рассматриваемая задача электрохимической обработки, связанная с определением формы предельной анодной границы BC , равносильна задаче теории плоских установившихся течений идеальной несжимаемой жидкости по определению свободной поверхности BC . При гидродинамической интерпретации поток фиктивной жидкости создается системой непрерывно распределенных источников на линии AR и стоков на линиях PE и DE [7; 13].
Введем функцию комплексно сопряженной скорости dW ⁄ dz = Ve – i θ , где V – величина скорости фиктивного течения, θ – угол, образуемый вектором скорости в какой-нибудь точке плоскости течения с осью абсцисс [14]. Тогда скорость фиктивного течения на искомой границе BC , согласно условию (7), удовлетворяет равенству
V BC
dWdz
= 1.
BC
Далее для решения задачи используются методы теории струй идеальной несжимаемой жидкости [14; 15].
Численно-аналитический метод решения задачи
Введем вспомогательное комплексное переменное t = ξ + i δ, изменяющееся в области Gt (| t | < 1, δ > 0) (см. Рисунок 2, а ), и будем искать функцию z ( t ), конформно отображающую полукруг единичного радиуса Gt на область течения в физической плоскости z = x + iy с соответствием точек, указанных на Рисунках 1 и 2, а .
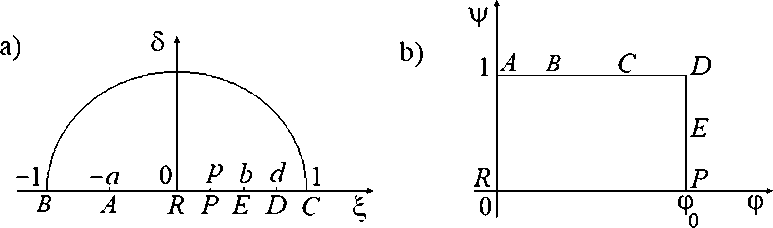
Рисунок 2. Вспомогательные области:
а – область Gt ; b – область изменения комплексного потенциала W
Безразмерный комплексный потенциал W ( t ) = φ( t ) + i ψ( t ) удовлетворяет граничным условиям
|
1, t = exp ( i o ) , Qe ( 0, л] , |
|||
|
t( t ) = ‘ |
1, t =5 , ^ t =5 , |
5e[ d ,1 ] u [ - 1> - a ] , 5e[ 0, p ] . |
(9) |
|
ф(У = - |
0, 5Ф f , -e ] , Ф 0 , 5б[ P, d ] . |
(10) |
|
Область изменения функции W ( t ) представляет собой прямоугольник со сторонами φ0 и 1 (см. Рисунок 2, b ).
Вестник Российского нового университета
Серия «Сложные системы: модели, анализ и управление». 2026. № 1
Функция, осуществляющая конформное отображение [10] области Gt на область изменения переменной W ( t ), с учетом нормировки W (0) = 0, имеет вид
t- (1 — T2) d T
^t ) N ' ^ т ( т- p )(1 - p т )( т- d )(1 - d t )( t + a )(1 + a T ) ’
где N - постоянная величина.
Интегрированием выражения (11) на отрезке [– a , 0] найдем постоянную N :
1, I = a r (1 -T2)dT .
1 1 ' 1 ' 7 т ( т + p )(1 + p t )( t + d )(1 + d t )( a -t )(1 — a T )
Параметр φ0 определяется по формуле
I
2 φ0 , 2
I 1
p (1 — T2) dT
' д/ t ( p -t )(1 - p t )( d -t )(1 - d t )( t + a )(1 + a t )
Введем в рассмотрение функцию Жуковского [14; 15]:
χ( t ) = ln dW = ln dW e – i θ = r – i θ , r = ln dW . dz dz dz
На границе области Gt функция χ( t ) удовлетворяет условиям r ( e i σ ) = 0, σ ∈ [0, π];
e® = 0, ^ g [-1, - a ); e® = n/2, ^ g (- a , 0) U ( b , 1];
θ(ξ) = α π, ξ ∈ (0, p ); θ(ξ) = –π/2, ξ ∈ ( p , b ).
Функции θ( t ) приписаны те значения, которые она принимает, изменяясь непрерывно при движении точки t по отрезку –1 ≤ ξ ≤ 1, δ = 0 с обходом особых точек A ( t = – a ), R ( t = 0), P ( t = p ), E ( t = b ) функции χ( t ) по дугам бесконечно малых окружностей [15].
Используя метод особых точек Чаплыгина [14; 15], получим
χ( t ) = ln
( ta 0.5
I
t + a
1 + at
t - p 1 — pt,
- (0,5 +a )
t— b ] n .
—t~ \ —i .
1 — bt 7 2
Используя соотношение
dz = e –χ( t ) dW dt , dt
формулы (11), (16) и соответствие z (0) = 0, получим
t z (t) = i- jF1 (T) d T, F 1(t) =
I 1 0
( 1 — T 2 ) ( t — p Г ( 1 — b T A . (18)
Ta(T + a)(1 — pT)a+1 (t-d)(1 — dt) к T — b 7
Интегрированием выражения (18) по полуокружности бесконечно малого радиуса с центром в точке t = – a с помощью теории вычетов [10] найдем безразмерную величину межэлектродного зазора на бесконечности в сечении AA :
H = H1 a = n (1 — a 2)(a + p)_______(1 + ba
A H 1 1 a a ( 1 + pa ) a+ 1 ( a + d )( 1 + da ) V a + b
Об одной задаче электрохимической заточки режущих инструментов
Аналогично интегрированием выражения (18) по полуокружности бесконечно малого радиуса с центром в точке t = b найдем безразмерную величину расстояния между линией симметрии DE и границей PE инструмента:
H E
H i e _ n ( 1 - b 2 )2 ( b - p f
H 1 1 b a ( b + a ) ( 1 — pb ) a ( d — b )( 1 — db )
Интегрируя выражение (18) на отрезке [0, p ], найдем безразмерную длину отрезка RP :
1 p
L = - I F 2 ( T ) d T , F 2 ( T ) =
I 1 0
__________(1—t2)(p—т)а___________< 1—b т A
Ta(T + a)(1 — pт)а+1 J(d — т)(1 — dт) I b — TJ
Для учета ориентации заготовки относительно катода введем величину l , соответствующую смещению абсциссы точки D относительно абсциссы точки P в плоскости переменной z :
l = L cos απ – xD , xD = Re( z ( d )).
Далее будем считать, что абсцисса точки D не превосходит абсциссу точки P , т. е. l ≥ 0.
Для численного решения задаются геометрические величины α, L , HA , HE , l . Параметры a , b , d , p определяются с помощью соотношений (19)–(22). Координаты точек предельной анодной границы определяются с помощью формулы (18).
Результаты расчетов
В качестве примера рассмотрим случай, когда α = 1⁄6 и L = 4,5. Чтобы выяснить, как влияет расположение точки D анода относительно катода на форму предельной анодной границы, зафиксируем значение величины HA и выполним расчеты для различных значений параметра l . На Рисунке 3 представлены результаты расчета предельных анодных границ при HA = 0,5 для трех значений параметра l : 0; 0,5; 0,8.
Из представленных графиков видно, что при увеличении значения l уменьшается длина необрабатываемого участка CD , положение точки B не меняется.
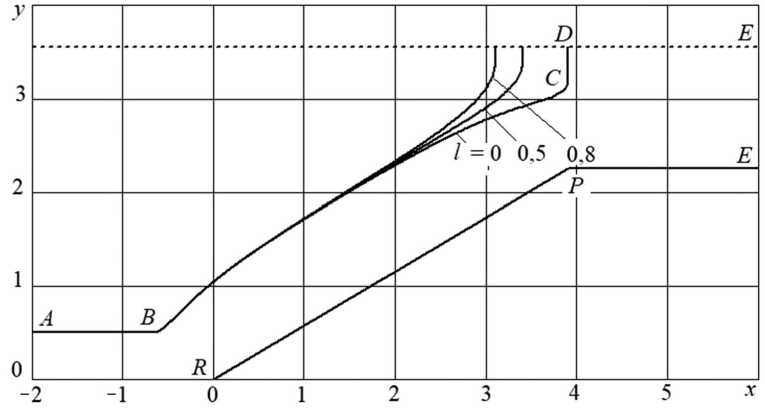
Рисунок 3. Результаты расчета предельных анодных границ
Вестник Российского нового университета
Серия «Сложные системы: модели, анализ и управление». 2026. № 1
Рассмотрим следующий случай, когда положение точки D относительно катода зафиксировано, а меняется величина зазора . Выполнены расчеты при для трех значений параметра . Зависимость формы предельных анодных границ для указанных случаев демонстрируется графиками, представленными на Рисунке 4.
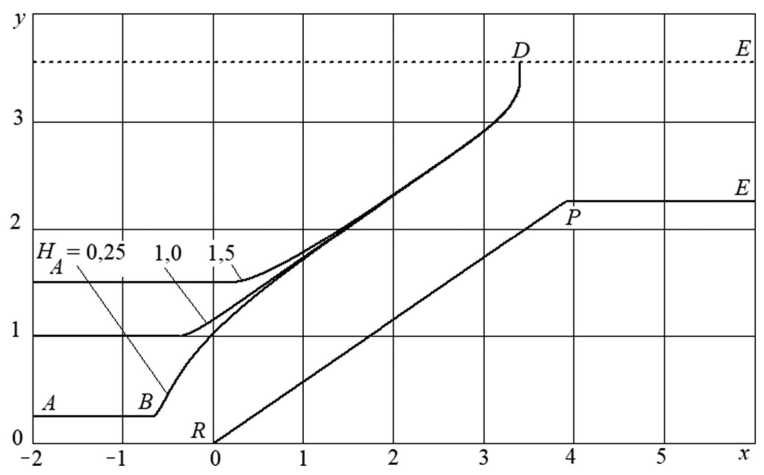
Рисунок 4. Результаты расчета предельных анодных границ
Заключение
В работе на основе методов теории струй идеальной несжимаемой жидкости с применением гидродинамической интерпретации решена задача расчета предельной формы анодной границы, получаемой при электрохимической заточке режущего инструмента. Анализ полученных результатов позволяет сделать выводы о влиянии геометрических характеристик электрода-инструмента на форму затачиваемой поверхности.
