Об особенности деформирования анизотропной трубной заготовки при изгибе проталкиванием

Автор: Маслов Валентин Дмитриевич, Николенко Кирилл Анатольевич, Мисюра Валентин Дмитриевич, Николенко Константин Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.15, 2013 года.
Бесплатный доступ
Приведена методика применения конечно-элементного анализа процесса изгиба трубной заготовки проталкиванием. Установлено влияние нормальной анизотропии свойств заготовки на напряженно-деформированное состояние.
Изгиб трубной заготовки проталкиванием, конечно-элементный анализ, напряженно-деформированное состояние, влияние анизотропии
Короткий адрес: https://sciup.org/148202519
IDR: 148202519 | УДК: 621.981.011
On the influence of anisotropy on tube stock bending process by pushing
There is presented the technique of FEM technologies application for simulation of the bending process by pushing. The influence of anisotropy on tube stock bending process by pushing are determined.
Текст научной статьи Об особенности деформирования анизотропной трубной заготовки при изгибе проталкиванием
Италии, Испании, Германии, Швеции, Финляндии, Голландии, а в последнее время и Китая.
Цель проводимых исследований – разработка технологии и конструкции оснастки для производства импортозамещающей продукции – тонкостенных крутоизогнутых отводов из коррозионно-стойкой стали Х18Н9.
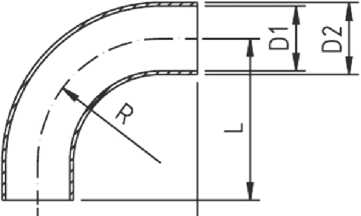
Формообразование тонкостенных крутоизогнутых отводов с соотношением R/DН = 1 – 1/5 (где R и DН – соответственно радиус изгиба по срединной поверхности отвода и наружный диаметр трубной заготовки) представляет определенные трудности.
Среди большого многообразия методов формообразования отводов с малым радиусом кривизны, существующих в настоящее время, применяются в основном, два [2]: проталкивание трубной заготовки с внутренним наполнителем через матрицу, имеющей криволинейную ось, и протяжка – раздача трубной заготовки на рогообразном сердечнике. Основной формоизменяющей операцией является изгиб, то есть поворот сечений заго- товки относительно центра кривизны.

Рис. 1. Фрагмент технологического трубопровода предприятия пищевой промышленности
Таблица 1. Геометрические параметры отводов из коррозионно-стойкой стали
L
|
Dy |
D1 |
D2 |
L |
R |
Вес (кг) |
|
25 |
25 |
28 |
50 |
50 |
0,05 |
|
32 |
32 |
35 |
55 |
55 |
0,08 |
|
40 |
38 |
41 |
60 |
60 |
0,10 |
|
50 |
50 |
53 |
70 |
70 |
0,17 |
|
65 |
66 |
70 |
80 |
80 |
0,39 |
|
80 |
81 |
85 |
90 |
90 |
0,57 |
|
100 |
100 |
104 |
100 |
100 |
1,17 |
Для осуществления гибки проталкиванием оборудовании [3]. Внутреннее давление в заго-заготовки с наполнителем требуются специали- товке создавалось сжатием наполнителя из по- зированные прессы (ПГФП 20/100), которые лиуретана СКУ-7Л. Однако в результате того, имеют ограниченное применение.
При протяжке - раздаче по рогообразному сердечнику необходим дифференцированный нагрев заготовки, и также требуется специализированное оборудование [2].
Цены крутоизогнутых отводов, изготовленных этими двумя методами, не выдерживает конкуренции с ценой отводов, поставляемых по импорту в связи с высокими трудозатратами на их изготовление, а также применением дорогостоящего специализированного оборудования.
Предпринимались попытки изготовления крутоизогнутых отводов проталкиванием в матрицу с криволинейной осью на универсальном что полиуретан в настоящее время имеет высокую стоимость, а стойкость его в процессе формоизменения трубных заготовок не велика, этот метод не нашел широкого применения.
В настоящей работе для снижения трудозатрат по изготовлению тонкостенных отводов, формообразование осуществляется в холодном состоянии, в жестком инструментальном штампе. В качестве деформирующего оборудования используются универсальные гидравлические листоштамповочные пресса.
Для формообразования отводов разработана конструкция устройства [4], схема которого приведена на рис. 2.
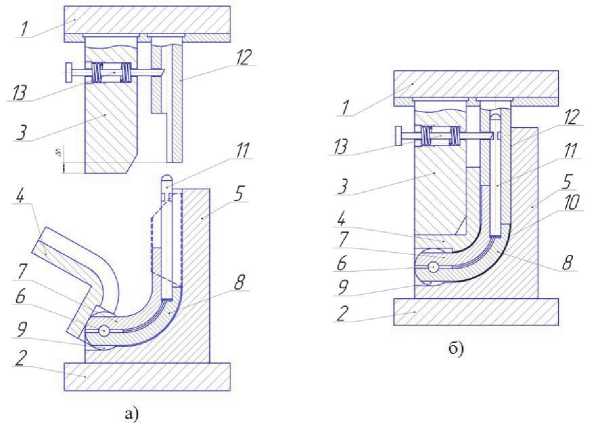
Рис. 2. Схема устройства для формообразования крутоизогнутого патрубка: а – исходное положение; б – завершение процесса формообразования
Устройство состоит из двух полуматриц 4 и 5, при смыкании которых образуется криволинейный канал матрицы соответствующей геометрии. Полуматрица 4 имеет возможность вращаться на оси 6 и откидываться в нерабочее положение. На верхнем основании устройства 1 выполнен про-тивоотжим 3, который при рабочем ходе устройства фиксирует рабочее положение подвижной полуматрицы 4 в рабочем положении, плотно прижимая ее к неподвижной полуматрице 5. В рабочей фильере полуматриц расположена составная жесткая оправка, состоящая из двух частей 7 и 8. Нижний задний торец составной оправки охвачен муфтой 9 и вместе с ней помещен на ось вращения 6. Части оправки 7 и 8 имеет возможность сближаться друг с другом, освобождая отштампованную деталь 10. Для фиксации частей оправки 7 и 8 в рабочем положении в конструкции устройства предусмотрен жесткий замок 11. Замок 11 в процессе формообразования детали остается неподвижным и имеет возможность утапливаться во внутреннюю полость пуансона 12 при его движении вниз. На пуансоне 12 расположен подпружиненный фиксатор 13, захватывающий замок 11 и извлекающий его из оправок 7 и 8 при обратном ходе пресса.
Готовая деталь после формообразования имеет различную протяженность образующих по минимальному и максимальному радиусам. Для того, чтобы уменьшить неравномерность деформации при формообразовании детали, заготовка перед штамповкой выполняется разновысокой. То есть исходная трубная заготовка имеет скосы на переднем и заднем торце.
Для разработки методики проектирования процесса формообразования тонкостенных крутоизогнутых отводов, необходимо определить напряженно-деформированное состояние заготовки и определить особенности деформирования заготовки в данном процессе.
Аналитическое определение напряженно-деформированного состояния заготовки в процессе формообразования отвода является довольно сложной задачей. Очаг деформации имеет сложный нестационарный характер. Изменяются его границы и граничные условия. Напряженно-деформированное состояние заготовки изменяется как во времени, так и при переходе от точки к точке. Большинство существующих до настоящего времени методик анализа формообразования элементов трубопроводов направлены (в основном) на определение энергосиловых параметров процесса [5]. Они не позволяют установить особенности деформирования заготовки без грубой схематизации процесса.
Определить напряженно-деформированное состояние заготовки в процессе изготовления тройника процесса, в любой точке заготовки и в любой момент деформирования, можно с помощью конечно-элементного моделирования процесса формообразования. Для этой цели в выполняемых исследованиях использован конечно-элементный программный продукт – ANSYS-LS/DYNA [6]. Модель деформируемого металла при моделировании процесса – упрочняемый трансверсально анизотропный материал – TransverseAnisotropicMaterial (металл с нормальной анизотропией свойств). Деформационное упрочнение материала в процессе формообразования описывается кривой упрочнения, полученной при испытании образца на одноосное растяжение. Для моделирования деформируемой заготовки был выбран элемент SHELL 163 – оболочечный элемент с 4 узлами, возможностью изгиба и пружинения. Элемент имеет 12 степеней свободы в каждом узле. Геометрия оснастки и заготовки построена в CAD-системе КОМ-ПАС-3D V8 с последующим импортированием в ANSYS/ LS-DYNA.
С целью получения достоверных результатов анализа, весь процесс формообразования разбивается на стадии и в пределах каждой стадии выполняется определение напряженно-деформированного состояния по всему объему заготовки. При переходе от стадии к стадии накопленные деформации и интенсивность деформации сохраняется для расчета на последующей стадии. На рисунке 3 показаны отдельные стадии моделирование процесса формоизменения заготовки – при достижении угла гиба заготовки в 30°, 60° и 90°
Математическое моделирование процесса формообразования тонкостенных крутоизогнутых отводов с применением программного обеспечения ANSYS/ LS-DYNA, позволило установить особенности деформирования заготовки в процессе штамповки.
В результате моделирования установлено, что процесс формообразования отвода путем вталкивания в матрицу трубной заготовки имеет свои особенности. Процесс осуществляется по более сложным закономерностям, чем процесс обычной гибки. Имеют место два процесса деформирования трубы: изгиб и продольный сдвиг. Наличие сдвиговых деформаций, развивающихся в осевой направлении трубной заготовки, уменьшает величину тангенциальных деформаций изгиба трубы в зонах растяжения и сжатия. Это изменяет картину деформированного состояния заготовки.
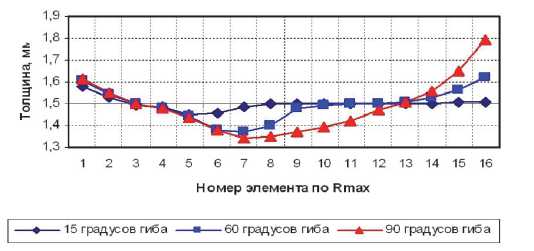
В результате анализа установлено, что образующая, расположенная по максимальному радиусу заготовки, утоняется не вся равномерно, как это принято считать в соответствии с гипотезой плоских сечений. На рис. 4 показано изме-
Стадии процесса формообразования
Угол гиба 300
Угол гиба 600
Угол гиба 900
Относительный радиус гиба = 1
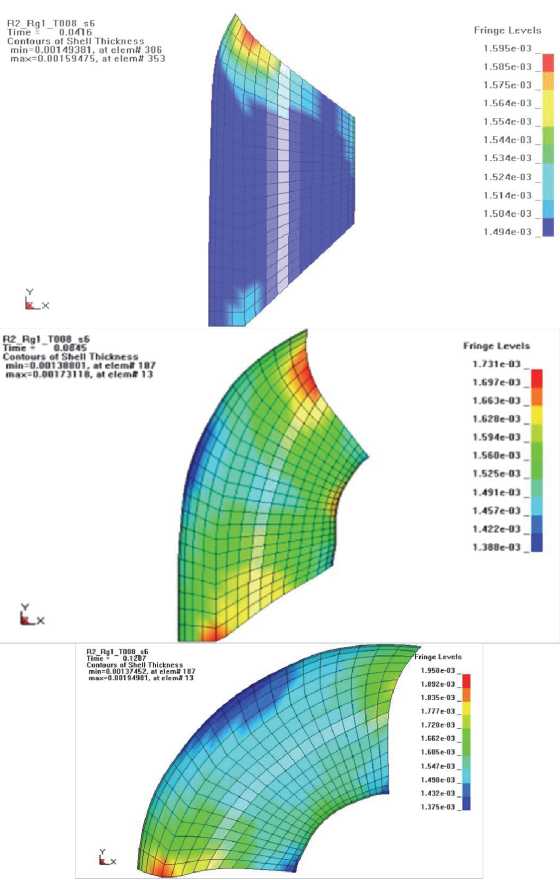
Рис. 3. Отдельные стадии моделирования процесса
М аксимальный ради ус заготовки
М инимальны й радиус заготовки
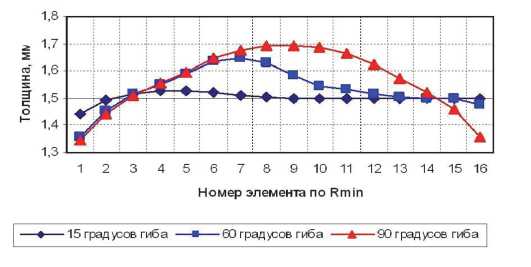
Рис. 4. Изменение толщины на образующей
нение толщины заготовки с начальной толщиной 1,5 мм при формообразовании крутоизогнутого отвода с относительным радиусом кривизны, равном 1,0. Из рисунка видно, что максимальное утонение наблюдается в центральных областях образующей, имеющей максимальный радиус. При рассмотрении участков этой образующей, расположенных ближе к переднему и заднему торцу, величина утонения начинает снижаться, и переходит в увеличение толщины на самих торцах.
Также отличается от традиционного изменения толщины элементы заготовки на образующей с минимальным радиусом кривизны. Центральная зона заготовки по этой образующей увеличивается, в то время как по мере перемещения к торцам заготовки толщина заготовки уменьшается и начинает утоняться на самих торцах.
Полученные результаты позволяют сделать вывод, что определение размеров исходной трубной заготовки для формообразования отвода не-
Таблица 2. Влияние относительного радиуса кривизны на утонение заготовки
|
№/ № |
Относительны й радиус гиба |
Математическая модель отвода |
Минимальная толщина заготовки S (мм) и величина деформации утонения es |
|
|
1 |
Rг.отн. = 0,6 |
тттптг |
S = 1,378 e s = - 0,0848 |
|
|
2 |
Rг.отн. = 1,0 |
jiiii Зоны татТТ^и QpSSl максимального ||q3||[L/ утонения |
S = 1,375 e s = - 0,0871 |
|
|
3 |
Rг.отн. = 1,5 |
*^^?30НЫ ^/^^-//'У-^/Ж максимального утонения |
S = 1,381 e s = - 0,0826 |
|
|
4 |
Rг.отн. = 2,0 |
S = 1,385 e s = - 0,0797 |
||
Таблица 3. Стадии изготовления тонкостенного отвода
|
№/ № |
Наименование этапа |
Внешний вид заготовки |
|
1 |
Исходная трубная заготовка со скосами |
|
|
- tisiHt'' ■ |
||
|
2 |
Заготовка отвода после формообразования |
|
|
3 |
Заготовка отвода после подрезки припуска на торцах |

ли Х18Н9 условного прохода ДУ50 с толщиной стенки 1,5 мм.
Апробирование разработанной конструкции устройства и предлагаемой технология показали устойчивость процесса формообразования заготовки.
Величина усилия формообразования отвода с условным проходом Ду 50 из хромоникелевой стали Х18Н9 с толщиной стенки 1,5 мм находится в интервале 150 -160 кН, трудоемкость формообразования одной детали при использовании гидравлического листоштамповочного пресса составляет 0,4 -0,5 минут.
Список литературы Об особенности деформирования анизотропной трубной заготовки при изгибе проталкиванием
- ГОСТ 8734-85. Трубы стальные бесшовные холоднодеформированные. Сортамент. М.: Издательство стандартов, 1985. 12 с.
- Гальперин, А.И. Машины и оборудование для гнутья труб. М.: Машиностроение, 1967. -189 с.
- Формообразование крутоизогнутых патрубков из тонкостенных заготовок на универсальных гидропрессах прессах/С.А. Эрбейгель, Э.И. Письменный, И.И.Сагалович//Кузнечно-штамповочное производство. 1989. № 4. С. 21 -24/
- Патент 130241 Российская Федерация МКП B21C 37/29. Устройство для формообразования крутоизогнутых отводов / Маслов В.Д., Николенко К.А., Мисюра В.Д.; заявитель и патентообладатель Самарский гос. аэрокосмич. университет.-№ 2013105307/02, заявл. 07.02.13; опубл. 20.07.13. Бюл. № 23. 3 с.
- О новом подходе к формообразованию тонкостенных тройников / В.Д. Маслов, Ю.О. Петров, А.Ю. Северененко // Авиационная промышленность. 2013. № 2. С. 37 -41.
- Маслов В.Д., Николенко К.А. Моделирование процессов листовой штамповки в программном комплексе ANSYS-LS/DYNA: учебное пособие. Самара: Изд-во Самар. гос. аэрокосм. ун-та, 2007. 80 с.: ил.
