Обеспечение надежности технологических процессов центробежно-ротационной обработки свободным абразивом

Автор: Корольков Юрий Вячеславович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 8-1 (59) т.11, 2011 года.
Бесплатный доступ
Усовершенствованы теоретико-вероятностные модели процесса съема металла и формирования качества поверхностного слоя при обработке свободным абразивом. Процесс центробежно-ротационной обработки (ЦРО) в среде свободного абразива рассмотрен с позиции надежности. Проведен комплекс исследований влияния интенсивности износа абразивных гранул на надежность технологического процесса (ТП) ЦРО в среде свободного абразива и образования устойчивого тороидально-винтового потока. Определены показатели, влияющие на количественную оценку надежности ТП.
Надежность тп, съем металла с поверхности детали, качество поверхностного слоя, интенсивность износа
Короткий адрес: https://sciup.org/14249673
IDR: 14249673 | УДК: 621.92.048.6
Reliability control of production processes of centrifugal rotatory treatment by loose abrasive
Some probability-theoretical models of the metal removal and the formation of the surface coating condition under the loose-abrasive machining are improved. The centrifugal-rotatory treatment (CRT) in the loose abrasive environment is considered from reliability. The effect of the abrasive granules on the reliability of the CRT production process (PP) in the loose abrasive environment and the formation of the stable toroidal-helical flow is investigated comprehensively. The characteristics that influence on the quantitative assessment of the production process reliability are defined.
Текст научной статьи Обеспечение надежности технологических процессов центробежно-ротационной обработки свободным абразивом
Введение. Вопросы надежности приобретают все более высокую значимость в самых различных сферах человеческой деятельности. Особую ценность имеет решение проблемы обеспечения надежности в промышленном производстве, где задача достижения требуемого качества изделий и производительности производственного процесса сопряжена с ограниченностью ресурсов и необходимостью минимизации их затрат.
Технический прогресс характеризуется быстро растущими требованиями к точности размеров и геометрической форме деталей и качеству их поверхности. Анализ применяемых в машиностроении ТП показывает, что они подчиняются закономерностям, знание которых необходимо для прогнозирования и эффективного управления. Наиболее часто используемыми методами анализа ТП в настоящее время являются статистические оценки качества создаваемых изделий и математическое описание технологических процессов. Большое количество работ посвящено обеспечению надежности технологического оборудования [1, 2] и надежности технологических процессов лезвийной обработки [3], однако отсутствуют работы по обеспечению и повышению надежности технологических процессов обработки свободными абразивами.
При финишной обработке большой номенклатуры деталей хорошие результаты обеспечивает использование методов объемной обработки свободным абразивом. В настоящее время накоплен обширный теоретический и экспериментальный опыт использования обработки в среде свободного абразива [4–6]. Высокая производительность и широкие технологические возможности – это отличительная особенность центробежно-ротационной обработки (ЦРО). ЦРО в среде свободного абразива позволяет производить обработку с высокой плотностью абразивных гранул в тороидально-винтовом потоке, что обеспечивает одно из основных требований – сплошность покрытия царапинами, при этом наличие охлаждающей жидкости исключает локальный нагрев обрабатываемой поверхности. Обработка отличается простотой оборудования, малой металло- и энергоемкостью, а также универсальностью, ввиду того, что реализуется на станках, используемых также для упрочняющей ЦРО без каких-либо изменений лишь путем замены обрабатывающей среды.
Цель исследований. Повышение надежности технологического процесса ЦРО в среде абразива с учетом нарушения стабильности тороидально-винтового потока, исследования возникающих отказов и интенсивности износа рабочей среды.
Для достижения поставленной цели необходимо решить следующие задачи:
– определение технологических факторов, влияющих на надежность технологического процесса ЦРО в среде абразива;
-
– исследование процесса ЦРО как объекта управления, определение входных и выходных переменных и их классификация;
-
– исследование отказов, возникающих в ходе ТП ЦРО в среде абразива;
-
– исследование нарушения стабильного тороидально-винтового потока;
-
– теоретические исследования показателей, влияющих на количественную оценку надежности ТП ЦРО в среде абразива;
-
– исследование влияния объема подаваемой смазочно-охлаждающей жидкости на интенсивность износа абразивных гранул;
-
– определение влияния интенсивности износа абразивных гранул на обеспечение качества обработки и стабильность тороидально-винтового потока;
-
– разработка методики проектирования ТП с учетом надежности.
Впервые проведены исследования процессов обработки в среде свободного абразива с точки зрения надежности: параметры, оказывающие влияние на количественную и качественную оценку надежности процесса ЦРО в среде абразива; процессы ЦРО в среде абразива как объекта управления; входные и выходные параметры, а также параметры, характеризующие условия реализации технологии, и их классификация; влияние объема подаваемой смазочно-охлаждающей жидкости на интенсивность износа абразивных гранул; диапазоны регулирования частоты вращения ротора и объема загрузки рабочей камеры для обеспечения образования устойчивого тороидально-винтового потока; отказы, возникающие в ходе технологического процесса; влияния режимов обработки и величины допуска на деталь на стабильность надежности технологического процесса.
В ходе теоретических и экспериментальных исследований определены причины отказов технологического процесса ЦРО в среде абразива, характеристики абразивных гранул, используемых при обработке, исследовано влияние режимов резания на режущую способность абразивных гранул. Определен диапазон регулирования частоты вращения ротора и объема загрузки рабочей камеры, при котором происходит образование устойчивого тороидально-винтового потока на станке ЦРС-7 в среде абразива различных характеристик. Получены зависимости для определения времени пополнения массы загрузки рабочей камеры абразивными гранулами и их объема. Описана методика проектирования технологических процессов с учетом надежности.
ТП ЦРО и определение его надежности. Методы обработки свободными абразивами в зависимости от характера воздействия абразивных частиц на поверхность обрабатываемой детали
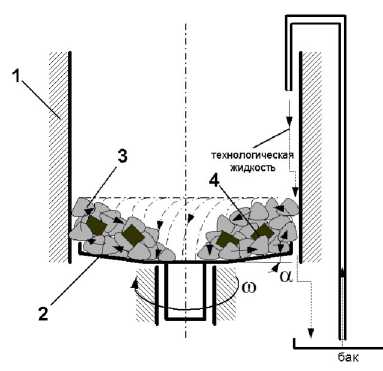
Рис. 1. Схема процесса ЦРО: 1 – обечайка рабочей камеры; 2 – вращающееся дно ротора; 3 – абразивный наполнитель;
4 – обрабатываемые детали
можно разделить на несколько основных групп: со скольжением частиц, с их соударением, направленным потоком частиц, в потоке свободного абразива. Сущность метода ЦРО состоит в том, что гранулированный наполнитель 3 и обрабатываемые детали 4 загружаются в рабочую камеру и приводятся во вращательное движение вокруг вертикальной оси таким образом, что вся масса загрузки приобретает форму тора. Тороидальновинтовой поток обеспечивается конструкцией рабочей камеры, состоящей из неподвижной цилиндрической вертикально расположенной обечайки 1 и примыкающего к ней вращающегося дна (ротора) 2 , имеющего форму тарели (рис. 1).
Анализ работ авторов, занимающихся надежностью ТП и оборудования и обработкой в абразивных средах, А.П. Бабичева, М.А. Тамаркина, В.О. Трилисско-го, И.В. Давыдовой, А.И. Сиделевой, А.А. Андросова, А.А. Рыжкина, И.В. Апполонова, Г.Д. Григорьяна,
П.В. Дубровского, Д.Р. Бикпавленовой, И.В. Харченко показал, что результаты, полученные следователями, недостаточно полно описывают процесс ЦРО в среде абразива и не дают оценку надежности технологического процесса при обработке абразивными средами. Большим препятствием при проектировании и внедрении техпроцессов для метода ЦРО является недостаточная изученность особенностей взаимодействия гибкой гранулированной абразивной среды с поверхностью деталей: нет примеров расчета надежности ТП и влияния формирующихся отказов.
В ходе теоретических исследований процесс ЦРО в среде свободного абразива рассмотрен как объект управления, определены параметры, характеризующие входные и выходные переменные ТП и условия его реализации (рис.2).
to N z V 3arp V ТЖ
j a l 3 a A Q деф.сл К и
R a зад
П
°s исх Ra
Технологический процесс центробежно-ротационной обработки в среде абразива
пол R a
A Q уд.мет
-
Р ис. 2. Схема ТП ЦРО в среде абразива как объект управления: a s - предел текучести материалов; N z – зернистость абразивных гранул; V ТЖ – объем подаваемой смазочно-охлаждающей жидкости;
К И – коэффициент интенсивности изменения шероховатости
Значимыми доминирующими факторами, оказывающими наиболее сильное влияние на выходные переменные объекта управления, являются:
-
– факторы, связанные с заготовкой, поступающей на обработку;
-
– режимы обработки;
-
– характеристики оборудования;
-
– характеристики рабочей среды;
-
– человеческий фактор.
С учетом влияния объема загрузки рабочей камеры и объема подаваемой смазочноохлаждающей жидкости установлена зависимость для расчета среднего арифметического отклонения профиля установившейся шероховатости и расчета съема металла с поверхности детали:
L ед z 0
S
Q = P 1 P 2 к СОЖ k z to tq ^2 при S дет > 4 R 2 ,
Q = РРксожkztotq при Sдет < 4R2, где hmax – максимальная глубина внедрения частицы, мкм; z0 – номинальное количество абразивных зерен на единице поверхности абразивной гранулы; kСОЖ – коэффициент, учитывающий влияние объема подаваемой смазочно-охлаждающей жидкости; kz – коэффициент, учитывающий влияние объема загрузки рабочей камеры; Sдет – площадь обрабатываемой детали, мм2; ω – частота воздействия, Гц; t – время обработки, с; R – размер абразивной гранулы, мкм; P1 – геометрическая вероятность события, заключающегося в том, что любая точка квадрата упаковки покрывается пятном контакта за один цикл воздействия массы абразивных частиц;
P 2 – вероятность события, заключающегося в том, что взаимодействие абразивной частицы с поверхностью детали приведет к микрорезанию, q – съем металла при единичном взаимодействии, г; L ед – глубина внедрения единичной гранулы.
С использованием индивидуальных показателей определены показатели количественной оценки надежности:
-
– вероятность безотказного функционирования;
-
– вероятность потока отказов;
-
– плотность распределения отказов;
-
– интенсивность потока отказов;
-
– средняя наработка на отказ;
-
– параметр потока отказов.
Интенсивность износа абразивных гранул оказывает существенное влияние на объем загрузки рабочей камеры станка в ходе выполнения ТП. С увеличением интенсивности износа абразивных гранул происходит уменьшение объема загрузки рабочей камеры абразивной средой в процессе ее износа, вследствие чего изменяются режимы обработки и меняется значение шероховатости обрабатываемой поверхности, что влияет на устойчивость ТП (свойство сохранять во времени точность обеспечиваемого показателя качества изделия).
Для экспериментальных исследований использованы образцы из материалов с различным пределом текучести, применяемые в общем машиностроении и авиастроении, такие как сталь 45 и ХВГ, алюминиевый сплав Д16Т и медь МОБ.
Эксперименты проводили на станке для центробежно-ротационной обработки ЦРС-7. Обработка в среде абразива производилась «внавал». В качестве СОЖ использовался раствор кальцинированной соды.
Образцы обрабатывались в абразивных средах различной зернистости 8–12 (фарфоровые шары, призмы трехгранные абразивные ПТ, конусы абразивные на полимерной и керамической связках).
Проведены комплексные экспериментальные исследования по образованию устойчивого тороидально-винтового потока при ЦРО в рабочей камере станка ЦРС-7. Представлены диапазоны регулирования объема загрузки рабочей камеры станка и частоты вращения ротора, при которых сохраняется образование стабильного тороидально-винтового потока для абразивных сред различной зернистости и формы (рис. 3).
V загр , дм
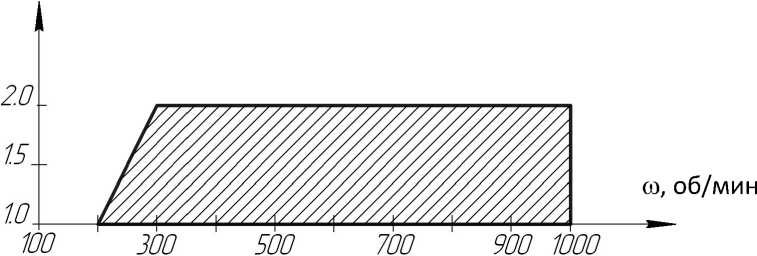
Рис. 3. Образование устойчивого тороидально-винтового потока в абразивной среде – фарфоровые шары (зернистость – F 150)
Определены показатели, влияющие на количественную и качественную оценку надежности ТП. Дальнейшие результаты представлены для ЦРО в среде свободного абразива образца из Стали 45 в среде фарфоровых шаров с R a зад = 1,125 мкм.
-
1 . Коэффициент точности (по контролируемому параметру)
-
2 . Коэффициент мгновенного рассеивания (по контролируемому параметру) Kρ(τ)=ωрТ(τ)=0,184,(4)
-
3 . Коэффициент смещения (контролируемого параметра)
-
4 . Коэффициент запаса точности (по контролируемому параметру) Kз(τ)=0,5-Kсм(τ)-0,5Kρ(τ)=0,2.(6)
K T = ω Т р = 0,132, (3)
где ω р – поле рассеяния или разность максимального и минимального значений контролируемого параметра за установленное (контрольное) время; Т – допуск на контролируемый параметр.
Процесс или его элемент стабильно обеспечивают точность контролируемого параметра, если K T ≤ 1.
где ω р ( τ ) – поле рассеяния контролируемого параметра в момент времени τ .
Kсм(τ)=ΔT(τ)=0,208,(5)
где Δ ( τ ) – среднее значение отклонения контролируемого параметра относительно середины поля допуска в момент времени τ .
При контроле точности должно выполняться условие: K з ( τ ) > 0.
В ходе расчетов установлено, что метод ЦРО в среде свободного абразива позволяет достаточно точно обрабатывать детали с достижением требуемого значения шероховатости поверхности при использовании рациональных режимов обработки.
В ходе исследований определено влияние интенсивности износа абразивных гранул на изменение объема загрузки рабочей камеры в процессе обработки, что, в свою очередь, влияет на обеспечение надежности ТП с учетом величины допуска на обрабатываемую поверхность.
Созданы банки данных интенсивности износа абразивных гранул в зависимости от объема загрузки рабочей камеры, частоты вращения ротора и объема подаваемой СОЖ.
На рис. 4, 5 представлены графики интенсивности износа абразивных сред в зависимости от изменения объема загрузки рабочей камеры и частоты вращения ротора.
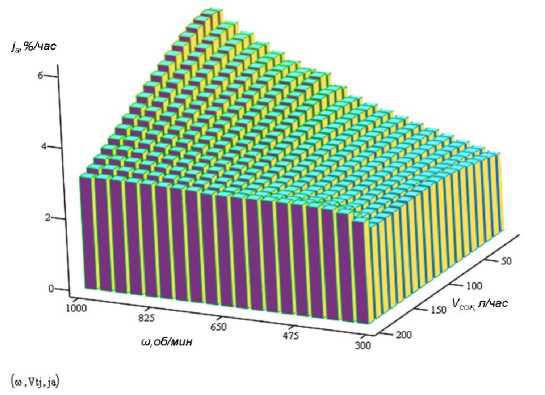
Рис. 4. Интенсивность износа абразивной среды – фарфоровые шары (F 150), объем загрузки рабочей камеры V З = 1 дм3
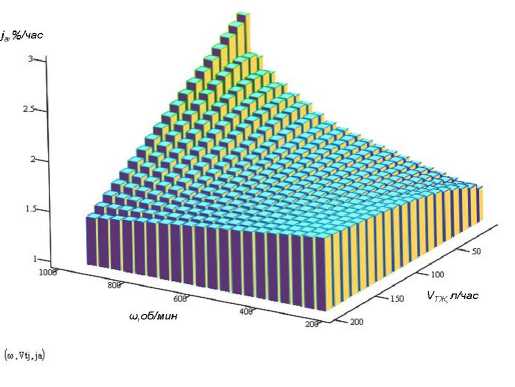
Рис. 5. Интенсивность износа абразивной среды – конусы абразивные 25×25 (F 120), объем загрузки рабочей камеры VЗ = 1 дм3
Произведен расчет коэффициента k СОЖ , учитывающего влияние объема подаваемой смазочно-охлаждающей жидкости на формирование шероховатости обработанной поверхности, создан банк данных данного коэффициента для абразивных сред различной зернистости в зависимости от объема загрузки рабочей камеры и частоты вращения ротора. При увеличении объема загрузки рабочей камеры коэффициент k СОЖ уменьшается в диапазоне от 1,4 до 0,92, при увеличении частоты вращения ротора коэффициент k СОЖ уменьшается в диапазоне от 1,4 до 1,04.
На основе анализа проведенных экспериментальных исследований были решены вопросы: – по определению времени добавления порции абразивной среды:
t V o - V i
V 0 j a ,
– расчета объема оставшейся абразивной среды после времени t:
V i = V o - tj a V o = V o ( 1 - tj a ) , (8)
где V 0 – объем абразивной среды перед обработкой, дм3; V i – объем абразивной среды после t часов обработки, дм3; j a – интенсивность износа абразивных частиц.
Общие выводы. Анализ полученных результатов позволяет сделать следующие выводы:
-
– максимальная режущая способность абразивных гранул соответствует обработке с максимальной производительностью;
-
– с увеличением частоты вращения ротора режущая способность абразивных гранул увеличивается;
-
– устойчивый тороидально-винтовой поток на станке ЦРС-7 образуется при частоте вращения ротора ω = 6,67–15 с–1 и объеме загрузки рабочей камеры V загр = 1–2 дм3;
-
– с увеличением зернистости N з установившаяся шероховатость поверхности Ra уст и съем металла Q увеличиваются;
-
– с увеличением частоты вращения ротора ω установившаяся шероховатость поверхности Ra уст и съем металла Q возрастают;
-
– с увеличением предела текучести материала детали установившаяся шероховатость Ra уст и съем металла Q уменьшаются;
-
– с увеличением объема загрузки рабочей камеры интенсивность износа увеличивается;
-
– с увеличением частоты вращения дна рабочей камеры интенсивность износа увеличивается;
-
– с увеличением зернистости абразивных гранул интенсивность износа увеличивается;
-
– смазочно-охлаждающая жидкость, вводимая в зону обработки, оказывает как положительное, так и отрицательное действие – она положительно влияет на процесс стружкоотделе-ния, удаление продуктов износа из зоны обработки и формирование профиля шероховатости обработанной поверхности, однако при обработке с подачей V ТЖ = 200 л/ч интенсивность износа абразивных гранул ниже, чем при обработке с меньшим значением объема подаваемой СОЖ, что может свидетельствовать о появлении эффекта проскальзывания между обрабатываемыми деталями и абразивными гранулами в зоне контакта, в связи с чем ухудшаются процессы резания, и гранула не совершает полноценный процесс резания, причем с увеличением частоты вращения дна рабочей камеры эффект проскальзывания гранул увеличивается;
-
– при обработке без применения СОЖ наблюдается незначительный нагрев абразивных гранул и деталей, находящихся в рабочей камере, по окончании обработки поверхность абразивной среды и деталей покрыта тонкой пленкой с металлическими включениями, что говорит об отсутствии удаления продуктов износа из зоны обработки и ухудшении поверхностного слоя обработанной детали;
-
– наиболее рациональное применение СОЖ для ЦРО на станке ЦРС-7 в диапазоне 20–30 л/ч и скорости вращения дна рабочей камеры в диапазоне 8,3–13,3 с–1;
-
– впервые проведены исследования по изучению влияния различных параметров процесса на надежность ТП ЦРО в среде абразива и его описание с точки зрения объекта управления;
-
- определены входные и выходные параметры технологического процесса ЦРО в среде абразива, а также параметры, учитывающие условия реализации ТП;
-
– определены диапазоны устойчивого тороидально-винтового потока в рабочей камере станка ЦРС-7 для абразивных сред различной формы и размеров. При увеличении объема загрузки рабочей камеры станка ЦРС-7 более 2–2,5 дм3 происходит разрушение тороидально-винтового потока;
-
– произведен расчет показателей надежности после ЦРО в среде абразива, установлено, что ТП ЦРО в среде абразива обеспечивает получение поверхности детали требуемого качества в ходе обработки в пределах поля допуска, а выборочная совокупность размеров подчиняется закону нормального распределения;
-
– на основании экспериментальных исследований надежности ТП ЦРО в среде абразива произведена количественная оценка надежности процесса обработки с помощью метода математической статистики;
-
– процесс сопровождается группой отказов (отказы, зависящие от оборудования, обрабатываемых деталей, человека, абразивной среды и режимов обработки), влияние которых можно уменьшить, произведя автоматизацию процесса обработки, повысив входной контроль деталей и ужесточив контроль режимов обработки;
-
– основное влияние на износ рабочей среды и нарушение устойчивого тороидальновинтового потока оказывают частота вращения ротора, объем загрузки рабочей камеры, зернистость абразивной среды и объем подаваемой СОЖ;
-
– получены зависимости для расчета шероховатости поверхности и съема металла с детали с учетом влияния объема загрузки рабочей камеры и объема подаваемой СОЖ, времени добавления порции абразивной среды и ее объема;
-
– полученные результаты позволяют обеспечить надежность ТП ЦРО в среде абразива.
Список литературы Обеспечение надежности технологических процессов центробежно-ротационной обработки свободным абразивом
- Проников А.С. Параметрическая надежность машин/А.С. Проников. -М.: Изд-во МГТУ им. Н.Э. Баумана, 2002.
- Григорьян Г.Д. Элементы надежности технологических процессов: учеб. пособие/Г.Д. Григорьян. -Киев; Одесса: Вища школа, 1984. -214 с.
- Рыжкин А.А. Основы теории надежности: учеб. пособие/А.А. Рыжкин, Б.Н. Слюсарь, К.Г. Шучев. -Ростов н/Д: Издательский центр ДГТУ. 2002. -182 с.
- Бабичев А.П. Основы вибрационной технологии/А.П. Бабичев, И.А. Бабичев. -Ростов н/Д: Издательский центр ДГТУ, 1998. -624 с.
- Тамаркин М.А. Теоретические основы оптимизации процессов обработки деталей свободными абразивами: дисс.... д-ра техн. наук. -Ростов н/Д, 1995.
- Трилисский В.О. Объемная центробежно-ротационная обработка деталей: обзор/В.О. Трилисский, И.Е. Бурштейн, В.И. Алферов. -М.: НИИмаш, 1983.
