Обзор конструкции и технологии изготовления резиноармированной гусеницы

Автор: Меденцев Арсений Юрьевич, Кузнецов Иван Сергеевич
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технологии и средства механизации сельского хозяйства
Статья в выпуске: 4 (29), 2020 года.
Бесплатный доступ
В статье проведен обзор основных типов движителей строительной и сельскохозяйственной техники. Проанализированы основные преимущества и недостатки резиноармированных гусениц. Установлены мировые лидеры производства резиноармированных гусениц такие как Bridgestone, Morooka, Yanmar (Япония), Skega (Швеция), Foremost (Канада), Valmet (Финляндия), Caterpillar (США). Рассмотрена конструкция и технологический процесс изготовления типовой резиноармированной гусеницы. Установлено, что самой наукоемкой и высокотехнологической операцией технологического процесса изготовления резиноармированных гусениц является вулканизация. Вулканизации проводится при верхнем приделе температуры 143 ºС. Оптимальное время вулканизации составляет 25 мин. Оптимальные температура и время вулканизации зависят от множества факторов, в частности от конструкции и размеров гусеницы. Финальными операциями являются извлечение, охлаждение и контроль готового изделия. По всей длине гусеница должна иметь толщину, не выходящую за пределы допустимых значений. Дефекты на протекторе и стальных вставках не допускаются. Ресурс резиновых гусениц напрямую зависит от тщательного контроля натяжения гусениц. При слабом натяжении гусеница может соскочить и сгореть, а при чрезмерном натяжении ускоренно изнашиваться.
Движитель, резиноармированная гусеница, конструкция, технология изготовления, ресурс
Короткий адрес: https://sciup.org/147229251
IDR: 147229251 | УДК: 629.3.027.74:621.921.8:678.029.46(048.8)
Overview of the design and technology of manufacturing the rubber-reinforced track
The article provides an overview of the main types of movers for construction and agricultural machinery. The main advantages and disadvantages of rubber-reinforced tracks are analyzed. The world leaders in the production of rubber-reinforced tracks such as Bridgestone, Morooka, Yanmar (Japan), Skega (Sweden), Foremost (Canada), Valmet (Finland), Caterpillar (USA) have been established. The design and manufacturing process of a typical rubber-reinforced caterpillar are considered. It has been established that the most science-intensive and high-tech operation of the technological process of manufacturing rubber-reinforced tracks is vulcanization. Vulcanization is carried out at an upper temperature limit of 143 ºС. The optimum vulcanization time is 25 minutes. Optimum curing temperatures and times depend on many factors, such as track design and dimensions. The final operations are extraction, cooling and inspection of the finished product. Along its entire length, the track must have a thickness that does not exceed the permissible values. Defects on the tread and steel inserts are not allowed. The service life of rubber tracks is directly dependent on careful control of the track tension. If the tension is weak, the track can jump off and burn, and if it is too tight, it will wear out faster.
Текст научной статьи Обзор конструкции и технологии изготовления резиноармированной гусеницы
движителями и сборными металлическими гусеницами. Сфера их применения весьма обширна. Спецтехника с резиноармированной гусеницей универсальна и в отличии от металлических гусениц не вызывает видимых повреждений поверхности дорожного полотна. Она может быть использована не только на бездорожье, но и при работах, выполняемых в условиях городской среды, не нанося видимого ущерба тротуарам, проезжим частям и экологическим системам. При работе в спальных районах или темное время суток, когда уровень шума имеет решающее значение. Резиноармированные гусеницы просто необходимы на мини экскаваторах или дорого укладчиках. Они снижают вибрации, повышенный показатель которой увеличивает нагрузку на оборудование, здания, оператора и окружающих людей. Стоит отметить, что резиновые гусеницы значительно легче металлических, что упрощает установку на строительную и сельскохозяйственную технику, делает машину более легкой и маневренной. Резиновые гусеницы обладают меньшим сопротивлением движению, соответственно меньшим расходом топлива, износом механизма двигателя и большей скоростью движения. Поэтому гусеничные мини-погрузчики изготавливаются только с резиновыми гусеницами. Резиновые имеют высокую износостойкость при работе во влажных и абразивных средах. Это связано с конструктивными и технологическими особенностями их производства [2]. Они применяются как в маломощных машинах массой 1…2 тонны, так и в очень массивных машинах таких как трактор John Deer 8RT. Благодаря резиноармированной гусенице техника развивает большие тяговые усилия при сохранении довольно высокой маневренности и небольшого давление на почву и высокого ресурса.
Большинство иностранных компаний пытаются расширить свои рынки сбыта за счет оснащения тракторов, комбайнов, экскаваторов ходовыми системами с резиноармированными гусеницами. К таким мировым брендам можно отнести CLASS, CASE, John Deer, Caterpillar, JCB и многие другие. Это связано с тем, что машины на колесных движителях как правило имеют большое удельное давление на почву, что приводит к снижению плодородия на 25-35% и как следствие снижению урожайности [2]. Так как экологическая повестка в современном мире стоит, как никогда остро, большинство компаний стремясь получить государственные льготы и привлечь неравнодушного потребителя, отдают предпочтение именно ресурсосберегающим технологиям, с применением резиноармированных гусеничных движителей. Резиноармированные гусеницы производят ведущие мировые корпорации такие как Bridgestone, Morooka, Yanmar (Япония), Skega (Швеция), Foremost
(Канада), Valmet (Финляндия), Caterpillar (США).
Американская корпорация Camoplast Solideal имеет мощный инжиниринговый центр, поэтому наряду с серийно выпускаемой продукцией компания может в короткие сроки разработать и изготовить гусеницы для любой техники, даже для той, которая еще находится в разработке. Компания выпускает гусеницы SD и HXD категорий. Для гусениц повышенного качества из самых дорогих современных материалов, компания Camoplast дает 30-месячную гарантию [2]. Другая американская компания Summit Supply, имеет 30
летнею «репутацию» в производстве резиновых гусениц, она выпускает около 2,5 тысяч моделей резиновых гусениц с разнообразной формой протектора. Каждый протектор разработан специально под конкретную задачу, выполняемою машиной с этими гусеницами. Машины на резиноармированных гусеницах Summit Supply выполняют различные работы например озеленение, снос зданий, уборка леса или снега [2].
Таким образом, видно, что рынке резиноармированных гусениц, представлено множеством компаний. Сфера применения резиноармированных гусениц только расширяется, в первую очередь благодаря ресурсосбережения. В связи с этим, данная технология продолжает оставаться одной из приоритетных областей современной инженерии в области машиностроения.
Цель исследования- изучить конструкцию и технологию изготовления резиновых гусениц.
Основная часть. Конструкция резиноармированной гусеницы с виду достаточно проста. Она состоит из металлокорда, железных сердечников и резиновой основы (рисунок 1).
Основой для резины служит натуральный каучук. Данный материал долговечен, устойчив к расслоению и растрескиванию. Для удешевления в каучук добавляют синтетический каучук и различные присадки.
Железный сердечник имеет направляющие ребра, которые служат для сцепления гусеницы с ведущей шестернёй и удерживают гусеницу от поперечных перемещений при боковых нагрузках поворотах. Форма и размеры сердечника зависят от нагрузок воспринимаемых гусеницей. Как правило внешние рабочие поверхности сердечника имеют трапециевидное поперечное сечение. Для легкой техник используют полые сердечники П-образной формы (рисунок 2). Сердечники более тяжёлых машин таких как John Deer 8RT имеют форму равносторонней трапеции, клин таких сердечников передает поперечную, продольную и радиальную нагрузки от ведущего колеса на гусеницу. Для изготовления сердечника используются зарубежные аналоги сталей 40Г1Р, 38ГМР, 20ХГСНМ
Основной способ термической обработки сердечника гусеницы -индукционная закалка до твердости 55-61 HRC на глубину до 10 мм [3].
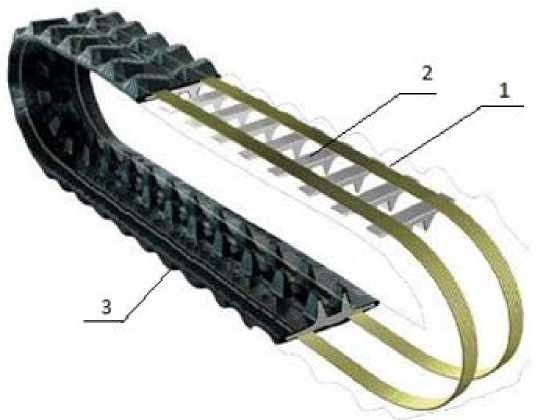
Рисунок 1 – Конструкция резиноармированной гусеницы KUBOTA KX 008-3: 1 – металлокорд; 2 - железный сердечник; 3 – резиновая основа

Рисунок 2 – Общий вид обрезиненного сердечника гусеницы KUBOTA KX 019-4
Технологический процесс изготовления гусеницы состоит из нескольких последовательных операций. Первая операция, это
экструзия сырой резины в виде полосы из плавильной машины, при этом резиновая полоса наматывается на вращающийся барабан. Вторая операция - это операция, установки предварительно изготовленных сердечников и металлического корда. Металлический корд наматывается по спирали. Третья операция заключается наматывании резиновой ленты на стальные вставки (корда и сердечника) кольцом. После этого кольцеобразная заготовка удаляется из барабана и устанавливается в специальную форму, где она формуется и вулканизируется (рисунок 3). По данным работы [4] верхний придел температуры вулканизации, резин на основе натурального каучука составляет 143 ºС, при этом оптимальное время вулканизации составляет 25 мин. Оптимальные температура и время вулканизации зависят от множества факторов, в частности от конструкции и размеров гусеницы. Финальными операциями являются извлечение, охлаждение и контроль готового изделия. По всей длине гусеница должна иметь толщину, не выходящую за пределы допустимых значений. Дефекты на протекторе и стальных вставках не допускаются.

Рисунок 3 – Процесс формовки и вулканизации гусениц KUBOTA KX 019-4
Несмотря на все преимущества, как и любой материал, резиновые гусеницы склонны к изнашиванию, специфическим для гусениц повреждениям. Поэтому в ходе эксплуатации стоит учитывать несколько особенностей. Необходимо избегать езды по ним по острым металлическим обрезкам, торчащим пням и другим подобным препятствиям, так резиновые гусеницы имеют низкую в сравнении с металлическими гусеницами прочность Контакт резиновых лент с моторным маслом, топливом и другими химикатами нежелателен.
Если в процессе эксплуатации пришлось наехать на лужу масла, то прилипшее масло нужно быстро смыть или стереть с дорожки. При этом если полости катков и колес забиты грязью, льдом или асфальтом, то при движении этот элемент шасси будет ускоренно изнашивать гусеницу. По этому, производители рекомендуют ежедневную стирку, особенно после работы в грязи или снегу.
Ресурс резиновых гусениц напрямую зависит от тщательного контроля натяжения гусениц. При слабом натяжении гусеница может соскочить и сгореть, а при чрезмерном натяжении ускоренно изнашиваться. Принято считать, что зазор между опорным катком и контактной поверхностью резиновой гусеницы в ее центральной части должен быть в пределах 15-25 мм (мини экскаваторы и мини погрузчики), а для тяжёлых тракторов и комбайнов - до 50 мм [5, 6].
Вывод. В настоящее время резиноармированные гусеницы являются ресурсосберегающими и высокотехнологическими деталями сельскохозяйственной и строительной техники. Они обладают высокими износостойкостью и ресурсом. Самой наукоемкой и высокотехнологической операцией технологического процесса изготовления является вулканизация.
N.V. Parakhina "
Список литературы Обзор конструкции и технологии изготовления резиноармированной гусеницы
- Парфенов А.П. Сельскохозяйственные тракторы на рынке россии (по материалам международной выставки "Агросалон 2018") // Известия МГТУ МАМИ. 2019. № 1 (39). С. 36-45.
- Бейненсон В.Д., Федоткин Р.С., Крючков В.А., Алендеев Е.М., Купрюнин Д.Г. Пути повышения срока службы резиноармированных гусениц // Каучук и резина. 2015. № 6. С. 28-31.
- Медведев Е.В., Анциферов Б.И., Довбыш В.О. Резиноармированные гусеницы в дорожно-строительной технике // В сборнике: Опыт, актуальные проблемы и перспективы развития нефтегазового комплекса. материалы V региональной научно-практической конференции обучающихся ВО, аспирантов и ученых. 2015. С. 359-361.
- Толстов А.М. Расчет температурно-временной зависимости вулканизации в производстве резиноармированных гусениц // Вестник МИТХТ. 2012. Т. 7. № 6. С. 83 - 87.
- Лапик В.П., Дьяченко В.П. Определение радиуса кривизны слоя резиноармированной гусеницы и распределения нагрузки между опорными катками гусеничного движителя // Техника и оборудование для села. 2015. №6. С. 22 - 24.
- Федоткин Р.С., Бейненсон В.Д., Крючков В.А., Шарипов В.М., Щетинин Ю.С. Резиноармированные гусеницы сельскохозяйственных тракторов. жесткость при растяжении и изгибе // Известия МГТУ МАМИ. 2016. № 2 (28). С. 32-38.
