Оценка износостойкости композиционных материалов и изготовленных из них шлифовальных кругов

Автор: Чаплыгин Александр Борисович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.16, 2016 года.
Бесплатный доступ
При разработке инструмента большое внимание уделяется экспериментальным методам поиска оптимальных решений. Аналитическое прогнозирование износостойкости, прочности кругов в настоящее время не обеспечивает достоверного результата. В этой связи совершенствование методов контроля физико-механических параметров композиционных материалов и изготовленных из них шлифовальных кругов имеет актуальное значение. Коэффициент шлифования, скорость резания и скорость износа абразивных кругов зависят как от качества и характеристик упруго-вязкой абразивной смеси, из которой сделан круг, так и от условий его эксплуатации. Для установления зависимости эксплуатационных свойств круга от качества многокомпозиционной упруго-вязкой абразивной смеси необходима регламентация условий испытания (режимов шлифования), которую не обеспечивают известные методы испытания. Разработана методика оперативной оценки динамики изменения служебных свойств абразивных кругов по мере их эксплуатации. Установлено, что по мере эксплуатации служебные свойства круга снижаются в результате уменьшения отношения окружной скорости круга к скорости радиальной подачи. Информация, которую позволяет получить предлагаемая методика испытания кругов, может быть использована в качестве основы при принятии решений по совершенствованию композиционной абразивной массы круга и для проектирования режимов шлифования.
Режущая способность, износостойкость круга, режимы шлифования, торцевая, радиальная поверхность круга
Короткий адрес: https://sciup.org/147157014
IDR: 147157014 | УДК: 621.922.025 | DOI: 10.14529/met160222
Assessment of wear resistance of composite materials and grinding wheels made of them
When developing the tool much attention is paid to experimental methods of searching optimum solutions. At present analytical forecasting of wear resistance and durability of grinding wheels does not provide reliable results. Therefore, improvement of control methods of physical-mechanical parameters of composite materials and grinding wheels is of great importance. The grinding coefficient, cutting speed and wear rate of abrasive wheels depend not only on the quality and characteristics of elastic and viscous abrasive mixtures from which the wheel is made, but also on its operation conditions. The regulation of test conditions (grinding modes) which is not provided by known test methods is necessary for the establishment of dependence of operational properties of the wheel on the quality of the multicomposite elastic and viscous abrasive mixture. The technique of an operational assessment of dynamics of the change of service properties of abrasive wheels in the process of their operation is developed. It is established that in the process of operation the wheel’s service properties decrease as a result of reduction of the relation of peripheral speed of the wheel to the radial feed speed. Information which can be received by the offered technique of grinding wheel testing can be used as the decision-making basis for the improvement of composite abrasive mass of the wheel and for the design of grinding modes.
Текст краткого сообщения Оценка износостойкости композиционных материалов и изготовленных из них шлифовальных кругов
Существует много показателей эксплуатационных характеристик абразивного круга [1]. К числу основных показателей, непосредственно характеризующих режущую способность и износостойкость абразивных кругов, относятся коэффициент шлифования K ш , скорость резания ^ m и скорость износа круга ^ k :
V
K ш = т;(1)
Vk
и
£ т = -т;(2)
у,
^к = -^L.(3)
где Vт , Vk – соответственно срезанный за время испытаний объем металла и отработанный объем круга; t – время испытаний.
Показатели (1)–(3) зависят от качества композиционного материала круга, его геометрических параметров и режимов шлифования: окружной скорости круга и скорости радиальной подачи. Учитывая совокупное влияние всех перечисленных факторов, они объективно отражают эксплуатационные свойства круга, но лишь на момент испытания, не гарантируя их достоверность при эксплуатации круга, когда даже в процессе одной операции изменяются режимы шлифования. Кроме того, изготовителям абразивной продукции необходимы показатели, которые бы однозначно харак- теризовали режущую способность и износостойкость композиционного материала круга вне зависимости от его геометрии и режимов эксплуатации. Таким образом, существует проблема однозначной оценки служебных свойств абразивных кругов и тем более абразивных материалов, усложняющая процедуру принятая эффективных решений как на стадии изготовления абразивной продукции, так и на стадии ее эксплуатации [2].
Для оценки эксплуатационных свойств композиционного материала круга вне зависимости от геометрических параметров круга и режимов его эксплуатации необходимы показатели, инвариантные режимам испытания, либо строгая регламентация условий испытания, которую практически не всегда удается обеспечить простыми средствами. Что касается оценки эксплуатационных свойств кругов, то информативность и качество оценки могут быть повышены на основе изучения зависимости показателей (1)–(3) от режимов шлифования.
Предложен ряд показателей эксплуатационных свойств круга, упрощающих процедуру исследований и имеющих большую корреляцию со свойствами материала круга. В частности, показатели удельной скорости резания и удельной скорости износа, приходящиеся на единицу поверхности образца ( Sm ) и не требующие регламентации размеров испытуемого образца в процессе испытаний:
5 m уд
V m
Sm ■ t ’
k yд
V k
S m ■ t
Показатели, характеризующие эффективную
K sm
A h
S
и не эффективную
K
AR
sk S
составляющие радиальной подачи, сумма которых равна единице
K sm ( t ) + K sk ( t ) = 1.
Например, при Ksm ( t ) = 0,3 и Ksk ( t ) = 0,7 следует очевидный вывод о том, что 30 % радиальной подачи идет непосредственно на съем металла, а 70 % – на износ круга. Подобной наглядной и информативной оценки работоспособности круга не обеспечивают известные показатели.
Можно полагать, что возможность поиска новых показателей, обеспечивающих дополнительную полезную информацию, далеко не исчерпана.
Зависимость показателей (1)–(3) от режимов шлифования изучалась следующим образом. Испытание круга осуществляли равными по времени этапами до полного его износа. После каждого этапа осуществляли замер высоты стержня и диаметра круга [3].
Зависимости текущего диаметра круга и высоты стержня от времени аппроксимировали полиномами второй степени
D ( t ) = P o +₽ ! • t + P 2 • t 2 ; (8)
h ( t ) = a 0 + a 1 • t + a 2 • t 2 . (9)
При известных зависимостях D ( t ) и h ( t ) всю необходимую для всестороннего анализа процесса шлифования информацию получали расчетным путем:
A h ( t ) = h - h ( t ) ;
A R ( t ) = 2 [ D 0 - D ( t ) ] ;
Vm ( t ) = 0,25 -я- d 2 •A h ( t ) ;
V k ( t ) = 0,25 .л* d [ D 02 - D ( t ) 2 ] ;
K ш ( t ) =
V m ( t ) .
V k ( t ) ;
5 m ( t ) =
dV m ( t ) d ( t )
5 k ( t ) =
dVk ( t ) d ( t )
5 m уд ( t h^ ; 5 k yд ( t ) = ^ k ( t ) ; Sm Sm
S ( t ) = A h ( t ) + A R ( t ) ; 5 s ( t ) = dti
, . л^ D ( t ) , . u ( t )
u ( t ) = • n ; K Д t ) = ;
v k 60 ° sv 7 5 s ( t )
K m( t ; к ( t ) = A R ( t -)
smW S ( t ) skV} S ( t )
и т. д., например, вычислив производные d (Ah (t)) d (t)
d ( AR ( t ) ) dS ( t )
и и поделив их на , получим со- dS (t) d (t) , d (Ah (t)) d (AR (t))
ответственно и , анализ кото- dS(t) dS (t)
рых полезен в плане эффективного управления скоростью радиальной подачи. Очевидно, что при d ( A h ( t ) )
—( ) 7 < 0 повышение скорости радиальной подачи понизит режущую способность и т. д.
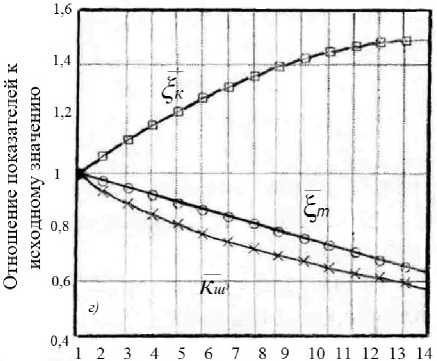
Разработанная программа иллюстрирует представленные выше зависимости в виде графиков, показывающих динамику изменения различных показателей процесса во времени (рис. 1). Служебные свойства круга по мере его эксплуатации непрерывно ухудшаются, что проявляется в повышении скорости износа, снижении скорости резания и коэффициента шлифования.
Время мин. (этапы)
Рис. 1. Динамика изменения основных эксплуатационных показателей
Понижение служебных свойств абразивного круга по мере его эксплуатации может быть вызвано неоднородностью в радиальном направлении свойств абразивного материала круга, явлением засаливания и изменением режимов шлифования. Специальными исследованиями было установлено отсутствие неоднородности свойств материала
Отношение окружной скорости круга к скорости радиальной подачи
Отношение окружной скорости круга к скорости радиальной подачи
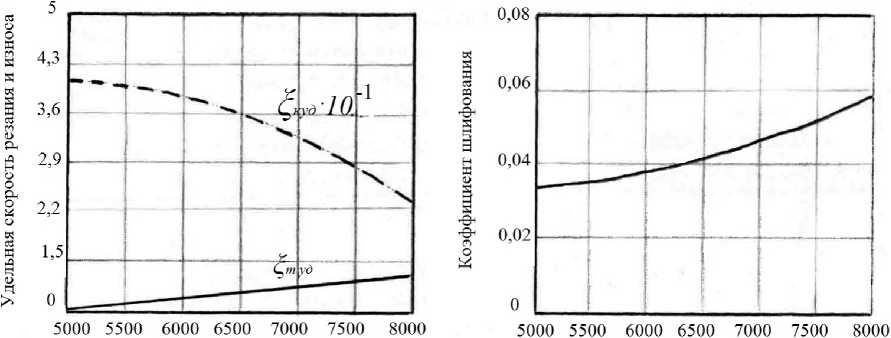
Рис. 2. Эмпирические зависимости эксплуатационных характеристик абразивного круга от отношения окружной скорости круга к скорости радиальной подачи круга и весьма незначительное влияние на свойства засаливания.
Изменение режимов шлифования по мере эксплуатации круга обусловлено уменьшением диаметра круга; снижением окружной скорости круга и изменением скорости подачи, что имело место в режиме резания с постоянной заданной радиальной нагрузкой на круг.
Установлена высокая корреляция целевых функций K ш ( t ) , £ m ( t ) , £ к ( t ) , с отношением окружной скорости круга к скорости радиальной подачи K u 5 ( t ) . Коэффициенты корреляции соответственно равнялись 0,983; 0,999 и 0,945. Коэффициент детерминации, характеризующий долю дисперсии одной переменной в результате изменения другой, более 0,95 . Это означает, что по мере эксплуатации круга изменение отношения окружной скорости круга к скорости радиальной подачи имеет определяющее влияние на эксплуатационные характеристики круга. Программа обработки опытных данных аппроксимирует полиномами опытные зависимости K ш ( K и 5 ) , ^ m уд ( K и 5 ) , ^ куд ( K и 5 ) , рекомендуемые для анализа при принятии решений по совершенствованию абразивного материала круга и разработке рациональных режимов шлифования. Рис. 2 иллюстрирует характер рассматриваемых зависимостей. Представленная выше методика испытания и обработки опытной информации, позволяющая определять различные показатели режущей способности и износостойкости круга, а также установить причины изменения свойств кругов в процессе эксплуатации, рекомендована для исследовательских целей и контроля свойств кругов в производственных условиях. Разработан вариант методики для отрезных кругов.
При исследовании эксплуатационных свойств материала круга вне зависимости от его геометрии и режимов шлифования в процессе испытаний необходимо обеспечить постоянство отношения окружной скорости круга к скорости радиальной подачи, что, как уже отмечалось, не удается сделать простыми средствами.
Для решения этой проблемы предложен способ исследования эксплуатационных свойств композиционного материала круга, исключающий самопроизвольное изменение режимов шлифования в процессе испытаний.
Предлагается шлифовать полый цилиндрический образец торцевой, а не радиальной поверхностью круга по схеме рис. 3.
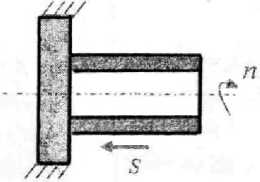
Рис. 3. Принципиальная схема экспериментального исследования режущей способности и износостойкости круга
Цилиндрический полый образец может вращаться относительно закрепленного либо (для повышения скорости относительного смещения) вращающегося круга во встречном направлении. Важно заметить, что для испытания может быть использован не целый круг, а его отдельные фрагменты либо специально изготовленные из абразивной смеси образцы, существенно меньших размеров, чем круг. Способ может быть реализован на обычном токарном станке при закреплении образца-трубы в патроне, а фрагмента круга в резцедержателе. Основным достоинством способа является возможность независимого варьирования парамет- ров режима шлифования при постоянстве других параметров в процессе испытания. Полная регламентация условий испытания позволит выявить взаимосвязь свойств абразивного материала с эксплуатационными характеристиками круга.
Список литературы Оценка износостойкости композиционных материалов и изготовленных из них шлифовальных кругов
- Абразивные материалы и инструменты: каталог-справочник/Под. ред. В.А. Рыбакова. -М.: НИИИ по машиностроению, 1976. -390 с.
- Ардашев, Д.В. Информационная база для проектирования шлифовальных операций с учетом эксплуатационных возможностей шлифовальных кругов/Д.В. Ардашев//Труды XXXIII Уральского семинара технологии и машины обработки давлением. -Екатеринбург, 2003. -176 с.
- Гутер, Р.С. Элементы численного анализа и математической обработки результатов опыта/Р.С. Гутер, Б.В. Овчинский. -М.: Наука, 1970. -432 с.
