Оценка эффективности трансформации теплоты в процессах брагоректификации

Автор: Никитина С.Ю., Жучков А.В., Шахов С.В., Шабанов И.Е.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 1 (63), 2015 года.
Бесплатный доступ
В работе проведена оценка целесообразности применения рекомпрессии пара в брагоректификационных установках, проведено математическое моделирование и оптимизация режимов работы колонных аппаратов с трансформаторами теплоты. Целью данной работы является оценка целесообразности применения рекомпрессии пара в процессах брагоректификации и оптимизация энергоэкономических параметров теплонасосных установок. Ректификационные колонны могут работать при различном давлении, разность температур кипения жидкости в кубовой части колонны и конденсации пара, выходящего из верхней части, составляет от 1-2 °С (в колонне окончательной очистки) до 10-25 °С (в бражной, ректификационной колоннах). Небольшой перепад температур позволяет получить высокие значения отопительного коэффициента, а высокая интенсивность процессов теплообмена при конденсации и кипении обеспечивает относительно небольшие поверхности теплообмена в соответствующих теплообменных аппаратах и капитальные вложения в них. Данные обстоятельства предопределяют высокую экономическую эффективность применения теплонасосных установок. Анализируя полученные данные, пришли к выводу, что для варианта 1 (работа ректификационной колонны в условиях вакуума) оптимальному режиму эксплуатации соответствует температура насыщения сжатого пара 98 °С, давление спиртового пара после компрессора при этом составит P 2=191 кПа. Для варианта 2 (работа ректификационной колонны при малом вакууме) оптимальное значение температуры t 2=107 °C, давление сжатого пара Р 2=244 кПа. Для варианта 3 (работа ректификационной колонны при небольшом избыточном давлении) экономически оправданны t 2=110 °C, Р 2=265 кПа. Оптимальные температурные напоры в кипятильнике для рассмотренных вариантов соответственно составляют 5,4; 5,3 и 5,3 °С; степень повышения давления компрессора составляет соответственно 3,67; 2,98; 2,57.
Этанол, ректификация, трансформация теплоты
Короткий адрес: https://sciup.org/14040384
IDR: 14040384 | УДК: 663.5
Assessment of efficiency of transformation of heat in the processes rectification of braga
To assess whether the use of vapor recompression in distilling plants, mathematical modeling and optimization modes vessels with transformers warmth. The aim of this work is to evaluate the feasibility of using vapor recompression processes rectification of braga and optimize energy economic parameters of heat pump installations. The distillation column can be operated at different pressures, the temperature difference between the boiling liquid in a bottom part of the column and the vapor leaving the top part is from 1 - 2 (in the final column purification) 10 - 25 (in use, distillation columns). A small temperature difference allows obtain high values of the heating rate, while the high intensity of the processes of heat transfer in condensation and boiling provides a relatively small heat exchange surface in the respective heat exchangers and capital investments in them. These circumstances require high economic efficiency of application of heat pump installations. After analyzing the data, concluded that for option 1 (work rectification columns under vacuum) to an optimum mode of operation corresponds to the saturation temperature of the compressed vapor 98, the pressure of the alcohol vapor compressor after this will be P2=191 kPa. For option 2 (work of the distillation column at low vacuum) optimum temperature value t2=107 C, the pressure of the compressed steam P2=244 kPa. For option 3 (work of the distillation column at the small of excessive pressure) it is economically feasible t2=110 C, P2=265 kPa. The optimal-temperature pressure in the boiler for the considered variants respectively co-tute of 5.4; 5,3 5,3; the increased pressure of the compressor is accordingly to 3.67; 2,98; to 2.57.
Текст научной статьи Оценка эффективности трансформации теплоты в процессах брагоректификации
При производстве этанола большая часть тепловой энергии, потребляемой заводом, расходуется на стадиях перегонки и ректификации, поэтому задача снижения энергоёмкости этих технологических этапов за счёт применение трансформаторов теплоты (теплонасосных установок (ТНУ)) представляется важной и актуальной. В качестве трансформаторов тепла, применяемых в химической и пищевой промышленности России, чаще всего используются парокомпрессионные тепловые насосы, которые в дальнейшем рассматриваются в настоящей работе. Несмотря на повышенный интерес исследователей к использованию тепловых насосов в процессах ректификации этанола [1-3], на отечественных спиртовых заводах термокомпрессия до настоящего времени не находила широкого применения, что связано с рядом причин, в том числе, с недостаточной проработкой схем подключения ТНУ, их конструкций, режимов экплуатации. Кроме того, следует отметить неблагоприятное соотношение российских цен на органическое топливо и электроэнергию, а также высокую стоимость компрессоров.
Цель настоящей работы - оценить целесообразность применения рекомпрессии пара в процессах брагоректификации и оптимизировать энергоэкономические параметры теплонасосных установок.
В состав брагоректификационных установок входят колонные аппараты, для которых характерна сравнительно небольшая разность температур технологической среды в нижней и верхней частях [1]. В зависимости от принятой схемы ректификационные колонны могут работать при различном давлении, разность температур кипения жидкости в кубовой части колонны и конденсации пара, выходящего из верхней части, составляет от 1 -2 °С (в колонне окончательной очистки) до 10-25 °С (в бражной, ректификационной колоннах). Небольшой перепад температур позволяет получить высокие значения отопительного коэффициента, а высокая интенсивность процессов теплообмена при конденсации и кипении обеспечивает относительно небольшие поверхности теплообмена в соответствующих теплообменных аппаратах и капитальные вложения в них. Данные обстоятельства предопределяют высокую экономическую эффективность применения теплонасосных установок.
В зарубежных схемах ректификации теп- лонасосные установки подключаются к массообменным аппаратам двумя способами [1]. Первый способ предусматривает использование кубовой жидкости в качестве хладагента в кипятильнике, сжатие в компрессоре образовавшегося пара и подачу его на обогрев колонны. По второму способу (рисунок 1) пары из верхней части колонны (1) сжимаются в компрессоре (2) до давления, обеспечивающего до- статочно высокую его температуру насыщения, и используются в качестве греющего агента в дефлегматоре-испарителе, где, конденсируясь, он отдает теплоту кипящей кубовой жидкости, конденсат возвращается в ректификационную колонну в качестве флегмы. Подключение теплового насоса по первому варианту более технологично, подобные схемы получили наибольшее распространение и поэтому будут рассмотрены в настоящей работе. Для запуска колонны в кипятильник 5 подаётся греющий пар, на питательную тарелку поступает разделяемая водно-спиртовая фракция. Ректификованный этанол отбирается из жидкой фазы тарелок концентрационной части (в бражной колонне целевой продукт отбирается из флегмы, в эпюрационной и окончательной колоннах -из кубовой части). После вывода колонны на рабочий режим подача острого пара в кипятильник 5 может быть существенно уменьшена либо полностью исключена.
Энергетическую эффективность трансформации тепла в этой установке будем оценивать с помощью отопительного коэффициента [4]:
. = Q
N
где Q - тепловой поток в кипятильнике, Вт, N - мощность компрессора, Вт.
Мощность, затрачиваемая на сжатие пара равна [5, 6]:
n RT1G n -1 M
n - 1
n
P 2 I - 1
P 1 )
,
где n - показатель политропы процесса сжатия; R - универсальная газовая постоянная, Дж/ (моль К); G - массовый расход пара, кг; T i , T 2 - начальная (перед компрессором) и конечная (после компрессора) температуры насыщения пара, К; P i , P 2 - начальное и конечное давление пара, Па; М - молярная масса пара, кг/кмоль.
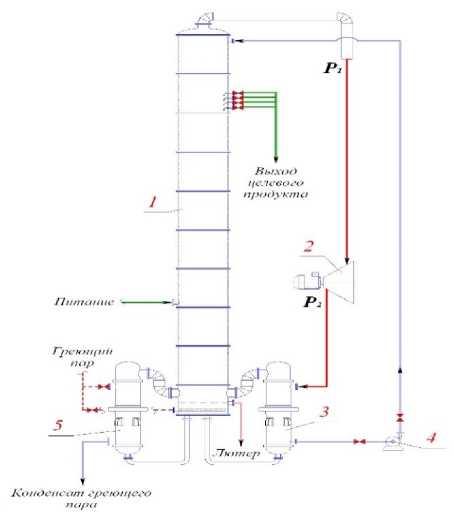
1 – ректификационная колонна, 2 – компрессор, 3 – дефлегматор-испаритель, 4 – насос, 5 - кипятильник
Рисунок 1. Принципиальная схема ректификационной колонны с ТНУ
Тепловой поток, выделяемый при конденсации сжатого пара:
Q=Gr ,
где r – теплота конденсации пара, Дж/кг.
С учетом (2), (3) из соотношения (1) следует:
n e = n -1
•
RT r
n - 1
P 2 ) - 1
p1 J
.
Зависимость давления насыщения от температуры пара определяется уравнением Клапейрона-Клаузиуса:
dP r
dT T (u"-U )
где υ’, υ’’ – удельные объемы жидкости и пара в состоянии насыщения, м3/кг.
Величины r, υ’, υ” существенно зависят от температуры. Интегрируя уравнение (5) в пределах от Т 1 до Т 2 и разделив обе части полученного выражения на Р 1 имеем:
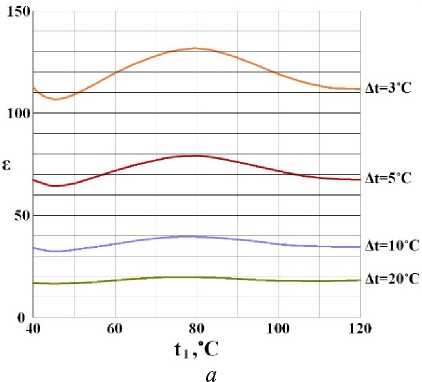
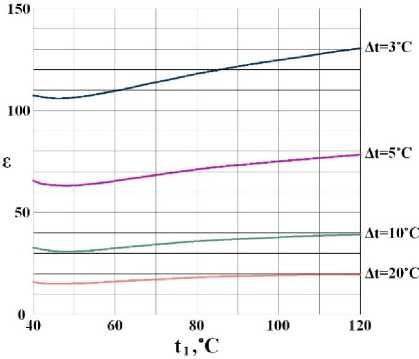
соотношением компонентов (близким к составу флегмы бражной, ректификационной, эпюра-ционной и окончательной колонн) рассчитаны среде Mathcad-15 по уравнению (7) c использованием численных методов интегрирования. Функциональные зависимости основных теплофизических характеристик воды и этанола от температуры определены на основе справочных данных [7, 8]. На рисунке 2 представлены зависимости отопительного коэффициента от начальной температуры пара t 1 , (0С) , для различных перепадов температуры насыщенного пара на компрессоре Δt=t 2 -t 1 при содержании этанола в жидкой фазе 97 % и 86 % об. этанола в жидкой фазе ( а - 97 %, б - 86 % об.)
Анализируя данные рисунка 2, заметим, что снижение перепада температур Δ t приводит к существенному увеличению отопительного коэффициента (при снижении Δ t с 20 до 3 °С ε увеличивается более чем в 5 раз). При работе компрессора на паровой смеси состава, близкого к азеотропному, для всех значений Δ t максимум ε достигается при t 1 =78-80 °С, что соответствует работе колонны при атмосферном давлении. Изменение рабочего давления как в направлении вакуума, так и в направлении избыточного давления приводит к некоторому уменьшению отопительного коэффициента.
При меньшей концентрации спирта (86 %) отопительный коэффициент монотонно увеличивается по мере увеличения начальной температуры.
Уменьшение температурного перепада Δ t на компрессоре позволяет более эффективно использовать тепловую энергию, но при этом резко снижается температурный напор в кипятильнике, что приводит к увеличению необходимой поверхности теплообмена, возрастают капитальные вложения на приобретение оборудования, поэтому оптимизация энерго-экономических параметров работы установки должна определяется по минимуму приведенных затрат.
Г ( T )
P. = 1 T 2________________
P 1 P 1 J T T • [ u ' '( T ) - u "( T ) ]
dT + 1. (6)
С учётом выражений (4) и (6) получим уравнение для вычисления отопительного коэффициента:
n e =-- n -1
T 2
RT I 1 1 2 r ( t )
r I P ( T 1 ) T T [u "( T) - и '(T ) ]
T
dT + 1
n - 1
n
- 1
•
Значения отопительного коэффициента для водно-этанольных растворов с различным
б
Рисунок 2. Зависимость отопительного коэффициента от начальной температуры пара (содержание этанола в жидкой фазе а - 97 %, б - 86 % об.)
При разработке математической модели ректификационной колонны с ТНУ в качестве исходных данных задаются расход пара; температуры насыщения пара перед ti и после t2 компрессора, °С; температура кипения кубового остатка, 1з; теплофизические характеристики разделяемой смеси; некоторые известные параметры кипятильника; необходимые экономиче- ские показатели, а также предварительно рассчитанные по уравнению (9) значения отопительных коэффициентов.
Коэффициент теплоотдачи при кипении этанола определяется соотношением [7]:
α 1 = 4 q 0,7 ⋅ e 0,028 P
,
где q - средний удельный тепловой поток, Вт/м2, Р - давление, бар.
Коэффициент теплоотдачи при кипении воды [7]:
α = 3 q 0,7 Ð 0,15.
При любых значениях a i не могут быть ниже значения, рассчитанного для условий свободной конвекции:
Nu = 0,15( Gr Pr)1/3(Pr/Pr c ) °,2 5, (10)
где Nu=a i H/X - число Нуссельта,
Gr = H в(,- Ч) — число Грасгофа, Pr, Pr™ -ν2 c числа Прандтля для средней температуры жид- кости и температуры поверхности соответственно; Н - высота пластины теплообменника, м; X - теплопроводность жидкости, Вт/(м-К); v - кинематический коэффициент вязкости жидкости, м2/с; в - температурный коэффициент расширения жидкости, 1/К.
Для оценки коэффициента теплоотдачи при конденсации пара использовано выражение [7]:
α 2 = 0,943 4
ρ kgr λ k 3 ν Δ tH ,
где р к - плотность конденсата, кг/м3, g - ускорение свободного падения, r - теплота конденсации пара, Дж/кг, Х к - теплопроводность конденсата, Вт/(м К), v - кинематическая вязкость конденсата, м2/с, A t - перепад температуры в конденсатной плёнке, 0С.
Затем рассчитывается коэффициент теп- лопередачи:
k =
1 δ 1 + cò +
α 1 λ c α 2
и площадь поверхности теплообмена:
F =
Gr k ( t - t )
Неизвестные значения поверхностей пластин, средний удельный тепловой поток, а также вышеперечисленные параметры определялись посредством программы, разработанной для среды Mathcad-15, затем определялись капитальные затраты по укрупнённым экономи- ческим показателям:
K T =a T +b T F, (14)
К к =а к +Ь к№ 1000, (15)
где KT - капитальные затраты на дефлегматор-испаритель, Кк - капитальные затраты на компрессорную установку, aT, bT, aK, bK - экономи- ческие показатели.
Ежегодные издержки на обслуживание капитальных вложений:
И к =fК, (16)
где f =0,07 - доля отчислений на обслуживание капитальных вложений.
В расчетах приняты: a T =16 тыс.руб., Ь т =1,7 тыс. руб./м2, а к =5 тыс.руб., Ь к =3,25 тыс.руб./кВт (по результатам обработки прайс-листов поставщиков из интернета).
Ежегодные издержки на электроэнергию (привод компрессора), тыс. руб./год составят:
N ⋅ z m
И= э10
,
где zэ - тариф на электроэнергию, руб/кВт ч, m - число часов работы установки в год, ч.
Приведенные затраты:
З = КЕн+Ик+Иэ,(18)
где Ен =0,15 - нормативный коэффициент капи- тальных вложений.
Проведем анализ режимов работы ректификационной колонны. Ректификационная (спиртовая) колонна является наиболее энергоемким элементом БРУ, поскольку на её долю приходится 1/3 -1/2 от общего теплопотребления установки. В зависимости от принятой технологической схемы она может работать в условиях вакуума, при атмосферном или избыточном давлении. Режимы работы ректификационных колонн, входящих в состав типовых отечественных БРУ, приведены в таблице 1.
Т а б л и ц а 1
Анализируемые режимы работы ректификационных колонн
|
Вариант эксплуатации |
Давление, бар |
Температура, 0С |
||
|
низ |
верх |
низ |
верх |
|
|
1 |
0,70 |
0,52 |
64 |
93 |
|
2 |
1,01 |
0,82 |
72 |
101 |
|
3 |
1,24 |
1,03 |
78 |
105 |
Используя уравнения (7), (14)-(18), определены энергоэкономические показатели для каждого варианта эксплуатации колонны, результаты представлены в таблице 2 и на рисунке 3.
Анализируя полученные данные, заметим, что для варианта 1 (работа ректификационной колонны в условиях вакуума) оптимальному режиму эксплуатации соответствует температура насыщения сжатого пара 98 °С, давление спиртового пара после компрессора при этом составит P 2 =191 кПа. Для варианта 2 (работа ректификационной колонны при малом вакууме) оптимальное значение температуры t 2 =107 °C, давление сжатого пара Р 2 =244 кПа. Для варианта 3 (работа ректификационной колонны при небольшом избыточном давлении) экономически оправданны t 2 =110 °C, Р 2 =265 кПа. Оптимальные температурные напоры в кипятильнике для рассмотренных вариантов соответственно составляют 5,4; 5,3 и 5,3 °С; степень повышения давления компрессора составляет соответственно 3,67; 2,98; 2,57. Поскольку приведенные затраты уменьшаются по мере повышения давления в колонне, наиболее эффективно применять теплонасосные установки в колоннах, работающих под небольшим избыточным давлением.
Список литературы Оценка эффективности трансформации теплоты в процессах брагоректификации
- Никитина С.Ю. Схемотехника и методики расчётов брагоректификационных установок. Воронеж: ВГАСУ, 2013. 209 с.
- Мариненко С.С., Мариненко О.В., Константинов Е.Н., Короткова Т.Г. Методы расчета процесса сжатия паров спирта при использовании в схеме БРУ теплового насоса//Известия вузов. Пищевая технология. 2011. № 2-3. С.76-78.
- Скрыпников Б.Л., Смолко Ю.Н., Толстов С.А., Чернопятова С.А. Термодинамический анализ процесса ректификации этилового спирта с использованием теплового насоса//Вестник ВГТУ. 2012. Т. 4. № 10. С. 36-41.
- Калнин И.М., Фадеков К.Н. Термодинамические циклы холодильных машин и тепловых насосов. Расчет. Оценка эффективности: учеб. пособие. М.: МГУИЭ, 2006. 92 с.
- Кириллин В.А., Сычев В.В., Шейндлин А.Е. Техническая термодинамика: учебник для вузов. М.: МЭИ, 2008. 417 с.
- Овчинников Ю.В. Основы технической термодинамики. Новосибирск: НГТУ, 2010. 292 с.
- Седлов A.C., Кузма-Кичта Ю.А. Гидродинамика и теплообмен при кипении водных растворов. М.: Издательский дом МЭИ, 2007. 164 с.
- Безруких П.П., Дегтярев В.В. Елистратов В.В. и др. Справочник по ресурсам возобновляемых источников энергии России и местным видам топлива. М.: «ИАЦ Энергия», 2007. 272 с.
