Оценка работоспособности статистического регулирования при токарной обработке на станке с ЧПУ

Автор: Кошин Анатолий Александрович, Нуркенов Антон Халилевич
Статья в выпуске: 1 т.13, 2013 года.
Бесплатный доступ
Рассмотрен метод статистического регулирования технологического процесса для станка с ЧПУ. Определено влияние объема исходной выборки на технологический допуск и предложены рекомендации по выбору объема исходной выборки.
Станки с чпу, статистический контроль, технологический допуск
Короткий адрес: https://sciup.org/147154882
IDR: 147154882 | УДК: 621.9
Workability evaluation of statistical control for CNC machine
In the article the statistical control method of technological process for CNC machine is considered. The influence of volume of original sample on technological tolerances is determined and also the recommendations for the choice of the original samples are given.
Текст научной статьи Оценка работоспособности статистического регулирования при токарной обработке на станке с ЧПУ
В серийном производстве с целью предварительного обследования и построения контрольных карт регулирования технологического процесса объем исходной выборки составляет 100–200 измерений. Современное динамичное машиностроение, оснащенное станками с ЧПУ, характеризуется широкой номенклатурой выпускаемых изделий и мелкосерийными партиями. Поэтому объем выборок, по которым производится статистический контроль технологического процесса, крайне мал. Таким образом, имея в качестве базовой выборку значительно меньшего объема, необходимо установить влияние объема исходной выборки на надежность расчета контрольных карт.1
С целью определения влияния размера исходной выборки на результаты статистического регулирования на предприятии Челябинской области были произведены исследования технологической точности станка с ЧПУ в серийном производстве. По результатам контроля в процессе обработки была сформирована исходная нормальная выборка объемом 180 измерений.
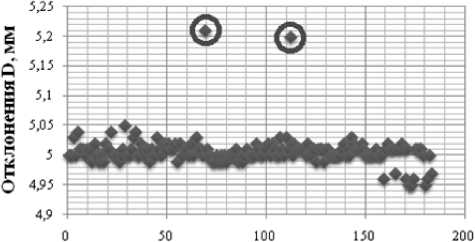
Произвели первичную статистическую обработку исходной выборки и определили числовые характеристики (рис. 1., табл. 1) [1].
В результате построения диаграммы рассеивания удаляем выбросы (резко отличающиеся показания измерений).2
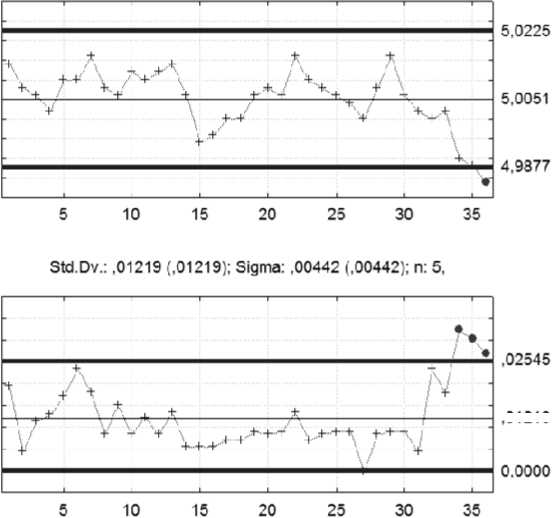
Для определения естественного допуска технологического процесса и обеспечиваемой точности технологического процесса построили комбинированную контрольную карту X / S (рис. 2). Комбинированная карта позволяет более точно исследовать информацию, полученную на этапе предварительного исследования [2]. По контрольной карте X выполняется суждение о величине настроечного параметра. По карте S – величина и характер изменения дисперсии процесса, т. е. его стабильность.
График рассеивания размеров и комбинированная контрольная карта показывают существенные отклонения диаметров изделий. Наличие отрицательного тренда говорит о нарушении в технологическом процессе и необходимости поднастройки технологической системы, поэтому данные измерения нельзя включать в определение собственного допуска технологического процесса. По результатам контроля удаляем часть проб.
Оценка работоспособности статистического регулирования при токарной обработке на станке с ЧПУ
Число деталей в пар tj d hl шт
Рис. 1. Диаграмма рассеивания размеров изделий
Таблица 1
Числовые характеристики исходной выборки
|
№ п/п |
Числовая характеристика |
Обозначение |
Расчетное значение |
|
1 |
Математическое ожидание |
X |
5,00511 |
|
2 |
Среднегеометрическое |
• X |
5,005089 |
|
3 |
Медиана |
X |
5,1 |
|
4 |
Мода |
mod X |
5 |
|
5 |
Размах |
R |
0,1 |
|
6 |
Дисперсия |
S |
0,000222 |
|
7 |
Среднеквадратичное отклонение |
σ |
0,014892 |
X-bar and S Chart; variable: Vari
X-bar: 5,0051 (5,0051); Sigma: ,01296 (,C 1296); n: 5,
,01219
Рис. 2. Комбинированная контрольная карта
После удаления проб, превышающих ко н трольные границы, произвели расчет новых границ (рис. 3). В результате естественный допуск технологического процесса при объеме выборки n = 165 измерений составил 0,0302 мм.
Таким образом, для анализа влияния объема исходной выборки на естественный допуск технологического процесса было сгенерировано случайным образом несколько вариаций выборки объемом n = 150; 90; 60; 30 измерений и показана
А.А. Кошин, А.Х. Нуркенов
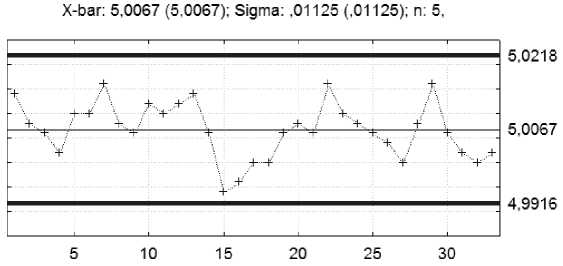
Рис. 3. Контрольная карта средних значений с исправленными контрольными границами
Таблица 2
Изменение технологического допуска в результате усечения исходной выборки
|
№ выборки |
Объем выборки |
|||
|
150 |
90 \ |
60 \ |
30 |
|
|
Технологический допуск |
||||
|
1 |
0,0292 |
0,0324 |
0,038 |
0,0504 |
|
2 |
0,0361 |
0,0313 |
0,0368 |
0,0424 |
|
3 |
0,0344 |
0,0309 |
0,0336 |
0,0437 |
|
4 |
0,0312 |
0,0312 |
0,0322 |
0,0336 |
|
5 |
0,0317 |
0,0373 |
0,0297 |
0,03 |
|
Среднее |
0,03 25 2 |
0,03262 |
0,03406 |
0,04002 |
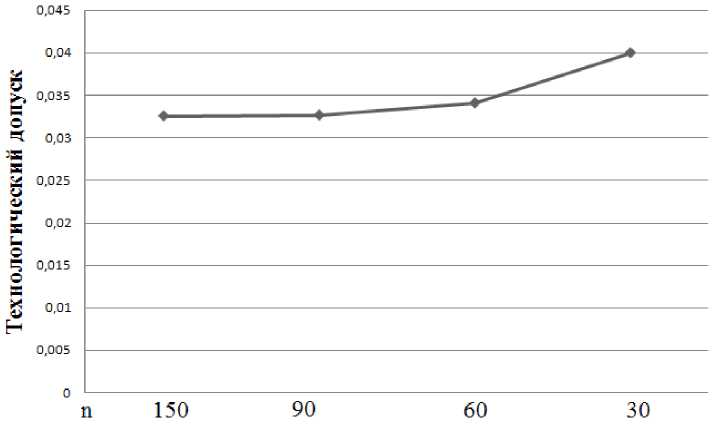
Рис. 4. Изменение технологического допуска в зависимости от объема выборки
ди на м ика из ме не н ия технолог иче ского д оп ус ка от количества измерений в в ы б орке (та бл . 2, рис . 4).
На станках с ЧПУ при обработке малых партий изделий возникает вопрос в оценке надежности статистического регулирования. Преимущественно объем партии деталей не достигает требуемого по уровню надежности объема предварительного обследования (100–200 измерений). Для решения данной проблемы проведено исследование и установлено допустимое значение объема для предварительного обследования, удовлетво- ряющее требованиям по надежности при проектировании контрольных карт.
В процессе регулирования объема исходной выборки очевидно, что уменьшение количества измерений приводит к увеличению мер рассеивания и соответственно к увеличению естественного допуска при расчете контрольных границ. Это позволяет сделать вывод о том, что уменьшение выборки ведет к уменьшению надежности оценки. Уменьшение объема выборки с 165 до 150 измерений приводит к увеличению технологического
Оценка работоспособности статистического регулирования при токарной обработке на станке с ЧПУ допуска на 7,68 %; уменьшение до 90 измерений – на 8 %; уменьшение до 60 измерений – на 12,78 %; уменьшение до 30 измерений – на 32,51 %.
Таким образом, применительно к станкам с ЧПУ можно применять статистический контроль, если возможно провести предварительное обследование на станке при объеме партии не менее 50 деталей с допустимой погрешностью в 12–15 %.
В дальнейшем при построении контрольной карты применяется традиционная методология, т. е. построение либо карты средних значений при объеме пробы в 5 измерений, либо, что более же- лательно, построение карты индивидуальных значений.
Список литературы Оценка работоспособности статистического регулирования при токарной обработке на станке с ЧПУ
- Гмурман, В.Е. Теория вероятностей и математическая статистика: учеб. пособие для вузов/В.Е. Гмурман. -М.: Высш. шк., 2003. -479 с.
- Смирнов, Н.В. Курс теории вероятностей и математической статистики для технических приложений/Н.В. Смирнов, И.В. Дунин-Барковский. -М.: Наука, 1969. -511 с.
