Оценка уровней шума, создаваемого фрезами при обработке колёсных пар

Автор: Досов Виктор Евгеньевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 5-6 (74) т.13, 2013 года.
Бесплатный доступ
Рассмотрены особенности выполнения работ по ремонту и восстановлению поверхности катания бандажей колёсных пар электровозов на колёсофрезерном станке. Для обработки используется фасонная фреза при частотах вращения до 180 об/мин. Невысокая частота вращения и значительная масса станка (37,5 т) позволяют предположить, что характеристики шума в рабочей зоне определяются звуковым излучением обрабатываемых колёсных пар и режущего инструмента. Приведены результаты исследования акустических характеристик режущего инструмента. Решены уравнения изгибных колебаний с учётом коэффициента потерь колебательной энергии, определяющего диссипативную функцию узла резания. Таким образом получены значения скоростей колебаний инструмента. Установка оправки с элементами вибродемпфирования и модернизацией правой опоры на подшипниках качения позволяет увеличить диссипативную функцию узла режущего инструмента. Однако этого может оказаться недостаточно для снижения уровней звукового давления режущего инструмента до предельно допустимых значений. В таком случае можно использовать акустический экран, устанавливаемый вблизи источника шума. При этом конструкция экрана становится намного проще, её габариты (длина и высота) — меньше.
Уровни звукового давления, санитарные нормы шума, режущий инструмент, колёсофрезерные станки
Короткий адрес: https://sciup.org/14250013
IDR: 14250013 | УДК: 621.9.06:628.5 | DOI: 10.12737/1285
Noise rating under wheel-set processing by cutters
Repair and restoration features of the electric wheel-set tyre roll surface on a wheel-type milling machine are considered. The processing is performed by a form cutter at speeds up to 180 rpm. Low speed and a substantial weight of the machine (37.5 tons) suggest that noise characteristics in the work area are determined by the processed wheels and cutting tools sound radiation. The study results of the cutter acoustic characteristics are presented. Bending vibration equations are solved with account for the rate of oscillatory energy loss which determines the cutting unit dissipation function. Thus, tool vibration velocity values are obtained. The installation of the mandrel with vibration cushioning elements, and the right roller bearing support upgrading allow increasing the cutting unit dissipation function. However, it may not be as sufficient for the cutting tool noise level lowering up to the admissible limit values. In this case, an acoustic baffle placed near the noise source can be used. At this, the acoustic baffle design becomes more simple, and its dimensions (length and height) — less.
Текст научной статьи Оценка уровней шума, создаваемого фрезами при обработке колёсных пар
Введение. Рабочая поверхность колёсных пар обрабатывается специальной фрезой, установленной на длинной оправке. Фреза рассматривается как система с распределённой массой, что позволяет теоретически рассчитать спектры вибрации и шума. В зависимости от соотношения изгиб-ной жёсткости режущего инструмента и опор, виброакустические характеристики фрезы определяются для условий шарнирного и жёсткого закрепления. В данной работе приведены результаты исследования акустических характеристик режущего инструмента.
Результаты исследований. Расчёт уровней звукового давления фрезы основан на цилиндрической модели источника шума. На основе данных работы [1] (без учёта направленности звукового излучения) получены следующие зависимости.
Для условий шарнирного закрепления:
L = 20lg V k + 20lg k - 20lg r + 25lg d + 150, (1)
где V k — скорость колебаний на собственной частоте, м/с; k — коэффициент, определяющий собственную частоту колебаний; r — расстояние от источника до точки измерений, м; d — диаметр фрезы, м.
Для условий жёсткого закрепления:
L = 20lg V k + 20lg(2 k - 1) - 20lg r + 25lg d + 165, (2)
где V k — скорость колебаний на собственной частоте, м/с; k — коэффициент, определяющий собственную частоту колебаний; r — расстояние от источника до точки измерений, м; d — диаметр фрезы, м.
Снизить шум, излучаемый фрезой, можно двумя способами: установить акустический экран или увеличить диссипативную функцию, фактически определённую эффективным коэффициентом потерь колебательной энергии. Ниже рассматривается именно такой метод — при этом шум снижается в самом источнике его возникновения.
Работа выполнена в рамках инициативной НИР.
С учётом санитарных норм шума ( L c ) и зависимостей (1) и (2) выразим «требуемое значение» скорости колебаний режущего инструмента.
Для условий шарнирного закрепления:
V *2 = 10 0,05 L - lg гГк11 ,г 2 - 7,5
.
Для условий жёсткого закрепления:
V * 2 = 10 0,05 L c — lg r / ( 2 k - 1 ) d 1,25 - 8
.
Расчётная схема фрезы приведена на рис. 1. Фреза 1 вставляется в отверстие шпинделя 2 , ориентируется шпонками 3 и затягивается шомполом, а другой конец фрезы имеет цилиндрическую цапку, которая поддерживается съёмной стойкой. Съёмная стойка 4 ориентируется по шпонке и крепится к своему основанию 5 . Аналогично производится установка другой фрезы.
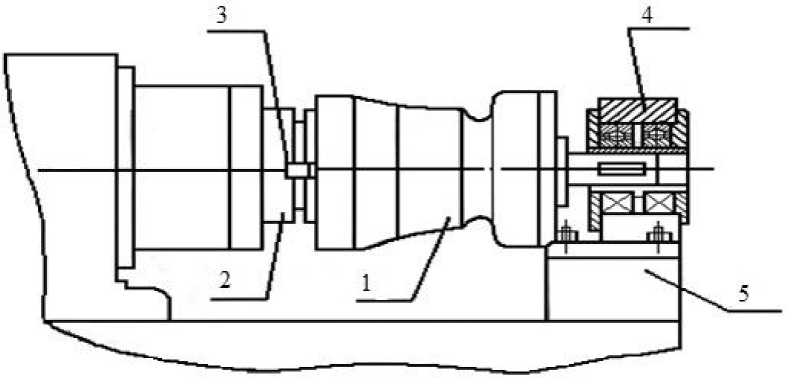
Рис. 1. Установка фрезы на колёсофрезерном станке
При операциях фрезерования сила резания, согласно исследованиям И. Г. Жаркова и нормативам режимов резания, определяется по формулам [1, 2]:
P yz = P yz-' cosn nz " t - ( q - 1 ) г = P yz 'cos H - ( q - 1 ) 7] - (5)
10 -CtxS y * Bn * • z*
P =---p---z--K„, Н zz dq* nW * мр- - где t — глубина резания, мм; Sz — подача на зуб фрезы, мм/зуб; B — ширина фрезерования, мм; z* — число зубьев фрезы; d — диаметр фрезы, мм; w — частота вращения фрезы, мин-1; Ср, Кмр, х*, У *, n*, q*, W — коэффициенты, зависящие от обрабатываемого материала фрезы, геометрических параметров режущих пластиков и типа фрез (выбираются по соответствующим таблицам) [2]; q — номер зуба фрезы.
Метод расчёта виброскоростей основан на представлении фрезы как системы с распределёнными параметрами, на которую действуют силовые возмущения от каждого зуба. В этом случае уравнения поперечных колебаний в направлении осей ОZ и ОY фрезы как шарнирно-опёртой системы имеют вид:
д 2 У 2d4 у 2Py "Г . nkl . nkl, . п klz, ) Г. . ,, , ^2n 1 . nkx
—V+а2—r— =—L_у sin—1- + sin—2 + _ + sin —z- • cos 0,1 nz t - (q -1)— • sin---, (7) д t2 дх4 m 0 £11 l l l J [ ( ) Z ] l d2 z
—7 + a
э d4 z 2Pz . nkl. . nkl . nkl, i2—T =---> sin—2 + sin—2 + _ + sin —z*
d x4 m R = 1 ( l l l
• cos 0,1 nz-t - ( q - 1 ) z * • sin k , (8)
π kx
l
где Pz , y = Pyz • cos
n n . / и \ 2п n * i к 2п
—t - q - 1)— = p • cos toz • t - q - 1)—
30 ( ) z yz ( ) z
EY
, a 2 = —; q — номер зуба; l i — m 0
координаты расположения зуба, м; E — модуль упругости, Па; J — момент инерции, м4; m 0 — распределённая масса, кг/м ( m 0 = pF , p — плотность материала, кг/м3); F — площадь поперечного сечения, м2; l — длина фрезы, м; n — частота вращения фрезы, об/мин.
Для стали, соответственно, получим:
EJ = 1,7 • 10 6 d 2 ; ma = 6 • 10 3 d 2.
m 0 0
Используя метод разделения переменных, систему дифференциальных уравнений приведём к виду:
p y
3 • 10 3 d 2 1
pz
3 • 10 3 d 2 1
dy +1,7 • 108 d2 dt2
” ( ._n kl. ._n kl,
> sin—2 + sin— 2 + _ + sin
^ //
R=1V 'l dz +1,7 • 10‘d 2
^( _n kl ._n kl
У sin—2 + sin— 2 + _ + sin
^ //
R =1V ll
। k 1
< l )
π kl £
l
I У =
z *
• cos 0,1 zz*t - ( q - 1 ) z n
.
I k 1 1,
π kl l
I z =
z *
• cos 0,1 nzt - ( q - 1 ) I ?
.
Решение уравнений относительно скорости колебаний получены в следующем виде:
। , p nz* . п/ . n kl2 . nkl I
Vkv = y л з У sin--- L + sin--- 2 + ••• + sin z * x
1 ky| 3 • 10 4 d 2 l h ( l l l J
=X
x sin 0,1 nzt - ( q - 1 ) z ? - 1,7-10 8 d
2 ( - Y
- -1
,
। pnz* ” ( . n kl, . n kl . n kl , I
V = rz V sin— 1- + sin— 2 + _ + sin — z * x
1 kz| 3 • 10 4 d 2 1 ^ [ l l l I
=X \ /
. 7n _ .
x sin 0,1 nz't - ( q - 1 ) z * - 1,7-10 8 d
,2( k 1 4
- -1
.
Данные выражения не учитывают коэффициента потерь колебательной энергии. Воспользуемся приёмом представления модуля упругости в комплексной форме:
E = Ё ( 1 + jn ) x , где η — эффективный коэффициент потерь колебательной энергии.
Кроме этого следует учесть, что в рамках данной работы ставится задача определения максимального значения уровня звукового давления, возникающего за время фрезерования колёс. Поэтому следует определить максимальное значение скорости колебаний. Тогда выражения (12) и (13) примут вид:
I., I pnz хД Г . nkl . nkl . nklz, I
V = —У> sin—L + sin— 2 + ^ + sin — z * x
I ky ^ax 3 • 104 d2 lR=1 ( l l l J x s
1,7 • 10 8 d 2 ( k J'
* ) 2 + 3 • 10 16 n 2 d'
4 I - I
I l J
- 0,5
.
... । pzz ” f . nkl . nkL . nk1 I
V = rz —— у sin — 1 + sin — 2 + . + sin — z— x
1 kz lmax 3 • 10 4 d 2 / £ V 11 1 J
X S
1,7 • 10 8 d 2 1 k )
* ) 2 + 3 • 10 16 n 2 d
4 1 k I
1 1 J
- 0,5
>
.
Для расчёта звукового давления определяется среднеквадратичное значение скорости колебаний:
V =
2. max
Фрезы, у которых опоры имеют высокие значения жёсткости, предоставим как жёстко-защемлённые. Тогда дифференциальные уравнения поперечных колебаний (в соответствии с краевыми условиями жёсткого защемления) примут вид:
d 2 y 2 d 4 y P Л f . з nk1 . з n k12 . з nk1z, —У + a —у = —У I sin 3—2 + sin 3—2 +.+ sin 3 — z * d t 2 d x 4 m 0 £ V 1 1 1
• gin 3 h- cos 0,1 nz4 - ( q - 1 ) Z ^ .(17)
2π
z
d 2 z
—- + a d tt
Производя нений:
d 4 z dx4
от
π kl
= — УI sin 3 ^1 + sin m o k = i I 1
πkl πkl i3 —p + ...+ sin3 -jz*-
• sin 3 h. cos 0,1 nrt - ( q - 1 ) | Q . (18)
2π
z
аналогичные преобразования, получим следующую систему дифференциальных урав-
dy + 1,7 • 10 8 dd dt 2 ,
2,5 Py У f ■ 3 nkL . 3 n k12
—-—У У sin3 —2 + sin3 —2 + . + sin
10 4 d 2 1 £ 1 V 1 1
- f k I 1 1 J
π kl 3
l
I y =
Z *
2n
• cos 0,1 nzt -( q - 1 ) z .
dy + 1,4 • 10 10 d 2 f k J y =
p y
3 • 10 3 d 2 1
" f . 3 n kJ
У sin 3—1- + sin
^ /
R =1 V l
π kl π kl
1 3 —p + .+ sin 3 1'"
2n
• cos 0,1 mt - ( q - 1 ) z
.
2,5 p " f . з n k1 —У-У У sin 3 —2 +
10 4 d 2 1 £ V 1
d F + 1,710 " d 2 ( 1 )
π kl π kl
Sin 3 —z + _ + Sin3 — J
I Z =
Z *
2П
• cos 0,1 nzt -( q - 1 ) z -
dd + 1,4 • 10 10 d 2 1
dt 2 V
" f . 3 nk1 . з n k12 . 3 nk1 z.
= y sin 3 —2 + sin 3 —2 + . + sin 3 — z-*
R =1 V
k Y l J z =
2n
• cos 0,1 nzt -( q - 1 ) z .
Решение полученной системы уравнений относительно скорости колебаний определяется следу-
ющими выражениями:
। । 2,5 pnz "f . n k1T . з n k12 . з n k1 z У
V = — — У sin 3 —2 + sin 3 —2 + . + sin 3 — z * x
I ky dmax 10 4 d 2 1 £ | 1 1 1 J
R =1 x ✓
X S
1,7 • 10 8 d 2

- ( 0,1 zz * ) 2
+ 3 • 10 16 n 2 d 4
k
/
- 0,5
V I = p y nz
I ky 2 I max 3 ■ 10 3 d 2 1
" Г . з n kl . з n kl
У Sin 3 —1- + Sin 3 —2 +.
R = 1 V l l
XS
1,4 ■ 10 10 d 2 Г k У
■ 3 n kz, 1
..+ Sin3 —p Ix л —0,5
+ 2 ■ 10 20 n 2 d 4 I kk i
I 2,5 pnz " Г . 3 n kj .3 n kj
V =--Z z 3— У Sin 3 —Л + Sin 3 —У + — + Sin
I kz 1'max 10 4 d 2 1 £ 1 ( l l
х s
1,7 ■ 10 8 d 2 Г k 1
* ) 2 + 3 ■ 10 16 n 2 d
4 1 k I
1 l )
;
3 nklz, 1
13 — I z I х
3 —0,5
;
I.. I pznz " Г . 3 п — ,3 n kj
V =--- z , , У Sin 3— + Sin3-;-2- + —+ Sin
I kz 2 ।max 3 ■ 10 3 d 2 / £ 1 l l
X s
1,4 ■ 10 10 d 2 1 k 1
* ) 2 + 2 ■ 10 20 n 2 d
4 1 k I
1 l )
3 nkl „ I
— 0,5
.
Скорость колебаний источника в э том случае определяется как
V = V »1L+ V y L+ V X+ V ■[
max .
Соответственно, «требуемые значения» эффективных коэффициентов потерь колебательных энергий получены из выражений максимальных значений скоростей колебаний.
Для условий шарнирного закрепления
2 k 1 k 2
П — ,
-v- k
, Г nz* 1 2
где k i "I 3:10 4 5 2 1 J
■ ( P y + P z ) , k 2 = 1,7 • 108 d 2
k 3 k 5η4
—
, k3 = 340 16 d 4 1 l
.
Г k k V k
-— k + k — kk — kk n 2 — к k
1/*2 5 i/*2 3 3 4 2 5 I । i/*2 4
V V k V k J V k
— k r k = 0, Vk*2
где k 6 — 7,5 k 1 , k 7 — 10 k 1 .
Заключение. Диссипативную функцию узла режущего инструмента можно увеличить, установив оправку с элементами вибродемпфирования и модернизировав правую опору на подшипниках качения. Следует отметить, что увеличения диссипативной функции может оказаться недостаточно для снижения уровней звукового давления режущего инструмента до предельно допустимых значений. В этом случае целесообразно установить акустический экран — упрощённой конструкции, с уменьшенными габаритами.
Список литературы Оценка уровней шума, создаваемого фрезами при обработке колёсных пар
- Чукарин, А. Н. Теория и методы акустических расчётов и проектирования технологических машин для механической обработки/А. Н. Чукарин. -Ростов-на-Дону: Изд. центр Дон. гос. техн. ун-та, 2005. -152 с.
- Рыжков, И. Г. Вибрации при обработке лезвийным инструментом/И. Г. Рыжков. -Ленинград: Машиностроение, 1986. -184 с.
- Справочник технолога-машиностроителя/под ред. А. Г. Косиловой, Р. К. Мещерякова. -Москва: Машиностроение, 1985. -Т. 2. -496 с.
