Оценка влияния конусности корпуса экструдера на закон распределения давления по его длине

Автор: Лепеш Григорий Васильевич, Пеленко Валерий Викторович, Хлыновский Алексей Михайлович, Усманов Илхом Ибрагимович
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Жилищно-коммунальное хозяйство и бытовое обслуживание
Статья в выпуске: 2 (52), 2020 года.
Бесплатный доступ
Поставлена и решена методами дифференциального исчисления задача теоретического описания закона распределения внутришнекового давления материала как функции распределенных по длине шнековой поверхности сил трения и сосредоточенных сил механического сопротивления ребер противовращения, выполненных в виде многозаходных буртиков на внутренней поверхности конического корпуса экструдера. Разработанная математическая модель процесса экструзии позволяет оптимизировать конструктивные и технологические параметры оборудования по критериям не только энергетической эффективности и материалоемкости, но и качества обрабатываемого сырья. Полученные результаты согласуются с известными теоретическими [1, 2] и экспериментальными материалам исследований экструзионных процессов.
Экструдер, конический корпус, шнек, трение, буртик, сырье, математическая модель, давление
Короткий адрес: https://sciup.org/148319961
IDR: 148319961 | УДК: 637.5.02.
Evaluation of the influence of the cone shape of the extruder body on the law of pressure distribution along its length
The problem of theoretical description of the law of distribution of the material's internal screw pressure as a function of the friction forces distributed along the length of the screw surface and the concentrated mechanical resistance of the counter-rotation ribs, made in the form of multi-pass collars on the inner surface of the conical extruder body, is set and solved by methods of differential calculus. The developed mathematical model of the extrusion process allows optimizing the design and technological parameters of equipment based on criteria not only energy efficiency and material consumption, but also the quality of processed raw materials. The results obtained are in agreement with the known theoretical [1, 2] and experimental materials of research on extrusion processes.
Текст научной статьи Оценка влияния конусности корпуса экструдера на закон распределения давления по его длине
Непрерывное и постоянно увеличивающееся производство пищевых и непищевых материалов и повышение объемов необходимой переработки продуктов их утилизации требует увеличения выпуска высокоэффективных экструдеров и соответствующего измельчительного оборудования. Снижение энергоемкости и материалоемкости экструдеров и измельчителей, оптимизация осуществляемых в них процессов, позволяет значительно повысить качество технологической переработки материалов и экономическую эффективность утилизационного производства.
Последнее обстоятельство приобретает в последние годы особенно важное значение для снижения экологической нагрузки и воздействия на окружающую среду. Определяющими параметрами процессов перемещения, деформации, экструзии и резания обрабатываемого сырья и материалов являются: геометрические размеры элементов измельчительного или экструзионного оборудования: шнека, корпуса, ножа; толщина выходной решетки; количество и диаметр отверстий в ней, а также физико-механические, трибологические и теплофизические характеристики материалов. Диффузорная коническая форма корпуса экструдера значительно усложняет описание процесса формирования давления вдоль винтовой линии шнека. Именно указанными особенностями обусловлен упрощенный подход к аналитическому описанию такого сложного процесса в работах [3-5], где рассматриваются либо отдельные технологические зоны измельчителей, либо вводятся грубые допущения.
Существенно усложняет моделирование наличие на внутренней поверхности корпуса волчка буртиков противовращения, исключающих проворачивание сырья и тем самым обеспечивающих поступательное движение материала. Это приводит к необходимости учета одной из особенностей конструкции шнековых устройств - формирования сосредоточенных усилий. Второй особенностью, также не нашедшей в литературе освещения, является учет фактора конусности формы корпуса шнека в виде диффузора.
Целью исследования выбрана оценка влияния конусности корпуса шнековых экструдеров и измельчителей на закон распределения давления по длине конического шнекового канала.
Аналитическое описание и решение поставленной задачи в условиях действия на продукт распределенных тормозящих сил трения и сосредоточенных сил сопротивления движению продукта механических элементов (буртиков противовращения) в настоящее время для шнековых измельчителей с конической формой корпуса отсутствует, что принципиально отличает предлагаемое решение от существующих подходов [6-8].
Определение закона распределения давления продукта вдоль траектории перемещения в условиях тормозящего действия на сырье сил трения со стороны поверхности винтового шнека цилиндрической формы, осуществлено в работах [1, 5, 7].
Математическое моделирование силового воздействия механических элементов противовращения – буртиков или шлицов, выполненных на внутренней поверхности цилиндрического корпуса, с учетом воздействия на перемещаемый продукт в винтовом шнековом канале волчка, аппроксимированных распределенными силами, осуществлено в работе [9].
Задачей данной работы является оценка влияния на форму закона распределения давления вдоль винтовой поверхности шнека его конической формы.
Материалы и методы
В настоящее время корпуса волчков, экструдеров и шнековых транспортирующих машин пищевого назначения и иного шнекового оборудования, предназначенного для непищевых производств, выполняются чаще всего в виде конических диффузоров, внутри которых вращаются винтовые шнеки с переменным шагом [4, 9, 10]. Уменьшение шага в направлении к выходу сырья позволяет уменьшить продольные размеры корпуса и шнека. Рабочие значения давления материала на выходе из шнековых устройств достигают сотен атмосфер [11]. При этом коэффициенты трения скольжения сырья по поверхности конструктивных элементов могут принимать различные значения, изменяясь от 0.015 и менее до 0.9 [12].
В связи с высокой энергоемкостью процесса экструзии и измельчения, корректная аналитическая оценка закона распределения давления вдоль шнекового канала волчка конической формы, в условиях действия распределенных сил трения и сосредоточенных сил механического сопротивления со стороны буртиков противовращения имеет принципиальное значение, являясь объектом исследования.
Действительно, из работы [13] известно, что около 35 % совокупных затрат энергии в измельчителях приходится на долю работы сил трения материала об элементы исполнительных механизмов, которая однозначно определяется величиной внутришнекового давления и законом его изменения по длине винтовой линии шнека. Кроме этого, известный процесс "шлюзования" продукта [14] может быть аналитически корректно смоделирован лишь при известном законе распределения давления вдоль винтовой линии шнека.
Методом исследования выбрано физическое и математическое моделирование процесса распределения давления пищевого сырья вдоль конического корпуса экструдера конической формы в условиях действия распределенных сил трения и сосредоточенных сил механического сопротивления буртиков противовращения, а также аналитическое решение полученного дифференциального уравнения.
Результаты и обсуждение
Физическая модель транспортировки материала вдоль конического шнекового канала выбрана по аналогии с материалами исследований [7, 15, 16]. Формирование поля давления считаем происходящим под действием таких факторов, как тормозящее действие распределенных сил трения о шнековую коническую винтовую поверхность на внешнем контуре, и силы трения о внутреннюю поверхность конического корпуса волчка, а также локальной силы механического сопротивления буртиков противоскольжения.
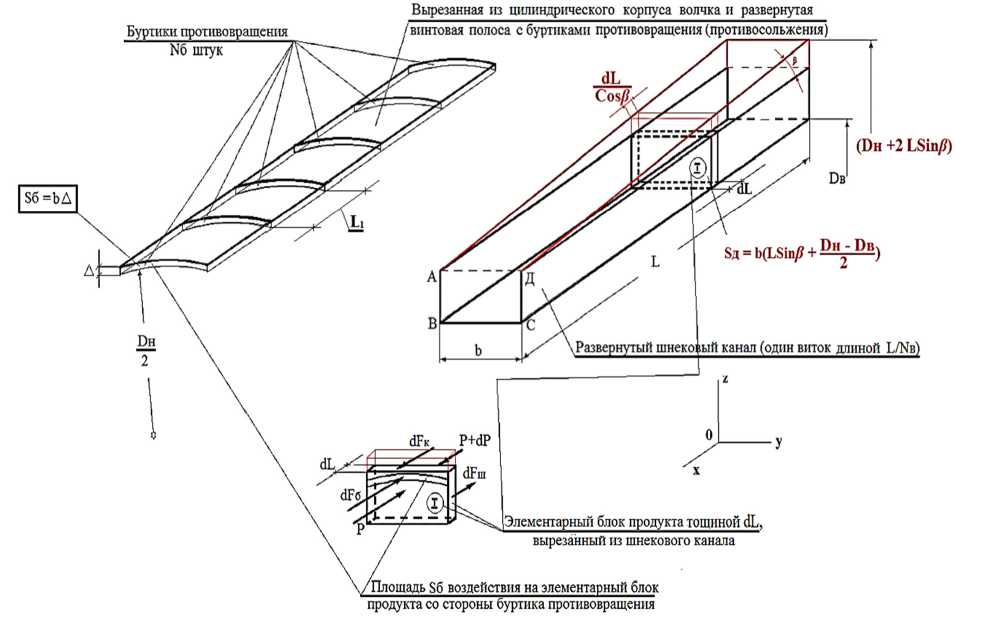
Для корректного решения такой задачи при наличии структурно разнородных силовых факторов (одновременно действующие распределенные и сосредоточенные силы), является использование вместо гидродинамического уравнения Эйлера [17, 18] уравнения равновесия сил (Рис. 1), действующих на элементарный диск толщиной dL, вырезанный из развернутого винтового конического канала шнека, спроектированного на ось OX в дифференциальной форме.
Задача решается ступенчато. На первой этапе, при перемещении сырья на отрезке L 1 (расстояние между соседними буртиками, рис.1), до контакта с площадью первого и последующих буртиков, рассматриваем действие на продукт распределенных сил трения-скольжения.
P+dP
Буртики противовращения
N6 штук Д
Площадь S6 воздействия на элементарный блок продукта со стороны буртика противовращения
Развернутый шнековый канал (один виток длиной L/Nb)
вырезанный из шнекового канала
Вырезанная из цилиндрического корпуса волчка и развернутая
Элементарный блок продукта тощиной dL, винтовая полоса с буртиками противовращения (противосольжения)
(Вн +2 LSin/?)
8д = b(LSin/? + P"2-Db)
S6=bA
Рисунок 1 – Физическая модель перемещения продукта в канале конического шнека: L – длина шнекового канала; L 1 – расстояние между соседними буртиками; N в – количество витков шнека; N б – количество буртиков противовращения на внутренней поверхности корпуса волчка; Δ – высота буртика; S б – площадь поперечного сечения буртика; S д – площадь поперечного сечения шнекового канала АВСД; F ш – сила трения, действующая на продукт со стороны поверхности шнека в направлении подачи; F б – сила давления на продукт со стороны буртика противовращения в направлении подачи; F к – сила трения со стороны внутренней поверхности корпуса волчка, действующая на продукт в противоположном направлении
Второй этап обусловлен появлением сосредоточенных сил, действующих последовательно на материал со стороны буртиков противоскольжения в порядке их следования, что отражено топологической схемой развертки внутренней поверхности конического корпуса экструдера, представленной на рисунке 2.
Дифференциальное уравнение равновесия сил в проекции на ось OX запишем в виде:
(9 + dP)Sg - PSg - d] + d] = 0, (1) где: dFm - элементарная сила трения продукта о винтовую поверхность шнека (способствует увеличению давления на выходе), Н; dFK - элементарная сила трения продукта о внутреннюю поверхность корпуса волчка (способствует понижению давления), Н; vд – площадь сечения АВСД пробки продукта в канале шнека, на которую осуществляется давление в процессе перемещения, м2; 9 и (9 + x9) – величины давлений, действующих по разные стороны элементарного диска продукта толщиной dL, Па.
Площадь S д для конического шнека определяется, в соответствии с рисунком 1, соотношением:
y(z н +2|sinÄ-z в )
vд = , (2)
где y – ширина канала винтового шнека, м;
D н – диаметр наружного цилиндра, образующего выступы шнека, м;
L – текущее значение координаты рас- yd| dvтр.к = ABÇÄ .
Уравнение (1) запишем в преобразованном виде:
v д d9 - d] ш + d] к = 0. (7)
С учетом соотношений (2) – (6), уравнение (7) примет вид:
y(z н + 2| sin Ä -z в ) d9
-
-
bÅ
9[(y + zн + 2| sin Ä 1-b bÅ yx| zв)d|]+1-b9ÉABÇÄÑ=0.
сматриваемого сечения, м;
β – угол конусности корпуса шнека и
Преобразуем полученное к виду:
волчка, рад;
D в – диаметр внутреннего цилиндра, об-
d9
разующего впадины шнека, м.
Элементарная сила трения dF ш определяется в
соответствии с законом Кулона-Амонтона и с
2Åb y(1 - b)
d|
-
учетом бокового сжатия:
bÅ
x] = ш 1-b
PdS тр.ш,
где ν – коэффициент Пуассона материала
продукта;
-
µ – коэффициент трения скольжения продукта по поверхности шнека;
-
xvтр.ш – элементарная площадь трения рассматриваемой пробки продукта о поверхность шнека, м2;
Элементарная площадь трения о поверхность конического шнека определяется периметром трения (b + Dн – Dв) и толщиной dL пробки продукта в соответствии с выражением: xvтр.ш = (y + zн + 2|ÇkmÄ - zв)d|, (4) где dL – элементарная толщина пробки про дукта в канале шнека, м.
Элементарная сила d F к трения продукта о внутреннюю поверхность корпуса шнека определяется:
2Åb
(1 - b)ABÇ Ä(z н + 2| Çkm Ä - z в )
d|. (8)
Решение уравнения (8) для граничных условий при L = 0, P = P 0 и при L = L 1 , P = P 1 , имеет следующую форму:
*Üá
9% = 9&Ö à((âá) ä ( ×
2 sinÄ â*Üá
× [1 + | % ] çéè*ê((âá) , (9)
(zн – z в )
где P 1 – давление продукта в сечении контакта с площадью первого буртика противовращения, Па;
L 1 – длина пути трения при перемещении продукта до первого (очередного) буртика, м.
Из схемы топологической развертки, приведенной на рисунке 2, следует, что координата L 1 и длина L винтовой линии шнека связаны соотношением:
x] к = 1 - b 9dv тр.к . (5)
Элементарная площадь трения продукта о внутреннюю поверхность корпуса шнека определяется периметром трения, то есть шириной b и толщиной d L пробки продукта. При этом в соответствии с рисунком 1, кривизной поверхности корпуса волчка пренебрегаем:
| = :в:п|%, или
|
| % = : в : п,
где N в – количество витков в шнеке;
N п – количество заходов ребер противовращения, выполненных на внутренней поверхности корпуса волчка.
Количество пересечений винтового канала и буртиков в соответствии с рисунком 2 составляет величину N б = N в N п .
Во второй фазе, обусловленной появлением сосредоточенной силы со стороны буртика противоскольжения, ориентированного углами наклона винтовой линии шнека γ и ребра противоскольжения γ р , устанавливается давление большее величины Рг на приращение от воздействия первого буртика на продукт:
Р (1+) = Р % + 5 б Дд Р 1 * sim(Y + ур) =
Р1 $1 + v6/^ * sim(v + УР))- (11) где P(1+) – давление продукта за первым бур тиком, Па;
S б – площадь давления на буртик, м2.
s6 = УД, (12)
где ∆ – высота буртика противовращения, м.
С учетом соотношений (2) и (12), а также плана сил Q 1 и Q 2 , действующих на буртик (Рис. 2), уравнение (11) примет вид:
s6„
Р(1+) = Р1 + v Р1 =
Действительно, учитывая, что сосредоточенная сила Q 1 = S д P 1 , и так как Q 2 = S б P 1 является дополнительной силой, действующей на продукт со стороны первого буртика, то приращение давления от его воздействия определяется отношением этой силы к полной площади сечения пробки продукта с учетом взаимной координации углов наклона винтовой линии шнека γ и ребра буртика γ р (рис. 2).
Таким образом, сразу за первым буртиком, с учетом выражения (9), (10) и (13), установится давление, определяемое соотношением:
2ЦУ
Р (1+) = Р o e ь ( l-v ) 1 х
2y.V(COSp-l)
2 sin^ "I Sin2£(1-v)
1+—--^-TL1 х
(ZH- z B )
2A * sin(v + vp)
X[1+ (Zh-Zb) ] . (14)
1-й виток 2-й виток 3-й
4-й виток 5-й виток
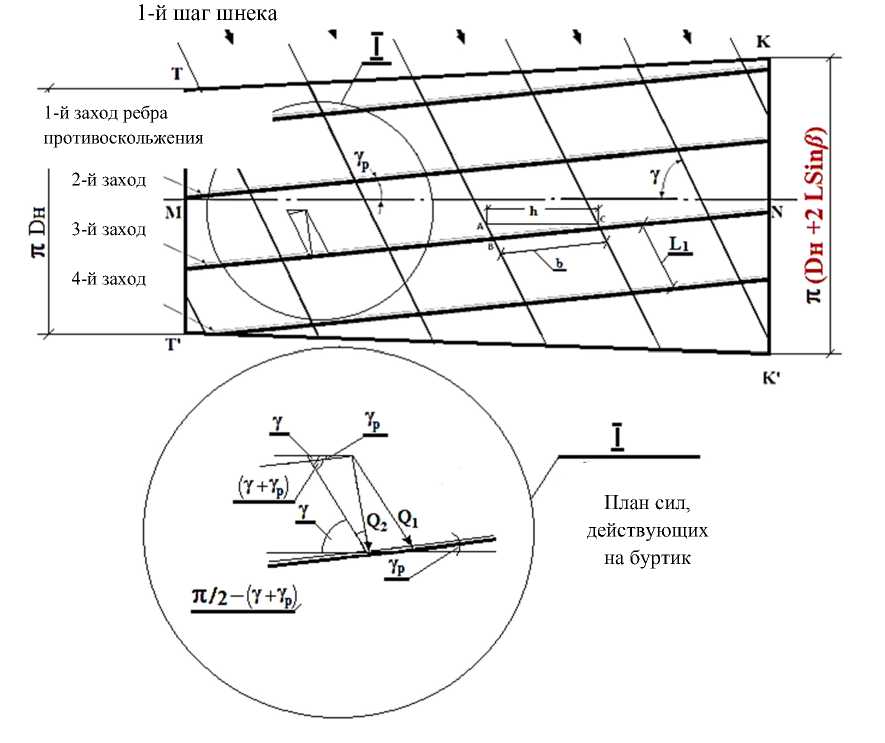
Рисунок 2 – Топологическая схема развертки винтовой поверхности шнека и внутренней поверхности корпуса конического экструдера
На всем протяжении винтовой линии от первого буртика до контакта продукта со вторым буртиком давление P 2 будет расти по экспоненциальной зависимости при начальном давлении не P 0 , а P (1+) , определяемом по аналогичному (9) соотношению:
2ЦУ
9 / = P (%+)e b(1-y) 1 x
2 sin^ 2p.V(C0S^-1)
x [1 + rn _ n 1 1 ] sin2₽(1-v), (ZH zB)
или, после подстановки сюда P (1+) , получаем:
противовращения по длине винтовой линии L получен в виде соотношения (16) и соотношений (17) для давления после очередного буртика с номером « g ».
Результаты расчетов по уравнениям (16) и (17) приведены на рисунке 3.
Исходные данные при этом взяты из реальных прототипов следующие:
ν = 0.43; D = 0.002 м; µ = 0.025; b = 0.03 м; N в = 3; N п = 6; D н = 0.058; D в = 0.026; β = 5о; γ= 45о; γ р = 45о; L = 0.72 м; L 1 = 0.04 м; параметр g принимает последовательные значения от 1 до 18.
2Ц.У
P2 = Poe bd-y)
2 sin^
x Ii + tk --^1 % !
( ZH- Z b )
- 2L
1 x
2ЦУ(СО5^-1) sin 2^(1-v)
x
x 1 +
2A * sin(y + YP)
(Z h - Z b )
■
Сразу за вторым буртиком, аналогично выражению (13), с учетом (15), установится давление, определяемое соотношением:
2ЦУ
P (2+) = P & eb(1-y)
- 2L
1 x
2 sin^
x Ii + tk --^1 % !
( ZH- Z b )
2^V(C0S^-1) sin 2£(1-v) x
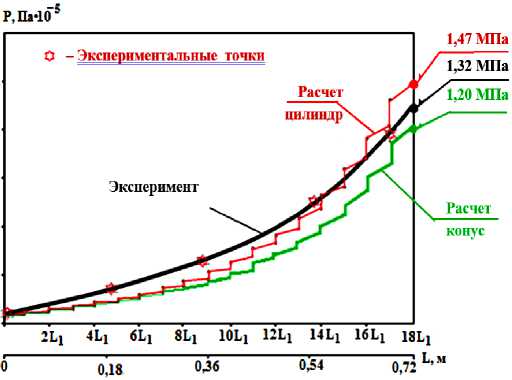
Рисунок 3 – Теоретическая и экспериментальная кривые давления P(L)
x
1 +
2A * sin(Y + ур)] 2 (Z h - Z b) - ■
По изложенной схеме рассуждений, учитывая зависимость (10), можем записать для давления перед буртиком с номером « g » следующую зависимость:
2ЦУ g^1
P8 = poeb(1-y) «в«п x
2^y(C0S^-1)g
2sin^ I sin2^(1-y) x 1+77;--^1%
- (Zh- Z B) -
x
x |1 +
2A * sin(Y + YP)'
(Z h -Z b )
■](s"°.(16)
Сразу за буртиком с номером « g », учитывая зависимость (10), запишем:
2ЦУ g^1
p(8+) = роеь ( 1- у)«в«п x
2^V(C0S^-1)g
2sin^ I sin2^(1-y) x 1+77--^1%
- (Zh- Z B) -
x
x 1 +
2A * sin(Y + YP)1 8
(Z h - Z b )
■(17)
Закон распределения внутришнекового давления перед очередным буртиком
Заключение
В результате теоретических исследований и проведенной серии натурных испытаний получены аналитические уравнения (16), (17) и графики зависимости давления экструдируемого материала от длины винтовой линии шнека. По материалам экспериментальных измерений максимальное значение давления на выходе экструдера цилиндрической формы достигает P max = 1.32 МПа.
Рассчитанное максимальное давление для экструдера цилиндрической формы составило P цил.max = 1.47 МПа.
Максимальное давление, рассчитанное для экструдера конической формы при угле конусности β = 5о уменьшается до значения P кон.max = 1.20 МПа.
Снижение выходного давления в шнековом механизме составило 18.4%, что весьма существенно и должно учитываться при расчете и конструировании экструдеров, волчков, мясорубок и другого шнекового оборудования.
На рисунке 3 приведены графики теоретической и экспериментальной кривых
распределения давления в экструдируемом сырье по длине шнека.
Обработка результатов экспериментов статистическими методами и сравнение с теоретическими данными показали, что отклонение опытных данных от расчетных с доверительной вероятностью 95% не превышает 12%.
Таким образом, разработанная математическая модель закона распределения давления сырья по длине шнекового канала измельчителя в зависимости от параметров экструдера и измельчаемого материала, учитывающая коническую форму корпуса экструдера представляется корректной.
Из анализа полученного закона (17) распределения давления по длине винтовой линии шнека и корпуса экструдера следует, что существенное влияние на скачки давления оказывают углы γ и γ р , то есть взаимная координация направлений витков шнека и ребер буртиков противовращения.
Список литературы Оценка влияния конусности корпуса экструдера на закон распределения давления по его длине
- Пеленко В.В., Иваненко В.П., Шахов А.С. , Усманов И.И., Денисов А.А., Халиков И.И. Аналитическое и экспериментальное моделирование профиля давления сырья в волчках. Научный журнал НИУ ИТМО. Серия: Процессы и аппараты пищевых производств. 2019. № 2(40). С. 80-89.
- Пеленко В.В., Верболоз Е.И., Демченко В.А., Усманов И.И., Евона Н.К., Иванова М.А. Экспериментальные исследования процесса измельчения материалов в шнековом оборудовании. Научный журнал НИУ ИТМО. Серия: Процессы и аппараты пищевых производств. 2020. № 1(43). С. 27-38.
- Силин В.А. Исследование и расчет основных параметров шнековых машин для переработки пластических масс (торфа, керамических масс и пластмасс): автореф. дис. ... д-ра техн. наук. Калинин-Киев, 1969. 48 с.
- Сидоряк А.Н., Бесидский А.В., Юрков С.Г., Якушев О.И. Разработка математической модели волчка // Мясная индустрия, 2003. № 1. С. 37-40.
- Шахов С.В., Пеленко В.В., Верболоз Е.И., Груздов П.В. Теоретическое описание закона распределения давления пищевого материала по длине винтового канала шнека в зависимости от сил трения в условиях стесненного сжатия // ФЭС: Финансы. Экономика. -2018. - Т. 15. - № 9. - С. 63-74
- Берман Г.К., Ворожцов Л.А., Мачихин Ю.А. Течение вязкопластических масс в шнеке // Известия ВУЗов. Пищевая технология, 1970. № 3, С. 160-161.
- Арет В.А., Мачихин Ю.А. Формование конфетных масс выдавливанием. М.: МТИПП. 1969. 35 с.
- Мачихин Ю.А., Берман Г.К., Клаповский Ю.В. Формование пищевых масс. М.: Колос, 1992. 272с.
- Усманов И.И., Пеленко В.В. Элементы теории расчета волчков: Монография / И.И.Усманов, В.В.Пе-ленко - СПб, «Ношир», 2018. - 88 с.
- Эспиро Захи. Совершенствование рабочих органов машин для производства мясных полуфабрикатов: автореф. дис. ... канд. техн. наук. Киев, 1993.
- Мак-Келви Д. М. Переработка полимеров. М.: Химия, 1965. 444 с
- Андрющенко А. Г. Исследование процесса трения мяса о стальную поверхность // Мясная индустрия СССР. 1978. № 1. С. 29-31.
- Полещук О. Б. Оптимизация работы мясоизмель-чительных шнековых машин на основе изучения закономерностей переноса влаги в мясном фарше: ав-тореф. дис. ... канд. техн. наук. Л., 1988. 16 с.
- Ивашов В. И. Технологическое оборудование предприятий мясной промышленности. Часть 2. Оборудование для переработки мяса. СПб: ГИОРД, 2007. 464 с.
- Schnackel W., Krickmeier J., Oktaviani, Schnackel D., Micklisch I. Untersuchungen zur Optimierung des wolfprozesses. Teil 1. Fleischwirtschaft, 2011, no. 7, pp. 83-87.
- Schnackel W., Krickmeier J., Pongjanyanukul W., Schnackel D., Micklisch I. Untersuchungen zur Optimierung des wolfprozesses. Teil 1. Fleischwirtschaft, 2012, no. 1, pp. 88-92.
- 17 Теоретическая гидромеханика: учебник ч.1 / Под ред. И.А. Кибеля. М.: Гос. изд-во физико-математической лит-ры, 1963.
- Некоз О.1., Осипенко В. I., Фшмонова Н.В., Ба-траченко О.В. Гiдравлiчний отр рiзального вузла вовчюв // Вкник Хмельницького нащонального ушверситету, 2015. № 3. С. 13-18.
