Определение напряженно-деформированного состояния станины листоштамповочного многопозиционного автомата в условиях внецентренного нагружения

Автор: Орлова Елена Петровна, Исаметова Мадина Есдаулетовна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-3 т.17, 2015 года.
Бесплатный доступ
Исследовано напряженно-деформированное состояние станины листоштамповочного многопозиционного автомата АА821 ус. 200 кН в условиях внецентренного приложения деформирующих усилий. Для определения углов перекоса ползуна и смещений инструмента от деформаций деталей кривошипно-ползунного механизма и элементов станины проводились эксперименты в условиях статики и динамики. При статическом исследовании деформаций нагрузка создавалась гидронагружателями и прикладывалась к крайним позициям автомата, а при динамическом исследовании деформаций автомата AA821 номинальная нагрузка равномерно распределялась на два крайних и два средних пуансона путем осаживания протарированных на разные усилия крешеров. По экспериментальным данным приведен анализ доли деформаций составляющих частей станины в общем балансе пресса-автомата. Напряженно-деформированное состояние автомата исследовано методом конечных элементов посредством компьютерного САЕ пакета АРМ Win Machine. Приведена расчетная механическая схема и визуализация диаграммы результатов напряжений, перемещений, деформаций. Анализ результатов, полученных с использованием компьютерного моделирования, показал, что наибольшую величину в общем балансе деформации станины составляет деформация стола и стоек, что хорошо верифицируется с экспериментальными результатами. Даны рекомендации позволяющие снизить упругую деформацию пресса.
Листоштамповочный многопозиционный автомат, станина, напряженно-деформированное состояние
Короткий адрес: https://sciup.org/148204310
IDR: 148204310 | УДК: 621.979
Definition of the tension deformed condition the bed of the sheet stamping automatic multiway press in the non-central loading conditions
The tension-deformed condition of a bed of the sheet stamping automatic multiposition press AA821 effort 200 kN was researched in the conditions of the non-central application deforming efforts. For definition of angle of obliquity of the slider and shifts of the tool from deformations of details of the slide-crank mechanism and elements of a bed experiments in the conditions of a statics and dynamics were made. At static research of deformations loading was created by hydraulic loader and put to extreme positions of the machine gun, and at dynamic research of deformations of the AA821 machine gun the rated load was evenly distributed on two extreme and two average punches by an riveting the calibration on different efforts of crushers. On experimental data the analysis of a share of deformations of components of a bed in overall balance of a press machine gun is provided. The intense deformed condition of the machine gun is investigated by method of final elements by means of computer SAE of a package of an automated workplace of Win Machine. The settlement mechanical scheme and charts of results is provided. The analysis of the results received with use of computer modeling showed that the greatest size in overall balance of deformation of a bed is made by deformation of a table and racks that is well verified with experimental results. The recommendations allowing to reduce elastic deformation of a press are made.
Текст научной статьи Определение напряженно-деформированного состояния станины листоштамповочного многопозиционного автомата в условиях внецентренного нагружения
пуансона и ряд других, которые в совокупности ведут к потере технологической надежности (ускоренному износу инструмента и неточности штампуемых издел ий).
Подробный анализ усилий, действующих на станину при работе кривошипного открытого пресса, дан в работах [1, 2, 3]. Показано, что деформации станины определяются в основном: усилием, приложенным к коренным шейкам кривошипного вала, направленным вверх по оси действия нагрузки; усилием, равным технологическому, приложенному к поверхности стола и распределенному по площади крепления штампа; и распределенным усилием на направляю щие, действующим от ползуна пресса.
В бол ее поздних исследованиях [4-8] предложены критерии выбора рациональных парам етров сечений станин открытого типа кривошипных прессов, позволяющих повышать долговечность используемого инструмента и качество получаемых изделий за счет снижения изгибны х деформац ий стоек станин и снижения металлоемкости.
В работах [9-10] рассмотрено влияние упругих деформаций деталей многопозиционных листоштамповочных автоматов и элементов станины на смещение инструмента, даны рекомендации, позволяющие снизить нагрузки на основные узлы автоматов и инструмента, однако исследования в этой области необходимо продолжить.
Целью данной работы является исследование напряженно-деформированного состояния станин многопозиционных листоштамповочных прессов в условиях неравномерного нагружения.
С целью определения углов перекоса ползуна и смещений инструмента от деформаций деталей КПМ и элементов станины проводились эксперименты в условиях статики и динамики. На рис. 1 приведена схема расположения точек измерения и деформаций в cтанине автомата AA821.
При статическом исследовании деф ормаций нагрузка создавалась гидронагружателями, прикладывалась к крайним позициям (под штам па-ми) и была равна наибольшим реакциям, найденным по графику усилий [11] для рационального технологического процесса. Контроль усилий при испытании осуществлялся по показан иям манометра кл асса 1 ,0.
При динамическом исследовании деформаций автомата AA821 номинальная нагрузка равномерно распределялась на два крайних и два средних пуансона, а для автомата А6126Б на три левые и три правые позиции путем осаживания протари-рованных на разные усилия крешеров [10].
Определение линейных деформаций деталей кривошипно-ползунных групп ЛМА про ведено на основе изм ерения перемещений различных точек индикаторами часового типа, а перемещения ползуна с помощью ходографа. Державки индикаторов закреплялись на специальной стойке, а для замера контактных деформаций в сты ках применялись индикаторные стойки с магнитны ми основаниями.
В табл. 1 приведен баланс деформаций, замеренных с помощью индикаторов у крайних пуансонов (линий опор кривошипов и посредине у пятой позиции для трех ЛМА при статич еском нагружении. Установлены зависимости между элементами КПМ.
Деформации станины у линий опор кривошипов (крайних поз иций) составляют 0,57...0,68 от деформации посредине стола (у 5-й позиции). Наибольшую величину в общ ем балансе деформации станины составляет деформация стола, равная примерно 77...81%, а стрела его прогиба составляет 43...33 %. Доля стоек составляет примерно 10...14 %, а доля траверсы 8...11 %.
В общем балансе деформаций автомата на долю станины приходится 25...40%, а у автомата AA821 из-за недостаточной жесткости стола деформация станины ( δ стн) составляет 63 % от общей деформации.
Из табл. 1 видно, что стрела прогиба ползуна составляет 3 2... 45 % от общей деформации элементов КПМ. Деформации деталей КПМ (шатун, верхняя головка шатуна, опора вала) составляют до 30% в общем балансе деформаций узла ползуна, а для А6126Б они составляют 52%. Деформация
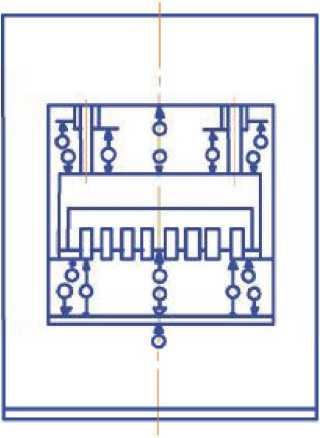
Рис. 1. Схема измерения деф ормаций в станине автомата АА821 усилием 200 кН шатунно-ползунной группы деталей (сопряжения шатуна с ползуном) составляют небольшую величину до 17 % (для AA821 - 3%).
Суммарная деформация деталей между ползуном и кр ивошипом без уч ета деформации патрона (инструмента) составляет 31% для АA821 и 68% для А6126Б от общей деформации δ кпм. На долю инстpyмента приходится деформация [10], равная 30...35% от общей деформации δ кпм. В целом деформация КПМ составляет 35% для AA821 и 68 % для А6126Б.
Таким образом, основное внимание при конструировании автоматов должно уделяться уже-сточ ению деталей КПМ, инструмента и ползуна.
Для определения напряженно-деформированного состояния станины автомата АА821 усилием 200 кН был использован численный метод, баз иру ющ ихся на теори и конечных элементов, реализованный в программе APM WinMachine.
Построение конечно-элементной модели ползуна выполнялось с использованием трехмерного объемного элемента CTETRA (четырех узловой тетраэдр).
При расчете принимается, что станина нагружена вертикально направленными усилиями, равными соответствующим значениям технологических операций в долях от номинального усилия [11], а нагрузка на стол равномерно распределена на 0,3-0,5 глубины стола. При расчете не учитывается влияние мелких приливов и отверстий, а также незначительных изменений толщин сечений.
Отпором фундамента из-за его высокой податливости по сравнению с податливостью материала станины можно пренебречь. Материал станины принимается изотропным.
На рис. 2 показаны расчетная схема станины листоштамповочного автомата.
Результаты расчетов напряженно-деформированного состояния станины показаны на рис. 3-6.
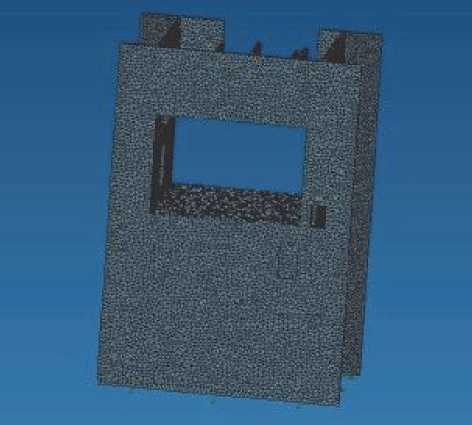
Рис. 2. Расчетная схема станины листоштамповочного авт омата
Результаты полученных данных позволяют нам сделать следующие выводы.
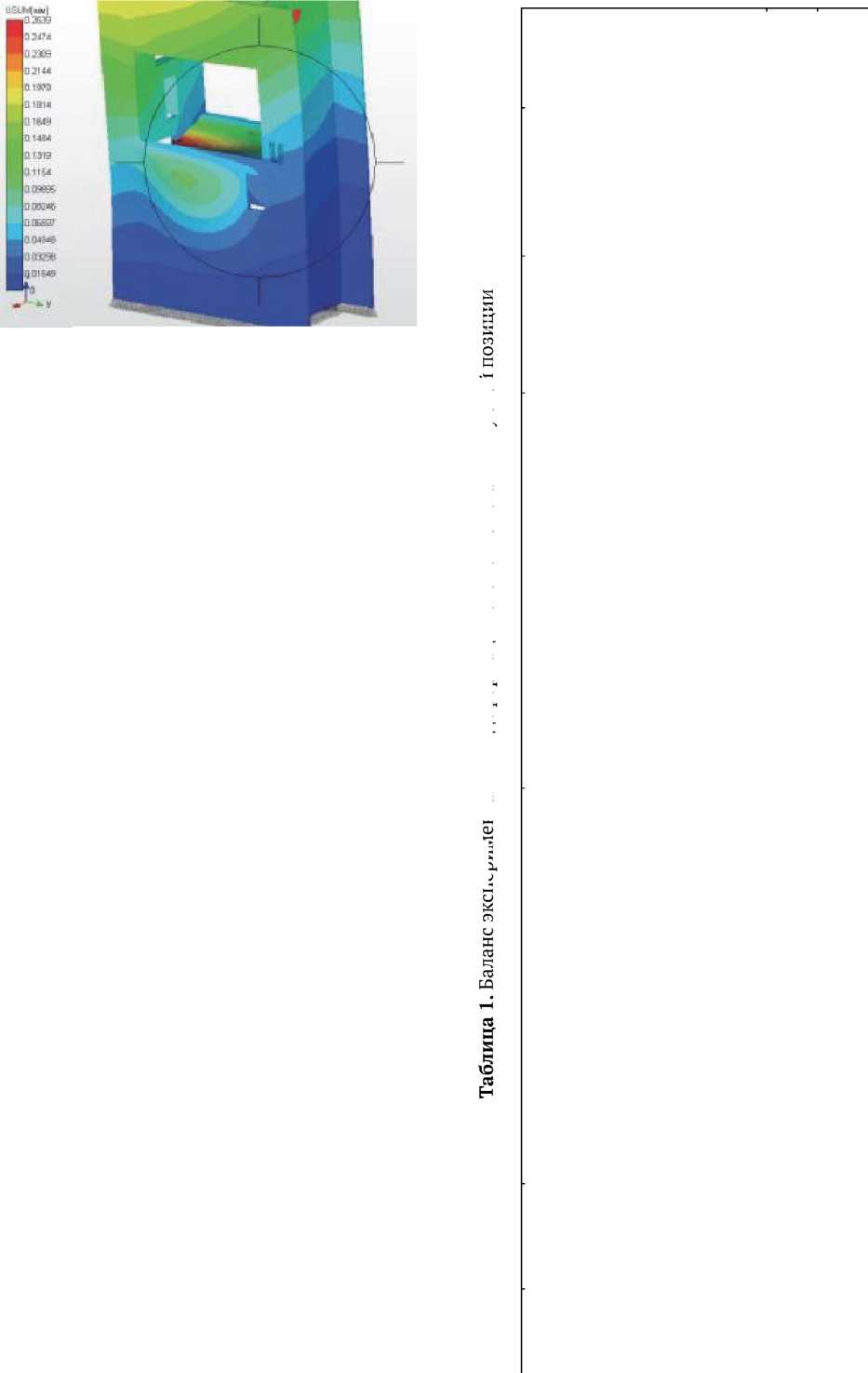
Максимальные по величине напряжения (108,3 Н/мм2) и деформации (0,0001915) воз- никают в столе и правой стойке станины, т.е. там, где приложено суммарное технол огическое усилие, что хорошо со гл асуется с результатами экспериментальных исследований (табл. 1). Максимальное перемещение стола, равное 0,26 мм возникает в столе автомата со стороны правой ст ойки.
Коэффициент запаса прочности по текучести составляет 3,268, тогда как допускаемый коэффициент для стального проката nт = 2,5÷3, что говорит о необходимости ужесточения конструкции станины .
ВЫВОДЫ
Для снижения деформаций в столе и стойках станины необходимо рационально строить технологический процесс, позволяющий уменьшить величину эксцентриситета приложения равнодействующей технологической нагрузки, что даст возможность повысить долговечность используемого инструмента и качество получаемых изделий за счет снижения изгибных деформаций стоек станин и снижения металлоемкости.
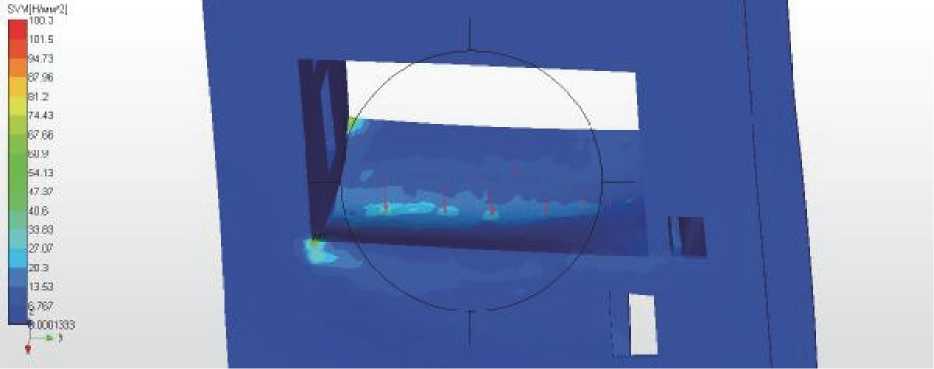
Рис. 3. Карта распределения напряжений
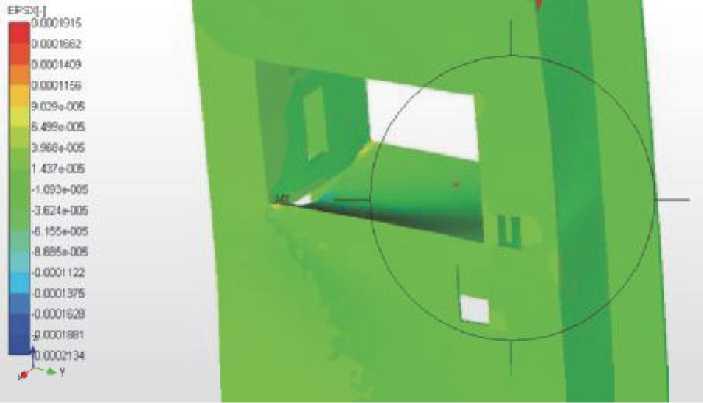
Рис. 4. Карта распределения деформаций
с я s
Рис. 5. Карта распределения перемещений
Список литературы Определение напряженно-деформированного состояния станины листоштамповочного многопозиционного автомата в условиях внецентренного нагружения
- Кривошипные кузнечнопрессовые машины. Теория и проектирование . М.: Машиностроение, 1982. 424 с.
- Ланской Е.Н. Исследование жесткости кривошипных двухстоечных прессов открытого типа. Дисс.. канд. техн. наук. М., 1954. 121 с.
- Ланской Е.Н., Банкетов А.Н. Элементы расчета деталей и узлов кривошипных прессов. М.: Машиностроение, 1967. 380 с.
- Корнилова А.В., Ланской Е.Н., Цой В.П. К расчету открытых станин кривошипных прессов//Кузнечно-штамповочное производство. 1991. №2. С. 15-20.
- Корнилова А.В. К вопросу о проектировании станин открытых кривошипных прессов//Сборник научных трудов «Системы пластического деформирования» МГТУ «Станкин». 2004. С. 40-47.
- Корнилова А.В., Непершин Р.И. Оптимальное проектирование сечения стоек станин открытых прессов//Сборник трудов международной школы-семинара «Современные проблемы механики и прикладной математики» (РАН). Воронеж. 2007. С.95-107.
- Ланской Е.Н., Корнилова А.В. Станина открытого типа. Патент РФ № 452213/27. Опубл. БИ. 1994. № 12. С. 16.
- Корнилова А.В. Новые подходы к проектированию станин открытых кривошипных прессов открытого типа//Тяжелое машиностроение. 2005. №2. С. 2-6.
- Орлов П.Г. Листоштамповочные многопозиционные автоматы. Алма-Ата: Издательство «Казахстан», 1976. 144 с.
- Орлов П.Г. Штамповка деталей на листоштамповочных автоматах (основы теории и расчета). М.: Машиностроение, 1984. -160 с.
- Орлова Е.П., Носков Ю.Г. Выбор оптимального технологического процесса штамповки на листоштамповочных многопозиционных автоматах//Металлообработка. Обработка металлов давлением. 2012. № 5-6 (71-72). С. 28-33.
