Определение шероховатости прецизионной поверхности корреляционным методом обработки изображения ее микрорельефа

Автор: Абрамов А.Д., Клюев Д.С.
Журнал: Физика волновых процессов и радиотехнические системы @journal-pwp
Статья в выпуске: 4 т.28, 2025 года.
Бесплатный доступ
Обоснование. Многочисленными исследованиями установлено, что шероховатость микрорельефа рабочей поверхности различных деталей машин и механизмов во многом определяет их эксплуатационную надёжность и долговечность. В связи с этим исследование и разработка бесконтактных методов для оперативной оценки характеристик микрорельефа является актуальной задачей в настоящее время. Цель. Целью работы является исследование и разработка оптико-электронного метода, алгоритмов и программного обеспечения обработки растровых изображений исследуемых микрорельефов, полученных малогабаритными видеокамерами, для оперативной оценки их шероховатости непосредственно в ходе технодолического процесса. Методы. Метод основан на компьютерной обработке изображений исследуемых микрорельефов, в результате которой определяются параметры шероховатости этих микрорельефов. С этой целью полутоновые изображения микрорельефов эталонных образцов с определенными гостовскими методами параметрами шероховатости вначале преобразуются в бинарные изображения. Затем по бинарным изображениям с использованием квазиоптимального корреляционного алгоритма рассчитываются двухмерные корреляционные функции. Для этих функций рассчитываются средние амплитуды Uср переменных составляющих коэффициентов корреляции и строится аналитическая зависимость гостовского параметра шероховатости Ra от Uср. Для изображения исследуемого микрорельефа с неизвестными параметрами шероховатости также определяется переменная составляющая двухмерной корреляционной функции, и по полученной зависимости Ra = (Uср) находится среднее арифметическое отклонение профиля от средней линии Ra. Результаты. Предложен новый оптико-электронный метод оценки параметров шероховатости микрорельефов прецизионных поверхностей, который базируется на корреляционной обработке изображений исследуемых микрорельефов. Приведены результаты применения этого метода к оценке параметров шероховатости поверхностей лопатки ГТД. Получены поля шероховатости поверхностей корыта и спинки лопатки 1-й ступени турбины ГТД. Заключение. Показана целесообразность применения корреляционного подхода к обработке изображений микрорельефов с целью определения параметров шероховатости прецизионных поверхностей. При этом также устраняется негативное влияние побочных неинформативных факторов на результаты измерения параметров микрорельефа, в частности колебаний мощности светового потока и угла его падения на исследуемую поверхность. С целью сокращения временных затрат на корреляционную обработку изображений был использован квазиоптимальный корреляционный алгоритм. Определены поля шероховатости для рабочих поверхностей лопатки газотурбинного двигателя, на основе которых стало возможным определять опасные участки с недопустимыми значениями концентрации напряжений.
Измерение, поверхность, микрорельеф, изображение, эталон, бинаризация, корреляция, квазиоптимальный, алгоритм, автокорреляция
Короткий адрес: https://sciup.org/140313457
IDR: 140313457 | УДК: 621.397 | DOI: 10.18469/1810-3189.2025.28.4.68-76
Determination of the roughness of a precision surface by the correlation method of image processing of its microrelief
Background. Numerous studies have established that the roughness of the microrelief of the working surface of various parts of machines and mechanisms largely determines their operational reliability and durability. In this regard, the research and development of non-contact methods for the rapid assessment of the characteristics of microrepelops is an urgent task at present. Aim. The aim of the work is to study and develop an optoelectronic method, algorithms and software for processing raster images of the studied microreliefs obtained by small-sized video cameras, for the prompt assessment of its roughness directly in the course of the technodolic process. Methods. The method is based on computer processing of images of the studied microreliefs, as a result of which the roughness parameters of these microreliefs are determined. For this purpose, halftone images of microreliefs of reference samples, with certain GOST methods, roughness parameters, are first converted into binary images. Then, two-dimensional correlation functions are calculated from binary images using a quasi-optimal correlation algorithm. For these functions, the average amplitudes Ucp of the variable components of the correlation coefficients are calculated and the analytical dependence of the GOST roughness parameter Ra from Ucp is constructed. To depict the studied microrelief with unknown roughness parameters, the variable component of the two-dimensional correlation function is also determined and according to the obtained dependence Ra = (Ucp), the arithmetic mean deviation of the profile from the mean line Ra is found. Results. A new optoelectronic method for assessing the roughness parameters of microreliefs of precision surfaces is proposed, which is based on correlation processing of images of the studied microreliefs.The results of applying this method to the assessment of the roughness parameters of the surfaces of gas turbine engine. Defined fields roughness fields of the surfaces of the trough and the back of the blade of the 1st stage of gas turbine engine. Conclusion. The expediency of applying a correlation approach to processing images of microreliefs in order to determine the roughness parameters of precision surfaces is shown. At the same time, the negative influence of side uninformative factors on the results of measuring the parameters of the microrelief, in particular, fluctuations in the power of the light flux and the angle of its incidence on the surface under study, is also eliminated. In order to reduce the time spent on correlation image processing, a quasi-optimal correlation algorithm was used. Roughness fields for the working surfaces of the gas turbine engine blade were determined, on the basis of which it became possible to determine dangerous areas with unacceptable values of stress concentration.
Текст научной статьи Определение шероховатости прецизионной поверхности корреляционным методом обработки изображения ее микрорельефа
В основных направлениях социально-экономического развития Российской Федерации [1; 2] предусматривается повышение технического уровня и качества машиностроительной продукции, надежности выпускаемых изделий, осуществление мероприятий по улучшению эффективности систем контроля качества данной продукции. При этом многочисленными исследованиями установлено также, что шероховатость микрорельефа рабочих поверхностей машиностроитель-
ных изделий во многом определяет усталостную прочность, герметичность соединений, коррозионную стойкость, сопротивление износу трущихся поверхностей и многие другие статические и эксплуатационные характеристики изделий, то есть качество выпускаемой продукции [3; 4]. Соответственно, разработка и внедрение эффективных средств бесконтактного контроля параметров шероховатости непосредственно в ходе выполнения технологического процесса и в производственных условиях может значительно повысить надежность и долговечность выпускаемой продукции.
Е^М © Абрамов А.Д., Клюев Д.С., 2025

Рис. 1. Изображения эталонных образцов с заданным микрорельефом
Fig. 1. Images of reference samples with a given microrelief
В машиностроении для бесконтактного измерения параметров шероховатости микрорельефа применяются оптические средства [5–7]. Однако известные оптико-электронные методы, такие как метод светового сечения, теневой проекции, растровый, интерференционный и реф-лектометрические методы, требуют применения специализированных микроскопов. Отмеченная особенность относится и к методам конфокальной микроскопии, используемой для получения 3D-изображений исследуемых микрорельефов. По этой причине эти методы и соответствующая аппаратура используются, как правило, только в лабораториях.
В настоящее время широкое применение в машиностроении находят системы технического зрения для измерения различных параметров контролируемых объектов на основе цифровой обработки их изображений, как это рассмотрено, например, в работах [8–9]. Однако подобные видеосистемы, как правило, применяются для работы в пространствах, где исследуемые объекты имеют значительные размеры, измеряемые сантиметрами, метрами и километрами. В связи с представленными обстоятельствами возникает важная научная проблема, заключающаяся в разработке нового подхода к созданию средств оперативного бесконтактного контроля микрорельефа прецизионных поверхностей промышленных изделий после механической обработки на основе корреляционного анализа изображений, полученных обычными портативными видеокамерами. При этом важным требованием к таким средствам контроля должна быть обязательная их применимость непосредственно в производственных условиях в ходе выполнения технологического процесса.
1. Корреляционный метод оценки параметров микрорельефа
Для определения параметров микрорельефа рабочих поверхностей механических изделий
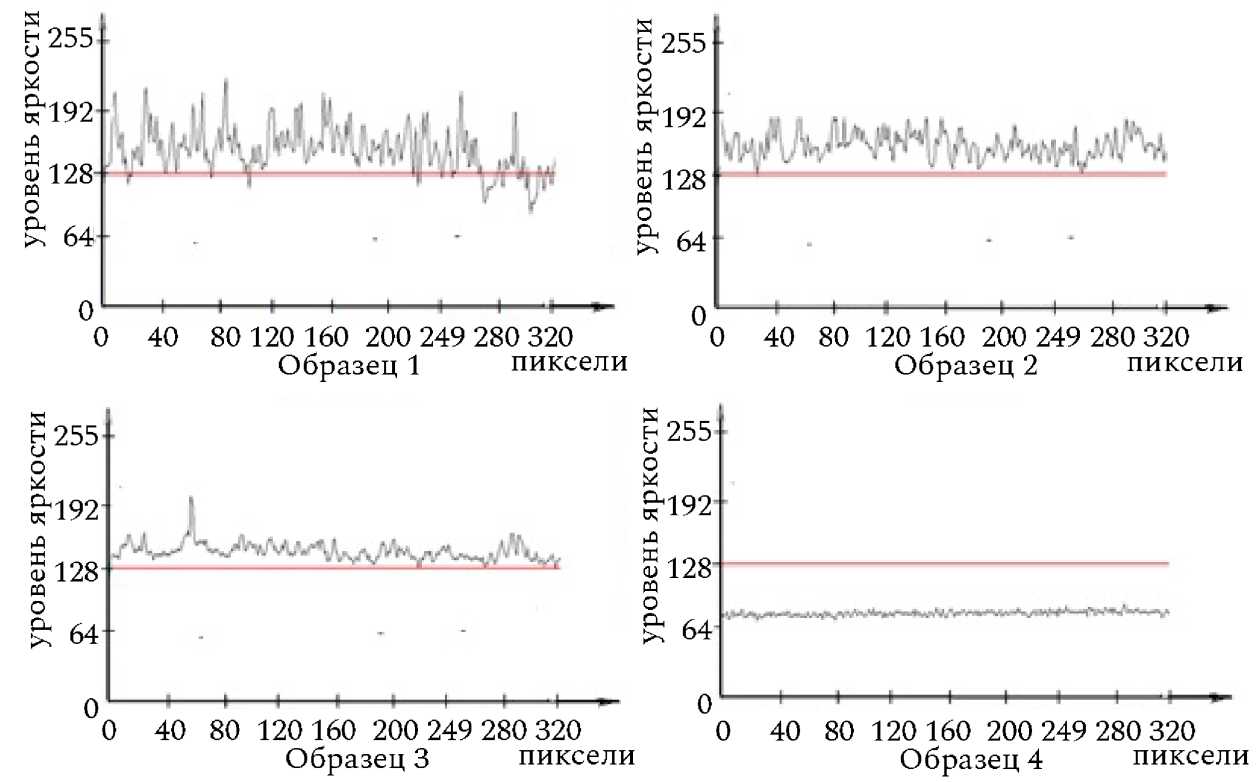
Рис. 2. Видеосигналы, отображающие микрорельефы эталонных образцов
Fig. 2. Video signals displaying microreliefs of reference samples
непосредственно в производственных условиях был разработан новый оптико-электронный метод, рассмотренный в работе в [10]. В этом методе использован инструментальный микроскоп Crystallite ST-60 (80Х) (Россия), который оборудован цифровой видеокамерой Computar ZC-F11CH3 (Computar, Япония), что вместе образовывало оптико-электронный измерительный комплекс. Для изучения влияния характеристик микрорельефа на параметры его изображения были изготовлены эталонные стальные образцы с различной шероховатостью поверхности. Изображения исследуемых микрорельефов поверхности приведены на рис. 1.
При этом микрорельеф образцов 1 и 2 (рис. 1) был сформирован шлифованием, а микрорельеф образцов 3 и 4 ‒ полированием. Определенные с помощью профилометра SJ-201P (Mitutoyo, Япония) параметры шероховатости Ra микрорельефов поверхностей указанных образцов 1–4 составили 0,13; 0,084; 0,048; 0,025 мкм соответственно [11]. Характерные видеосигналы по строке видеокадра приведенных изображений исследуемых микрорельефов показаны на рис. 2.
Как видно из приведенных рисунков, с уменьшением высотных параметров микрорельефов существенно уменьшается и амплитуда видеосигнала. Отмеченную закономерность можно использовать для идентификации исследуемых микрорельефов бесконтактным оптико-электронным методом. Однако проведенные исследования в работе [10] показали, что оценка шероховатости микрорельефа на основе измерения амплитуды видеосигнала, формирующего полутоновое изображение исследуемого микрорельефа, требует жесткой стабилизации как мощности падающего светового потока, так и угла его падения на исследуемую поверхность. В противном случае возникает относительная погрешность измерения высотных параметров микрорельефа, достигающая 50 % вследствие воздействия функции влияния fвл (ДФ, Да), где АФ и Да - отклонения мощности светового потока и угла его падения на исследуемый микрорельеф от номинальных значений. Для устранения этого недостатка и был разработан новый корреляционный метод для измерения параметров микрорельефа оптико-электронным способом.
Сущность предложенного метода заключалась в сравнении параметров автокорреляционной функции, вычисленной для изображения исследуемого микрорельефа, и параметров автокорре- ляционных функций, вычисленных для изображений микрорельефов эталонных образцов (рис. 1). За основу вычисления двумерной корреляционной функции вначале было взято классическое выражение [12]
r xu ( кЛ ) = f ]х N ’-„I N 2-.' u ( n 1 > n 2 ’ - (1) V У 1 У 2 7 ^^n 1 = 0 ^^n 2 = 0
-mu)(x(n 1 - k1, n2 - k2 ’ - mx), где через u(n1, n2) обозначен фрагмент изображения (эталон), который расположен внутри зоны поиска x(n1, n2), то есть изображения исследуемого микрорельефа формата K1×K2 пикселей, a ^1 и ^2 - средние квадратичные отклонения величин u(n1,n2) и x(n1,n2) от их математических ожиданий mu и mx соответственно. При этом параметр исследуемого микрорельефа - среднее арифметическое отклонение профиля от средней линии Ra, мкм определялся для заданной вероятности из экспериментальной зависимости Ra = f(Ucp), где Ucp - случайное среднее значение переменной составляющей двумерной автокорреляционной функции [10]. Выражение (1) позволило устранить мультипликативную функцию влияния, так как она одновременно воздействует на числитель и знаменатель выражения (1) и, следовательно, сокращается. Вычисление двумерной автокорреляционной функции по изображению микрорельефа осуществлялось по схеме, приведенной на рис. 3.
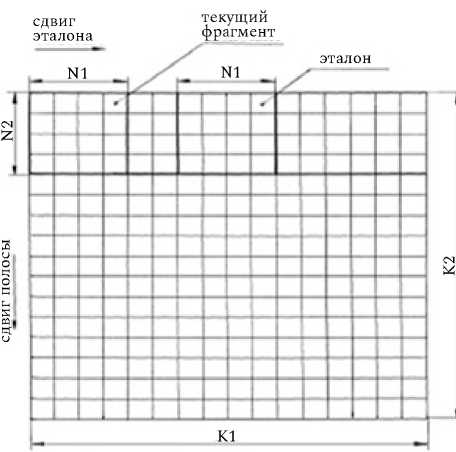
Рис. 3. Схема формирования и перемещения эталона
Fig. 3. Scheme of formation and movement of the standard
В полутоновом изображении с первой строки выделяется полоса шириной N 2 пикселей и по центру этой полосы задается эталон размером N 1× N 2 пикселей. Затем эталон, начиная с крайней левой позиции, перемещается по выделенной полосе с шагом в 1 пиксель. При каждом совмещении эталона и текущего фрагмента изо-
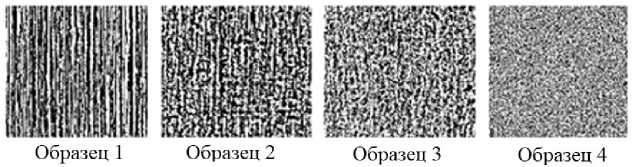
Рис. 4. Бинарные изображения эталонных образцов с заданным микрорельефом
Fig. 4. Binary images of reference samples with a given microrelief
бражения ТФ подсчитывается rx,y ( k 1, k 2) по формуле (1). Закончив вычисление rx,y ( k 1, k 2) в первой полосе, задаётся следующая полоса того же формата в исходном изображении, что и предыдущая, но смещенная вниз на один пиксель. В этой полосе по центру задается новый эталон, но с теми же размерами, что и предыдущий, и выполняются те же самые действия для вычисления rx,y ( k 1, k 2) и т. д. Так как эталон формируется в самом анализируемом изображении микрорельефа, коэффициенты rx,y ( k 1, k 2) являются коэффициентами автокорреляции. Обработав все изображение по рассмотренному методу, получим матрицу коэффициентов автокорреляции или двумерную автокорреляционную функцию. Однако применение выражения (1) требует значительного объема вычислительных операций для контроля параметров микрорельефа в реальном масштабе времени.
Для существенного повышения быстродействия рассмотренного метода были рассмотрены и другие возможности цифровой обработки изображений [13; 14], в частности адаптивная бинаризация исходного изображения и квазиоптимальные корреляционные алгоритмы. В результате адаптивной бинаризации из полутоновых изображений были получены бинарные изображения, приведенные на рис. 4.
Квазиоптимальные алгоритмы нашли широкое применение в корреляционных экстремальных системах навигации (КЭСН) по цифровым картам местности беспилотных летательных аппаратов. В КЭСН эталонное изображение ЭИ меньшего формата последовательно сравнивается со всеми участками анализируемого текущего изображения ТИ большего формата. В результате сравнения определяются истинное местоположение летательного аппарата над трассой полета. Сравнение ТИ и ЭИ в КЭСН – это сравнение посредством функционала, который принимает экстремальное значение при совпадении определенного фрагмента ТИ и ЭИ. Известно [12], что таким функционалом является взаимная корреляционная функция – критериальная функция. При совпадении фрагмента ТИ и ЭИ она достигает максимального значения. Таким образом, схема перемещения ЭИ по текущему исследуемому изображению в КЭСН и соответствующие вычисления полностью совпадают со схемой, приведенной на рис. 3.
Отметим, что существующие квазиоптималь-ные корреляционные алгоритмы были разработаны эвристически. В данной работе предложен алгоритм с наименьшим числом вычислительных операций, построенный с использованием парной критериальной функции в виде
2 n - 1
Xy ( k 1- k 2 1 = N Z F ii ( A >• (2 , \ i = 0
где F^ ( Л ) - парная критериальная функция, приобретающая единичное значение при совпадении i -го пикселя в ЭИ и фрагменте бинарного ТИ микрорельефа; N – количество сравниваемых элементов в ЭИ и фрагменте ТИ анализируемого микрорельефа.
Выражение (2) является коэффициентом корреляции и представляет нормализованную сумму совпавших пикселей в ТИ и ЭИ. При использовании данного метода также компенсируется и дополнительная погрешность оценки параметров микрорельефа, возникающая в результате воздействия функции влияния
Л В = В т f ед ( ЛФ , Ла ) - B9f зл ( ЛФ , Ла ) =
= f вл (ЛФ , Л а )( Вт - В э ) = f вл (Лф , Л а ) - 0
при B Т = B Э. Кроме того, только в этой точке и наращивается сумма совпавших по значению пикселей эталона B Э и фрагмента ТИ B Т согласно (2).
2. Полученные результаты и их анализ
Анализ полученных двумерных автокорреляционных функций показал, что по случайной амплитуде U cp переменной составляющей функции r xy ( k i , k 2 ) исследуемые микрорельефы существенно отличаются друг от друга. Для зависимости Ra = f ( U cp) методом наименьших квадратов было определено аналитическое выражение в виде
Ra = 0,0065 Ц cp - 0,02 мкм (3)

Рис. 5. Внешний вид поверхностей спинки и корыта лопаток ГТД
Fig. 5. Appearance of the surfaces of the backrest and trough of gas turbine engine blades
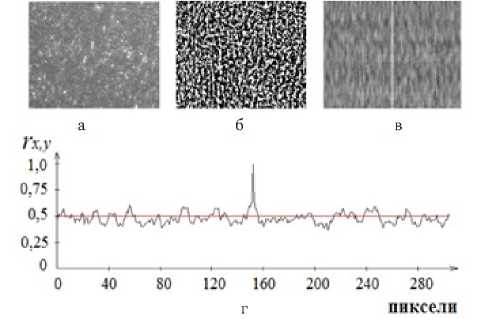
Рис. 6. Полутоновое ( а ) и бинарное ( б ) изображения поверхности выбранного участка, корреляционная поверхность ( в ) и график изменения коэффициента корреляции для этого участка ( г )
Fig. 6. Halftone a) and binary ( b ) images of the surface of the selected area, correlation surface ( v ) and graph of the change in the correlation coefficient for this region ( g )
Таблица. Результаты корреляционной обработки изображений микрорельефов с различной шероховатостью Table. Results of correlation processing of microrelief images with different roughness
I в = ( 3,4U 2 p + 14,4 U cp + 1 ) х 10 —3 отн. ед. (4)
Среднее квадратическое отклонение измерения U ср определялось по формуле У т = у/ Пп.
На поверхности каждого образца исследовалось 30 изображений. Задавая вероятность распознавания шероховатости исследуемых микрорельефов P = 0,99 и t р = 2,576, получим средние квадратичные отклонения, доверительные интервалы и амплитуды переменной составляющей автокорреляционной функции (см. таблицу).
Рассмотренный алгоритм и метод определения шероховатости микрорельефа на основе U ñð был применен для исследования шероховатости полированных поверхностей пера лопаток 1-й ступени газотурбинного двигателя (ГТД). Внешний вид спинки и корыта лопатки приведен на рис. 5.
Полутоновое и бинарное изображения участка поверхности спинки лопатки, корреляционная поверхность и график коэффициента корреляции для этого участка поверхности приведены на рис. 6.
Обработка результатов эксперимента показала, что среднее значение переменной составляющей корреляционной функции, вычисленное
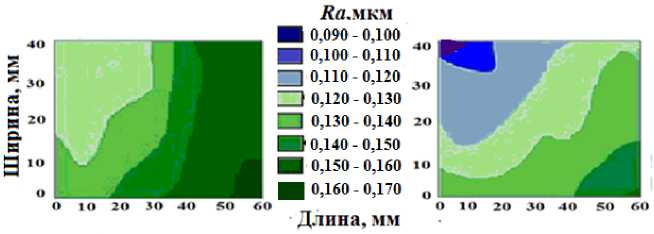
Рис. 7. Поля шероховатости поверхности лопаток 1 ступени турбины после 1 перехода: а ‒ корыто, б ‒ спинка
Fig. 7. Surface roughness fields of the blades of the 1st stage of the turbine after 1 transition: a ‒ trough, b ‒ back
по 30 изображениям, составило U ср = 22,1 отн. ед. Использование выражения (4) дало значение для I β = 0,21 отн. ед., тогда U ср min = 21,89 отн. ед., и U ср max = 22,32 отн. ед.
Выражение (3) для участка поверхности спинки пера лопатки дало следующие результаты: Ra = 0,21 мкм, Ra min = 0,14 мкм и Ra max = 0,27 мкм, что вполне согласуются со значениями Ra, измеренными с помощью профилометра SJ-201P.
Далее, было выполнено последовательное оптико-электронное сканирование всей поверхности спинки и корыта лопатки, вычисление Ra для каждого участка и построение полей шероховатости, представленных на рис. 7. Из приведенных данных видно, что шероховатость на поверхности спинки больше, чем на корыте на 0,15-0,2 мкм. Это связано с тем, что при обработке площадь контакта поверхности лопаток с ложементами с течением времени меняется и давление на спинке повышается. Кроме этого, лопатка в процессе обработки совершает колебание не по плоскости, а по некоторой дуге, которая не всегда совпадает с радиусом закрутки лопатки, поэтому формирование микронеровностей в большей степени зависит от кинематики процесса виброконтактного полирования.
Заключение
В статье рассмотрен оптико-электронный метод определения параметров шероховатости микрорельефов прецизионных поверхностей, формируемых операциями шлифования и полирования. Метод основан на корреляционной обработке изо бражений исследуемых микрорельефов, полученных обычными портативными видеокамерами. Сущность метода заключается в сравнительной оценке характеристик двумерных корреляционных поверхностей, полученных для микрорельефов эталонных образцов с известными параметрами шероховатости, с характеристиками корреляционной поверхности исследуемого микрорельефа с неизвестной шероховатостью. Шероховатость исследуемого микрорельефа определяется с использованием экспирементально полученной зависимости среднего арифметического отклонения профиля поверхности от средней амплитуды переменной составляющей корреляционной поверхности. При этом для обработки изображений используется квазиоптимальный корреляционный алгоритм. Применение квази-оптимального алгоритма существенно сокращает время определения параметров микрорельефа оптико-электронным методом и, следовательно, позволяет оперативно их контролировать непосредственно в производственных условиях в ходе выполнения технологического процесса. Кроме того, рассматриваемый оптико-электронный метод используется для определения полей шероховатости, на основе которых можно прогнозировать наиболее опасные участки поверхности, где образуются недопустимые значения концентраторов напряжений, и, следовательно, применить соответствующие меры уменьшения напряженного состояния поверхностного слоя, что позволит повысить надежность и долговечность промышленных изделий при их эксплуатации.
