Определение величины механического износа абразивных зерен при шлифовании

Бесплатный доступ
Среди различных механизмов износа абразивного инструмента при шлифовании преобладающим является механический, проявляющийся в виде удаления элементарных микрообъемов абразивного материала с рабочей поверхности зерен. Природа образования площадки затупления на зерне в результате данного вида износа до сих пор не раскрыта. В статье предлагается кинетический подход к механическому изнашиванию абразивных зерен при шлифовании на основе термофлуктуационной природы разрушения твердых тел. Полагается, что в результате многократного квазипериодического контакта с обрабатываемым материалом в материале абразивного зерна на межатомных связях возникают перенапряжения, которые служат толчком для преодоления атомами энергетического барьера и разрыва единичной связи. В результате, в абразивном материале происходит накопление разорванных межатомных связей, образуются несплошности и развивается процесс разрушения. При этом немаловажную роль играет температура в зоне обработки. Предложенная методика имитационного моделирования контактного взаимодействия абразивного зерна с материалом позволяет определить напряжения, действующие в зерне при шлифовании и величину долговечности абразивного материала. Установлена характерная зависимость напряжения и долговечности от размера площадки затупления, имеющейся на абразивном зерне. Переход от элементарных объемов абразивного материала, испытывающих напряжения, к макрообъемам позволяет определить величину абразивного материала, изношенного в результате механического взаимодействия с обрабатываемым материалом. Методика прогнозирования величины износа абразивного зерна при эксплуатации шлифовальных кругов различных характеристик в широком диапазоне технологических условий позволит создать совершенно иной подход к проектированию операций абразивной обработки - когда инструмент с определенным ресурсом работоспособности является исходным данным и задача технолога состоит в его эффективной эксплуатации.
Механический износ абразивного зерна, кинетическая теория прочности, термофлуктуационный механизм разрушения
Короткий адрес: https://sciup.org/147151675
IDR: 147151675 | УДК: 621.922
Definition of mechanical wear of abrasive grains at grinding
Among the different mechanisms of wear of the abrasive tool during the grinding the mechanical wear is predominant, those reflected in the form of removal of elementary micro-volumes of abrasive material with the working surface of the grains. The nature of forming site on the grain blunting a result of this kind of wear is still not disclosed. The article suggests a kinetic approach to mechanical wear of the abrasive grains in grinding through thermofluctuational nature fracture of solids. It is believed that as a result of multiple quasi-periodic contact between the abrasive and the cutting material in the material of the abrasive grains on the interatomic links arise tension, which serve as an impetus to overcome the energy barrier of atoms and the unit connection can be broken. As a result, in the abrasive material is an accumulation of broken interatomic links, form-by discontinuities and develops the process of destruction. The temperature in this case is too important. The proposed technique simulation game-stroke interaction between the abrasive grain and the material, that make it possible to determine a amounts off tension with the grinding grains and the magnitude of the durability of the abrasive material. Recognized, that these amounts depend of the grain size and the blunting area, available on the abrasive grain. The transition from elementary volumes of abrasive experiencing tension, allows to determine the value of macro-abrasive material, worn as a result of the mechanical interaction with the material being processed. The method of predicting the amount of wear of the abrasive grains in the operation of the grinding wheels of different characteristics in a wide range of process conditions allow to create a new approach to the design of the operations of the abrasive-processing - when the tool, with a particular resource of operability is available, and the main task is its efficient maintenance.
Текст научной статьи Определение величины механического износа абразивных зерен при шлифовании
Одним из факторов, в решающей степени определяющим эффективность операции шлифования, является степень и интенсивность износа абразивного инструмента. Известно несколько механизмов изнашивания абразивных зерен при шлифовании: механический, физико-химический, адгезионный и др. [1–6]. При обработке различных сталей и сплавов указанные механизмы проявляются с различной степенью интенсивности, однако при шлифовании любых материалов механический износ присутствует неизменно [7–15].
Известно, что шлифование – процесс, развивающийся во времени, поэтому представляется возможным трактовать механический износ абразивного зерна при шлифовании с позиций кинетической теории прочности твердых тел под нагрузкой [16]. В ее основе лежит термофлуктуационный механизм разрушения и «временная» зависимость прочности: один и тот же образец, разорванный за короткое время, обладает более высокими прочностными свойствами, чем образец, разорванный медленно.
C позиций кинетической теории прочности разрушение любого твердого тела под нагрузкой трактуется следующим образом. В покое атомы твердого тела совершают достаточно малые колебания на дне потенциальной ямы. Внешняя нагрузка, создавая напряжения в теле, снижает энергоактивационный барьер и возбужденный атом может разорвать межатомную связь с другим атомом. Данное явление происходит по всему телу, естественно, в местах наибольшего напряжения: разрывы межатомных связей накапливаются, в теле появляются несплошности, образуется и развивается локальное нарушение целостности и тело разрушается. Имеется формула долговечности τ для тела, находящегося в сложнонапряженном состоянии – под действием циклических нагрузок [16], что соответствует режиму работы абразивного зерна при шлифовании: число цик- лов нагружения, их длительность и период зависят от кинематических и геометрических харак- теристик схемы шлифования:
I ( i YG ) 0 ( ,2 kT J
T = N ц t 0
yo exp
2kT где Nц – число циклов, воспринимаемое телом; t0 – время длительности одного цикла, с; I0 – функция Бесселя от мнимого аргумента; γ – коэффициент пропорциональности; σ – величина напряжения в нагружаемом теле, МПа; k – постоянная Больцмана; T – абсолютная температура деформируемого тела, К.
Модель (1) необходимо адаптировать к условиям процесса шлифования, для этого рассмотрим ее параметры.
Параметр N ц – количество циклов нагружения абразивного зерна в единицу времени – число встреч режущей кромки зерна с обрабатываемым материалом в секунду. Данный параметр зависит от частоты вращения шлифовального круга n к и может быть определен по формуле
N = nk ц 60
.
Параметр t 0 – длительность контакта режущей кромки абразивного зерна с обрабатываемым материалом полностью зависит от технологических параметров операции шлифования – диаметра шлифовального круга, диаметра обрабатываемой заготовки, скорости круга, скорости заготовки и др. Величина данного параметра целиком и полностью зависит от условий работы абразивного зерна. Применяя известные формулы Е.Н. Маслова [17], можно рассчитать время t 0 прохождения элементарным сектором шлифовального круга длины дуги контакта на детали L к в условиях круглого наружного шлифования с радиальной подачей:
(
L 1 +
to = — = —
0 V к
60K J у
V к
n
D • d —д- vSрад
D + d
где V к – скорость шлифовального круга, м/с; D и d – диаметр круга и детали соответственно, мм; n д – количество оборотов детали, мин–1; v S рад – величина радиальной подачи шлифовального круга, мм/мин.
Параметр γ – элементарный объем абразивного материала, в котором происходят разрывы межатомных связей, их накопление и совершение акта разрушения, см3. В общем случае γ есть элементарный объем материала, в котором происходят все разрушающие твердое тело процессы, иначе его можно назвать коэффициентом пропорциональности между средним напряжением, создаваемым силой, приложенной непосредственно к твердому телу, и напряжением, возникающим в единичной межатомной связи [16]. Величина параметра γ в идеальных телах приблизительно равна 10–23 см3. Для реальных материалов параметр γ имеет различную величину, зависящую как от строения материала, так и от способа его предварительной обработки и состояния. В связи с этим был введен коэффициент перенапряжения межатомных связей q, численно оценивающий различие параметра γ для идеальных твердых тел. Предложенные в [16] выкладки по- зволяют определить величину γ:
_ q • M _ q • M
Y~ Na •p “б•р^Ю23 , где Na – число Авогадро; ρ – плотность материала; М – молекулярная масса.
Параметр Т – абсолютная температура нагружаемого тела, К. В соответствии с имеющимися в научно-технической литературе данными температура отдельных абразивных зерен колеблется в пределах 400–1200 °С, при этом подчеркивается, что зерно нагревается до температуры около 1400 °С и сохраняет тепло в течение сравнительно длительного времени. Для настоящего исследо- вания температура нагружаемого тела – абразивного зерна – принималась в пределах 200–1000 °С, с шагом 200 °С.
Параметр σ – напряжение в теле абразивного зерна, возникающее вследствие действия силы шлифования, направленной вдоль вектора скорости. Одним из возможных решений этой задачи является создание твердотельной модели, проведение численного имитационного моделирования.
С учетом (2)–(4) для условий круглого наружного врезного шлифования формула долговечности абразивного зерна при циклической нагрузке принимает вид:
( q • M
τ
1+
V
n
D⋅d д vSрад
D + d
I0
6 ⋅ρ⋅ 10 i,
2 kT
⋅
V
V к
exp
^ °
q ⋅ M
⋅σ
6 ⋅ ρ ⋅ 10 23
2 kT
.
Определение напряженно-деформированного состояния зерна является трудной задачей, так как в процессе резания зерно находится в сложном напряженном состоянии. Точный расчет такого состояния возможен только с использованием численных методов, в частности метода конечных элементов (МКЭ). При этом возможны два варианта. Первый заключается в создании конечноэлементной модели абразивного зерна с последующим приложением нагрузок, эквивалентных силе резания, действующей на зерно [18, 19]. Недостаток такого подхода заключается в том, что при этом невозможно учесть контактные явления (трение, износ, нагрев зерна и т. д.). Второй подход заключается в том, чтобы численно смоделировать сам процесс резания с учетом некоторых контактных явлений, возникающих при этом. При этом нет необходимости собирать экспериментальные данные о силе резания, действующей на зерно, так как решается контактная задача с отделением стружки. В данной работе был использован второй подход. Для определения величины напряжений в абразивном материале, соответствующей различным условиям шлифования, создана конечно-элементная модель, учитывающая характеристики абразивного и обрабатываемого материала, геометрические и температурные параметры зоны контакта, а также величину площадки затупления, имеющуюся на абразивном зерне. Проведена серия численных экспериментов в пакете твердотельного моделирования ANSYS, результаты которого приведены в табл. 1 и на рис. 1–4.
Таблица 1
Величина напряжения в абразивном зерне
|
Температура, °С |
Зернистость |
Площадка затупления l зат, мм |
|||||||
|
0,005 |
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
||
|
Эквивалентные напряжения σ, МПа |
|||||||||
|
200 |
F90 |
2097 |
913 |
1131 |
– |
– |
– |
– |
– |
|
F60 |
1944 |
887 |
677 |
809 |
1053 |
– |
– |
– |
|
|
F54 |
870 |
653 |
369 |
416 |
460 |
500 |
– |
– |
|
|
F46 |
500 |
470 |
309 |
241 |
291 |
348 |
398 |
573 |
|
|
400 |
F90 |
1191 |
616 |
943 |
– |
– |
– |
– |
– |
|
F60 |
871 |
532 |
507 |
669 |
752 |
– |
– |
– |
|
|
F54 |
828 |
489 |
361 |
327 |
332 |
408 |
– |
– |
|
|
F46 |
488 |
387 |
268 |
211 |
246 |
236 |
308 |
374 |
|
|
600 |
F90 |
1172 |
203 |
252 |
– |
– |
– |
– |
– |
|
F60 |
631 |
154 |
175 |
92 |
93 |
107 |
– |
– |
|
|
F54 |
509 |
395 |
203 |
168 |
172 |
201 |
142 |
– |
|
|
F46 |
417 |
231 |
150 |
119 |
104 |
138 |
147 |
155 |
|
|
800 |
F90 |
404 |
89,3 |
76 |
– |
– |
– |
– |
– |
|
F60 |
388 |
67 |
47 |
42 |
38 |
49 |
– |
– |
|
|
F54 |
290 |
201 |
45 |
32 |
28 |
46 |
57 |
– |
|
|
F46 |
246 |
177 |
88 |
27 |
23 |
46 |
59 |
67 |
|
|
1000 |
F90 |
177 |
49,7 |
72 |
– |
– |
– |
– |
– |
|
F60 |
155 |
39 |
30 |
30 |
30 |
28 |
– |
– |
|
|
F54 |
110 |
52 |
36 |
24 |
20 |
39 |
35 |
– |
|
F46 |
109 |
41 |
24 |
19 |
29 |
34 |
55 |
63 |
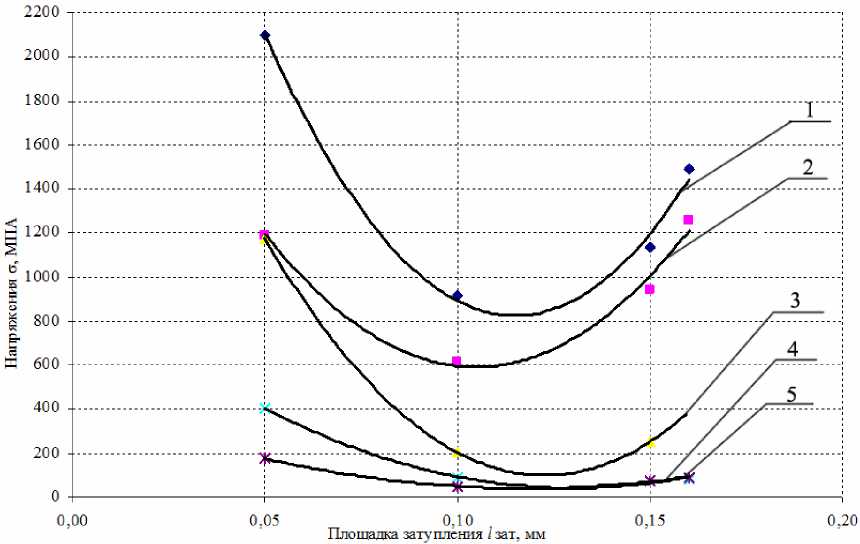
Рис. 1. Зависимость напряжений в абразивном зерне F90 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
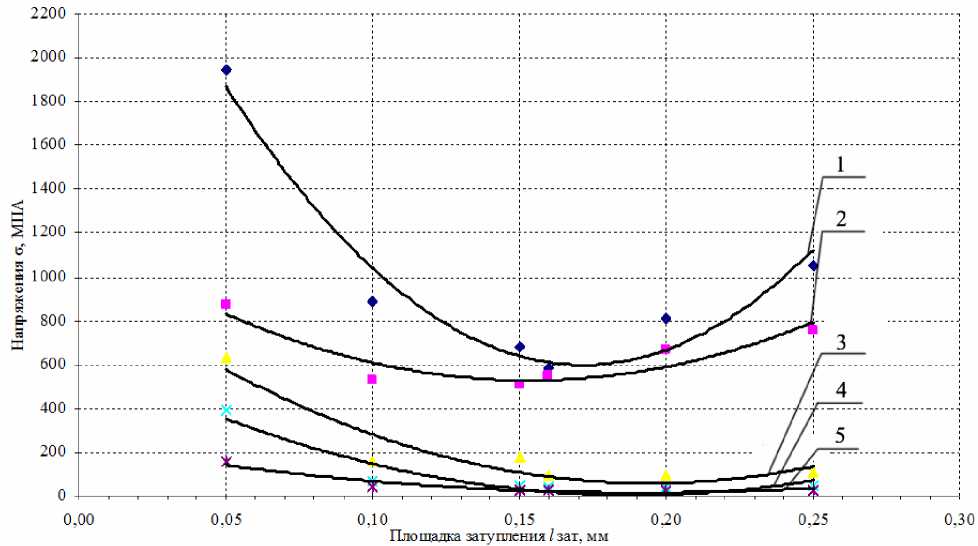
Рис. 2. Зависимость напряжений в абразивном зерне F60 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
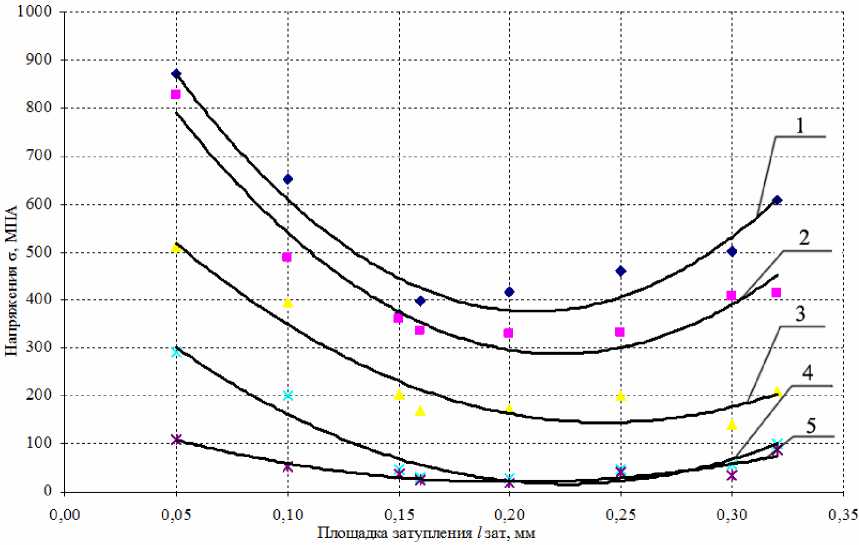
Рис. 3. Зависимость напряжений в абразивном зерне F54 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
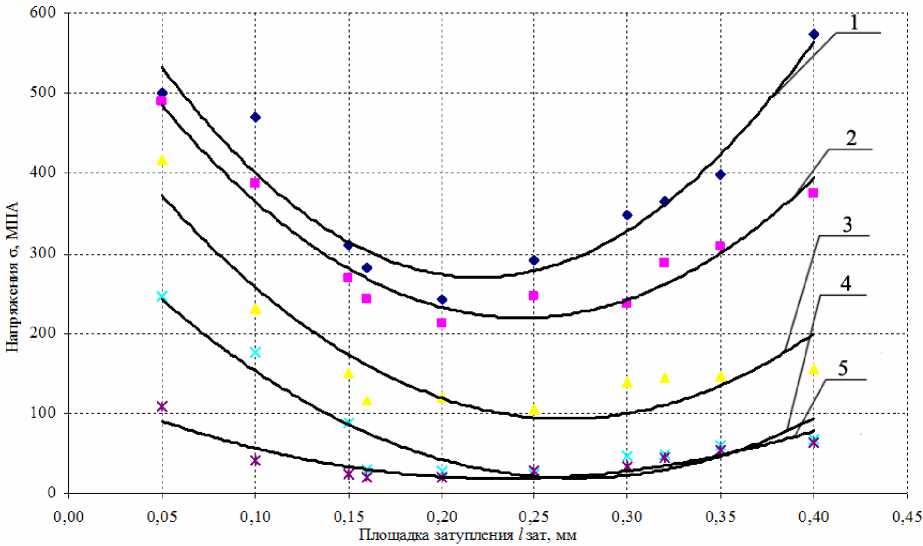
Рис. 4. Зависимость напряжений в абразивном зерне F46 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
Анализируя рис. 1–4, можно заключить, что в начальный период работы зерна на нем образуется и начинает постоянно увеличиваться площадка затупления. Это приводит к снижению напряжений в абразивном материале, что соответствует периоду приработки и образованию на абразивном зерне «наилучшей», с точки зрения работоспособности абразивного зерна, величины площадки затупления, при которой напряжения в теле абразивного зерна минимальны. Дальнейший рост площадки затупления приводит к увеличению напряжения в абразивном зерне, тем более, когда величина площадки затупления сопоставима с размерами самого зерна. Это объясняется уменьшением количества связей в элементарном объеме зерна, воспринимаемых напряжений, а впоследствии существенным увеличением напряжения, действующего на одну связь.
Влияние зернистости абразивного зерна (его геометрических размеров) на величину напряжения в зерне также однозначно: с увеличением номера зернистости при одинаковых температурах и величинах площадки затупления зерна меньшего размера испытывают большие напряжения. Это объясняется опять же наличием в крупных зернах большего количества межатомных связей, воспринимающих внешнюю нагрузку.
Долговечность абразивного зерна, рассчитанная по формуле (5) для различных условий его работы, приведена в табл. 2 и на рис. 5–8.
На рис. 5–8 можно выделить три основных участка – начальный период, когда с обрабатываемой заготовкой контактирует острое зерно и на нем начинает образовываться площадка затупления, период стабильной работы, на котором площадка достигает своего оптимального значения, при котором долговечность абразивного зерна максимальна и период интенсивного износа зерна, при котором площадка увеличивается до размеров, сопоставимых с размерами самого зерна и происходит существенное уменьшение его долговечности.
Увеличение температуры в зоне контакта абразивного зерна с обрабатываем материалом приводит к увеличению величины долговечности абразивного зерна: это связано со снижением прочностных свойств обрабатываемого материала [20]. Абразивные зерна больших размеров (зернистостей) обладают большей долговечностью, нежели зерна меньших размеров, работающие в тех же технологических условиях. Так, увеличение размеров зерна в 1,5 и 2,5 раза увеличивает долговечность в 2,4 и 4 раза соответственно.
Таблица 2
Долговечность абразивного зерна в различных условиях
|
Температура, ° С |
Зернистость |
Площадка затупления l зат, мм |
|||||||
|
0,05 |
0,10 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 |
||
|
Долговечность τ, c |
|||||||||
|
200 |
F90 |
0,23 |
0,55 |
0,40 |
– |
– |
– |
– |
– |
|
F60 |
0,24 |
0,62 |
0,69 |
0,45 |
0,36 |
– |
– |
– |
|
|
F54 |
0,36 |
0,65 |
0,93 |
1,03 |
0,78 |
0,48 |
– |
– |
|
|
F46 |
0,48 |
0,49 |
0,61 |
0,69 |
0,63 |
0,58 |
0,54 |
0,45 |
|
|
400 |
F90 |
0,37 |
0,67 |
0,55 |
– |
– |
– |
– |
– |
|
F60 |
0,43 |
0,91 |
0,99 |
0,63 |
0,42 |
– |
– |
– |
|
|
F54 |
0,44 |
0,93 |
1,24 |
1,65 |
1,30 |
0,92 |
– |
– |
|
|
F46 |
0,58 |
0,65 |
0,79 |
0,90 |
0,83 |
0,84 |
0,73 |
0,66 |
|
|
600 |
F90 |
0,42 |
0,86 |
0,45 |
– |
– |
– |
– |
– |
|
F60 |
0,58 |
1,00 |
1,17 |
0,84 |
0,46 |
– |
– |
– |
|
|
F54 |
0,65 |
1,26 |
1,67 |
2,16 |
2,07 |
1,61 |
– |
– |
|
|
F46 |
0,72 |
0,98 |
1,25 |
1,43 |
1,55 |
1,52 |
1,43 |
1,22 |
|
|
800 |
F90 |
0,81 |
1,62 |
1,18 |
– |
– |
– |
– |
– |
|
F60 |
0,83 |
1,27 |
1,54 |
1,36 |
1,10 |
– |
– |
– |
|
|
F54 |
0,97 |
1,50 |
1,92 |
2,25 |
2,03 |
1,64 |
– |
– |
|
|
F46 |
1,06 |
1,60 |
2,46 |
3,20 |
3,37 |
3,06 |
2,42 |
1,70 |
|
|
1000 |
F90 |
1,42 |
2,57 |
0,78 |
– |
– |
– |
– |
– |
|
F60 |
1,54 |
2,21 |
2,46 |
1,93 |
1,27 |
– |
– |
– |
|
|
F54 |
1,56 |
2,00 |
2,49 |
2,61 |
1,99 |
1,66 |
– |
– |
|
F46 |
1,90 |
3,11 |
3,66 |
3,86 |
3,66 |
3,31 |
2,74 |
2,09 |
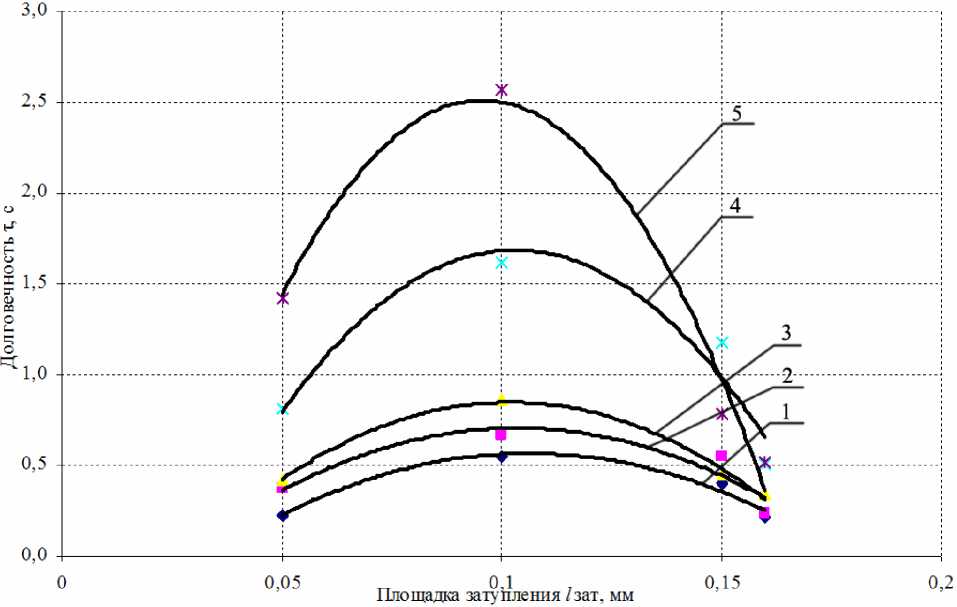
Рис. 5. Зависимость долговечности абразивного зерна F90 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
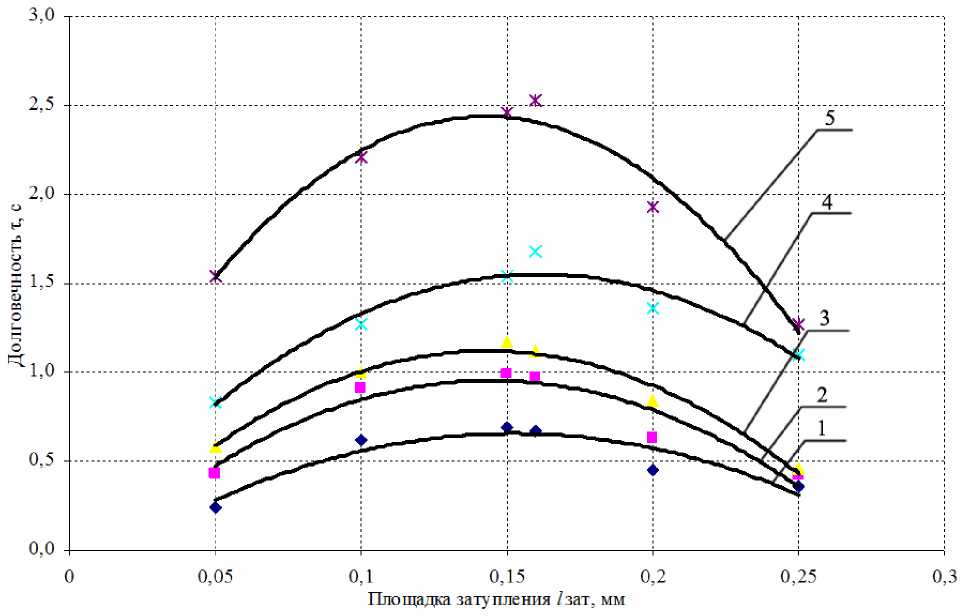
Рис. 6. Зависимость долговечности абразивного зерна F60 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
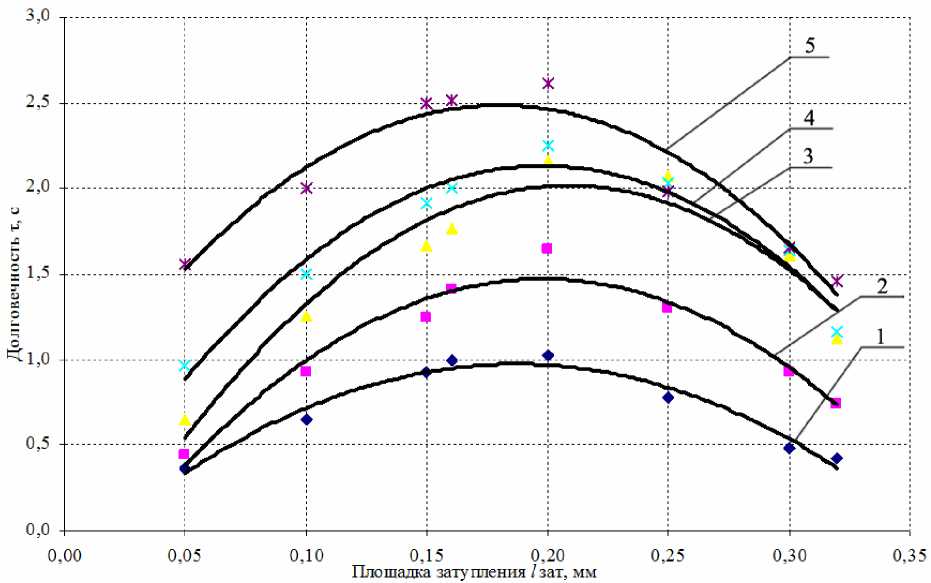
Рис. 7. Зависимость долговечности абразивного зерна F54 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
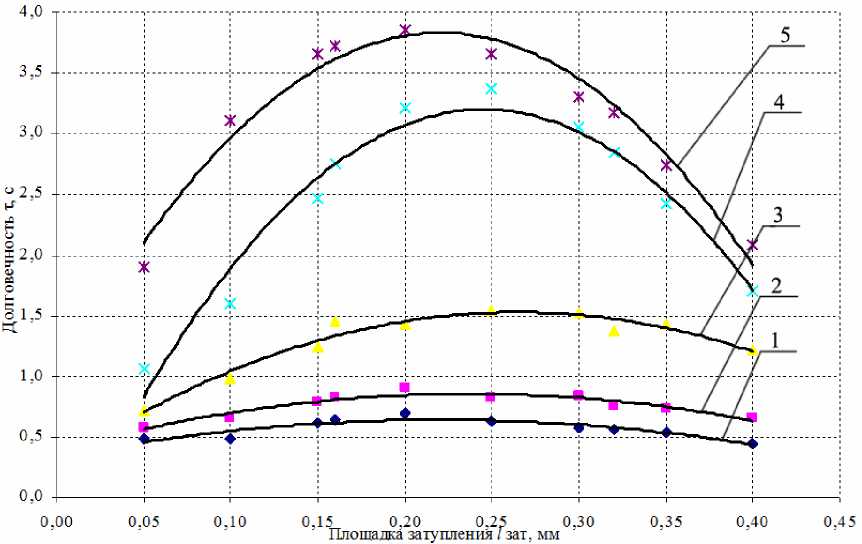
Рис. 8. Зависимость долговечности абразивного зерна F46 от величины площадки затупления при температурах: 1 – 200 °С; 2 – 400 °С; 3 – 600 °С; 4 – 800 °С; 5 – 1000 °С
Определение величины объема элементарной части абразивного зерна, испытывающего напряжения σ и удаляемой по истечении периода долговечности τ, может быть произведено средствами пакета Ansys, в котором выполнялось имитационное моделирование взаимодействия абразивного зерна с обрабатываемым материалом. Для этого посредством команд, связанных с параметризацией модели, сначала визуализируется номер элемента, испытывающий максимальные напряжения, затем командой Get scalar data, с предварительным указанием в качестве одного из параметров Elements volume, а также номера требуемого элемента, формируется файл, в котором записаны требуемые параметры модели, в том числе и величина объема требуемого элемента в мм3.
Найденные по описанной выше методике величины элементарных объемов w а м . з ех материала, испытывающих напряжения в абразивном зерне, приведены в табл. 3.
Следует отметить, что параметры твердотельной модели абразивного зерна одинаковы для всех технологических условий работы – обрабатываемые материалы, температуры в зоне контакта, материал зерна. Значит, приведенные в таблице данные можно использовать для различных сочетаний «абразивное зерно-обрабатываемый материал».
Таблица 3
Элементарные объемы абразивного материала, испытывающие напряжения при контакте с обрабатываемым материалом
|
Зернистость |
Площадка затупления l зат, мм |
|||||||||
|
0,005 |
0,10 |
0,15 |
0,16 |
0,20 |
0,25 |
0,30 |
0,32 |
0,35 |
0,40 |
|
|
Величина элементарного объема w а м .з ех , 10–5, мм3 |
||||||||||
|
F90 |
0,100 |
0,289 |
0,321 |
0,597 |
– |
– |
– |
– |
– |
– |
|
F60 |
0,091 |
0,240 |
0,267 |
0,495 |
0,891 |
0,955 |
– |
– |
– |
– |
|
F54 |
0,062 |
0,139 |
0,235 |
0,386 |
0,695 |
0,745 |
0,817 |
0,974 |
– |
– |
|
F46 |
0,040 |
0,090 |
0,153 |
0,251 |
0,452 |
0,484 |
0,613 |
0,633 |
0,701 |
0,825 |
В итоге, учитывая плотность абразивного материала ρ, данные табл. 2 и 3, а также время работы круга Тк, можно рассчитать суммарный весовой износ абразивного зерна по формуле мех
W а м з ех = ρ w а . з T к . (6)
. τ
Результаты расчетов для условий работы острого абразивного зерна ( l з = 0,005 мм) по истечении 30 с шлифования приведены в табл. 4.
Таблица 4
Масса изношенной части абразивного зерна
|
Температура в зоне контакта, °С |
|||||
|
Зернистость |
200 |
400 |
600 |
800 |
1000 |
|
Масса изношенной части абразивного зерна, W а м .з ех , 10–7, г |
|||||
|
F90 |
5,54 |
4,19 |
3,03 |
1,58 |
0,91 |
|
F60 |
4,42 |
2,47 |
1,84 |
1,28 |
0,69 |
|
F54 |
2,01 |
1,64 |
1,12 |
0,75 |
0,47 |
|
F46 |
0,99 |
0,81 |
0,66 |
0,44 |
0,25 |
Приведенные в табл. 4 данные показывают влияние размеров абразивного зерна и температуры в зоне контакта с обрабатываемым материалом на величину износа зерна в результате его механического взаимодействия с обрабатываемым материалом. При увеличении номера зернистости величина механического износа абразивного зерна уменьшается, при этом с увеличением контактной температуры эта разница становится меньше. При температурах от 1000 °С и выше начинают превалировать процессы износа, имеющие иную природу, возможно, на первый план выходит физико-химическое изнашивание абразивного материала [21].
Данные, полученные в результате имитационного моделирования процессов контактного взаимодействия абразивного зерна с обрабатываемым материалом, а также расчетов износа абразивного зерна, в основу которых положена термофлуктуационная трактовка прочности абразивного материала, позволят в дальнейшем создать комплексную имитационную модель износа абразивного зерна, которая позволит прогнозировать величину изношенной части абразивного инструмента в любой момент времени его работы. Решение данной задачи позволит разработать инновационную методику режимно-инструментального оснащения групповой технологии шлифования на основе прогнозирования работоспособности абразивных инструментов [22].
Выводы:
-
1. Предложена методика определения величины износа абразивного зерна в результате механического взаимодействия с обрабатываемым материалом на основе имитационного моделирования кинетической прочности абразивного зерна при шлифовании.
-
2. Установлено однозначное влияние на величину этого износа температуры в зоне шлифования, степени затупления абразивного зерна, а также его размеров.
-
3. Присутствие в предложенной методике параметров обрабатываемого материала, характеристики инструмента, степени затупления абразивных зерен, времени работы инструмента создает предпосылки создания методики проектирования эффективных абразивных операций на основе прогнозирования работоспособности абразивных инструментов, с учетов различных механизмов их изнашивания.
Список литературы Определение величины механического износа абразивных зерен при шлифовании
- Носенко, В.А. Технология шлифования металлов: моногр./В.А. Носенко, С.В. Носенко. -Старый Оскол: ТНТ, 2013. -616 с.
- Носенко, В.А. Влияние контактных процессов на износ круга при шлифовании/В.А. Носенко//Инструмент и технологии. -2004. -№ 17-18. -С. 162-167.
- Носова, И.В. Влияние физико-химических реакций в контакте абразивное зерно-металл на показатели шлифования/И.В. Носова, В.М. Шумячер//Технология машиностроения. -2013. -№ 4. -С. 14-17.
- Лоладзе, Т.Н. Прочность и износостойкость режущего инструмента/Т.Н. Лоладзе. -М.: Машиностроение, 1982. -320 с.
- Мишнаевский, Л.Л. Износ шлифовальных кругов/Л.Л. Мишнаевский. -Киев: Наукова думка, 1982. -188 с.
- Hitchiner, M.P. Some remarks on the chemical Wear of diamond and cubic BN during turning and grinding/M.P. Hitchiner J. Wilks//Wear. -1987. -Vol. 114. -P. 327-338.
- Reducing tool wear in abrasive cutting/R. Neugebauer, K.-U. Hess, S. Gleich, S. Pop//International Journal of Machine Tools & Manufacture. -2005. -Vol. 45. -P. 1120-1123
- Conditioning and monitoring of grinding wheels/K. Wegener, H.-W. Hoffmeister, B. Karpuschewski et al.//CIRP Annals. Manufacturing Technology. -2011. -Vol. 60. -P. 757-777.
- 2D/3D ground surface topography modeling considering dressing and wear effects in grinding process/J.L. Jiang, P.Q. Ge, W.B. Bi et al.//International Journal of Machine Tools and Manufacture. -2013. -Vol. 74. -P. 29-40.
- Kumar, S Prediction of wear and surface roughness in electro-discharge diamond grinding/S. Kumar, S.K. Choudhury//Journal of Materials Processing Technology. -2007. -Vol. 191. -P. 206-209.
- LaChance, S. Development of an Automated System for Measuring Grinding Wheel Wear Flats/S. LaChance, A. Warkentin, R. Bauer//Journal of Manufacturing Systems. -2003. -Vol. 22. -P. 130-135.
- Brinksmeier, E. Monitoring of Grinding Wheel Wear/E. Brinksmeier, F. Werner//CIRP Annals -Manufacturing Technology. -1992. -Vol. 41. -P. 373-376.
- Tönshoff, H.K. Process Monitoring in Grinding/H.K. Tönshoff, T. Friemuth, J.C. Becker//CIRP Annals. Manufacturing Technology. -2002. -Vol. 51. -P. 551-571.
- A study on Wear mechanism and Wear reduction strategies in grinding wheels used for ELID grinding/K. Fathima, A. Senthil Kumar, M. Rahman, H.S. Lim//Wear. -2003. -Vol. 254. -P. 1247-1255.
- Xipeng, X. Mechanisms of abrasive Wear in the grinding of titanium (TC4) and nickel (K417) alloys/X. Xipeng, Y. Yiqing, H. Huang//Wear. -2003. -Vol. 255. -P. 1421-1426.
- Регель, В.Р. Кинетическая теория прочности твердых тел/В.Р. Регель, А.И. Слуцкер, Э.Е. Томашевский. -М.: Наука, 1974. -560 с.
- Маслов, Е.Н. Теория шлифования материалов/Е.Н. Маслов. -М.: Машиностроение, 1974. -320 с.
- Шмидт, И.В. Напряженное состояние полимерно-композитной слоистой системы при механической обработке резанием/И.В. Шмидт//Наукоёмкие технологии в машиностроении. -2013. -№ 7. -С. 27-31.
- Shmidt, I.V. Modeling of Stressed State during the Processing of Laminated Surfaces/I.V. Shmidt, A.A. Dykonov//Proceedings of The World Congress on Engineering and Computer Science 2014. International Association of Engineers (IAENG). -Р. 914-917.
- Дьяконов, А.А. Научно-методическая база повышения эффективности процессов абразивной обработки на основе многофакторной оценки обрабатываемости материалов/А.А. Дьяконов//Наукоёмкие технологии в машиностроении. -2013. -№ 1. -С. 19-26.
- Ардашев, Д.В. Физико-химический износ в процессах шлифования/Д.В. Ардашев//Трение и износ. -2014. -№ 4. -С. 437-443.
- Ардашев, Д.В. Режимно-инструментальное оснащение проектирования групповой технологии операций шлифования/Д.В. Ардашев//Фундаментальные и прикладные проблемы техники и технологии. -2011. -№ 4/2(288) -С. 14-19.
