Оптимизация обработки тонкостенных деталей из полиамида

Автор: К. Г. Анисимова, Е. А. Шангина, А. А. Кренделев
Журнал: Космические аппараты и технологии.
Рубрика: Новые материалы и технологии в космической технике
Статья в выпуске: 2, 2025 года.
Бесплатный доступ
Деталь «Гребенка» входит в состав приемо-вычислительного модуля приборов глобальной спутниковой системы и служит для позиционирования проводов в розетке. При отработке технологии изготовления данной детали возникли проблемы из-за свойств материала полиамида и тонкостенных конструктивных элементов с допусками по 9 квалитету. Конструкция детали включает в себя наличие пазов и тонкие перемычки между ними. Обработка дисковой фрезой привычными методами фрезерования привела к образованию длинных заусенцев и увеличила вероятность получения бракованной продукции ввиду сложностей в проведении слесарных работ мелкоразмерных элементов с условием сохранения допусков на заданные размеры. Результатом решения вопроса стала смена направления резания при фрезеровании: с попутного на встречное. Приведены общие рекомендации резания для рассмотренной детали. Также было увеличено количество проходов при обработке, что позволило срезать заусенцы и исключить слесарную операцию, выполняемую вручную, выдержать требования конструкторской документации автоматизированным способом. Данный прием эффективен в части повышения вероятности выпуска годной продукции, снижения времени изготовления и может быть применен для серийного производства, автоматизировав изготовление аналогичных типов деталей и конструктивных элементов полиамида.
Полиамид, ПА блочный, встречное фрезерование, оптимизация технологии, стружкообразование, режущий инструмент, тонкостенные детали
Короткий адрес: https://sciup.org/14133443
IDR: 14133443 | УДК: 621.9.016 | DOI: 10.26732/j.st.2025.2.02
Optimization the processing of thin-walled polyamide parts
The «Grebenka» is part of the receiving and computing module of the global satellite system devices and is used to position wires in the socket. When developing the manufacturing technology for this part, problems arose due to the properties of the polyamide material and thin-walled structural elements with tolerances for quality grade 9. The design of the part includes grooves and thin jumpers between them. Processing with a disk cutter using conventional milling methods led to the formation of long burrs and increased the likelihood of obtaining defective products due to the difficulties in performing metalwork on small-sized elements while maintaining tolerances for specified dimensions. The solution to the problem resulted in a change in the cutting direction during milling: from downwind to upwind. General cutting recommendations for the part in question are provided. The number of passes during processing was also increased, which made it possible to cut off burrs and eliminate the metalworking operation performed manually, and to meet the requirements of the design documentation in an automated manner. This method is effective in terms of increasing the probability of producing good products, reducing manufacturing time, and can be applied to serial production by automating the production of similar types of parts and structural elements of polyamide.
Текст научной статьи Оптимизация обработки тонкостенных деталей из полиамида
Глобальная спутниковая система GPS предназначена для точного определения координат места, составляющих вектора скорости и времени объектов в движении. Помимо основной функции система производит высокоточную взаимную синхронизацию частоты и времени на удалённых наземных объектах и взаимную геодезическую привязку. С помощью GPS производят определение ориентации объекта по измерениям приёмников сигналов [1].
Аппаратура радионавигации включает в себя приемо-вычислительный модуль. В связи с политической обстановкой получен заказ на изготовление и сборку модуля, так как предшествующие импортные комплектующие произведены в Швейцарии.
В состав проектируемого модуля входит сборка розетки, одним из основных тел сборки является деталь «Гребенка», через которую формуются выводы розетки (рисунок 1).
При изготовлении данной детали обнаружены технологические сложности из-за свойств полиамида марки ПА-6 и образования стружки – заусенцев при обработке тонких стенок и пазов. Мелкоразмерные конструктивные элементы за-
If I— ОСМИЧЕСКИЕ АППАРАТЫ VI ТЕХНОЛОГИИ ГЙЙЙЙЙН
Том 9
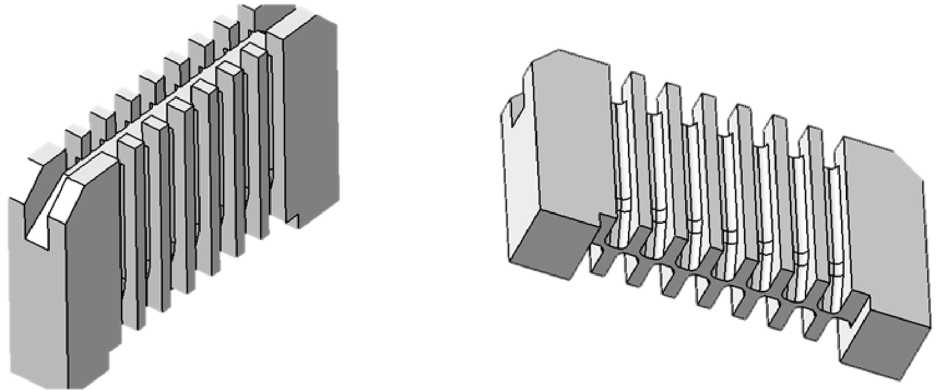
Рисунок 1. Деталь «Гребенка»
трудняют выполнение ручных доводочных работ после механической обработки на станке с числовым программным управлением (ЧПУ). Существует высокая вероятность нарушить размеры комплектующей части: пазы шириной 1,2 мм с жесткими допусками на размеры тонких стенок в пределах ±0,05 мм. Снимая стружку вручную, можно зарезать деталь.
1. Особенности механической обработки полиамида
Полиамид марки ПА-6 обладает высокими механическими свойствами, имеет высокий уровень износостойкости – в 5 раз выше, чем цветные металлы, имеет отличные прочностные качества, легко поддается обработке [2, 3], он легкий и устойчивый, подходит для комплектующих космических аппаратов.
При работе с полиамидом следует учитывать технические особенности: прочность полиамида меньше, чем у металлов, следовательно, необходимо контролировать силу зажатия в течение процесса обработки. Полиамид обладает низкой теплопроводностью. Это свойство материала нужно учитывать при обработке на станке. Также необходимо использовать охлаждающую жидкость, чтобы свести к минимуму выделение тепла [4].
При работе с полиамидом на станке с ЧПУ образуется длинная тонкая стружка, которую нужно своевременно убирать, избегая наматывания на режущий инструмент. Пример стружки при механической обработке полиамида представлен на рисунке 2.
Для более качественной и точной обработки полиамида используют режущий инструмент с хорошей заточкой [5].
При внедрении технологии изготовления «Гребенки» обнаружены следующие проблемы: образование длинной тонкой сливной стружки при резании и сложность слесарной обработки из-за высокой точности размеров мелких элементов детали – пазов, толщин стенок. Пример закрепления детали, заготовки в тисках в управляющей программе для станка ЧПУ представлен на рисунке 3.
При наличии специальных режущих инструментов у слесаря для обработки данной детали не исключается высокая вероятность изготовления бракованной продукции: неудобство из-за габаритов детали и мелких составляющих, жесткие требования документации по точности размеров. Также составляет сложность удаление стружки с режущего инструмента при обработке на ЧПУ из-за площади конструктивных элементов детали и высокой скорости резания.
Результатом решения вопроса стала смена направления резания при обработке пазов дисковой

Рисунок 2. Пример образования стружки при механической обработке полиамида
фрезой, а также увеличение количества проходов для исключения слесарной операции.
Рекомендации резания: остро заточенная фреза, направление резания – встречное, несколько проходов инструмента по настроенной траектории, которое не допускает образования тонкой стружки полиамида при срезе ее в процессе обработки. Применение данного приема эффективно для серийного производства [6, 7]. Обработка данной детали на станке ЧПУ составила 1 ч, исключив слесарные операции, занявшие по нормам времени 20 мин при высоком риске изготовления бракованного продукта.
2. Действие сил резания
Подробнее рассмотрено действие сил резания при разных направлениях фрезерования на рисунке 4: при встречном фрезеровании (а) силы стремятся оторвать заготовку от стола, а при попутном (б) прижать к столу [8].
Данное действие сил резания применимо и к образованию стружки: при встречном фрезеровании (а) силы стремятся отрезать обрабатываемый материал, включая стружку, от детали, а при
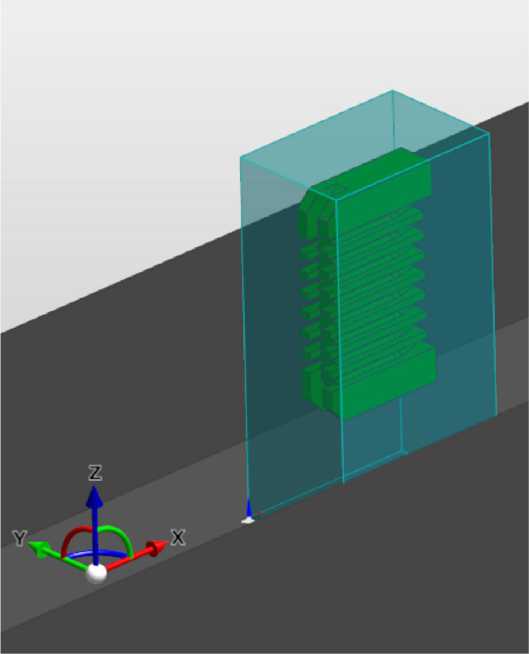
Рисунок 3. Пример закрепления детали, заготовки в тисках в управляющей программе для обработки детали «Гребенка» из полиамида
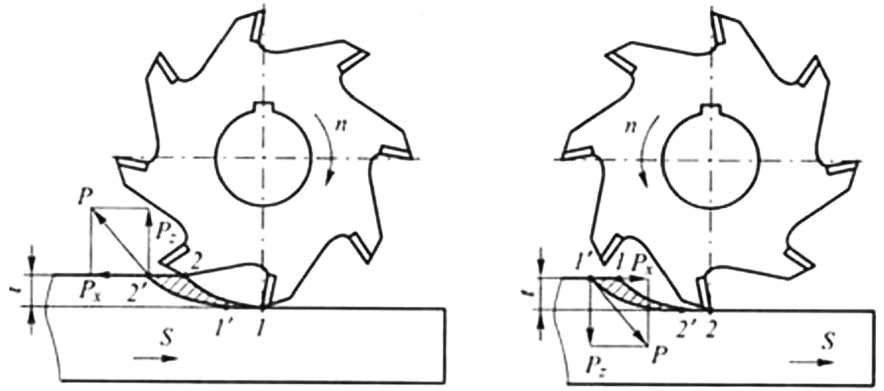
Рисунок 4. Действие силы резания: а – при встречном фрезеровании, б – при попутном
попутном (б) стремятся «загладить» стружку по краям пазов по направлению резания, оставляя длинные заусенцы на детали.
На рисунке 5 показаны векторы отклонения инструмента, когда инструмент перемещается по траектории резания (данные рисунка 5 более подходят при рассмотрении обработки твердых материалов, таких как нержавеющая сталь).
Стрелки показывают, где сила резания может отклонить фрезу. Длины векторов при встречном направлении больше, чем при попутном. Это говорит о том, что режущее усилие мощнее, и инструмент отклонится.
Это отклонение влияет и на чистоту поверхности. Если вектор сил резания параллелен направ-
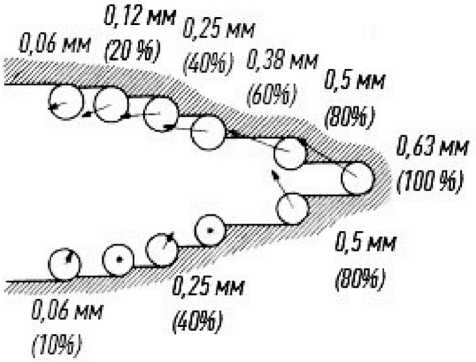
Рисунок 5. Векторы отклонения инструмента: встречное направление резания вверху, попутное внизу
If I— 0СМ1ЛМЕ АППАРАТЫ VI
ТЕХНОЛОГА иен
лению подачи, то сила мала. Поэтому инструмент будет иметь небольшую тенденцию отклоняться и наносить «волны». Это важный момент при фрезеровании тонких стенок [9].
Обработка полиамида не вызовет больших нагрузок на инструмент и отклонений во время обработки против подачи. Поэтому встречное фрезерование для финишной обработки этого материала только улучшит чистоту поверхности детали, но при этом следует избегать слишком большой глубины фрезерования, чтобы инструмент обеспечил чистовые размеры без ручных доводочных работ [10].
Заключение
Правильный выбор направления фрезерования помогает избежать необходимости дополни-
Том 9
тельных слесарных работ для получения чистовых размеров поверхностей [11, 12].
Несмотря на то что попутное фрезерование является популярным методом, в рассмотренном случае встречное фрезерование имеет преимущества: повышение качества обработки, производительности, а также сохранение точности размеров.
То, что является недостатками встречного фрезерования для металлов, не относится к обработке полиамида и даже является преимуществом: не портится инструмент, не требуется большего потребления энергии при фрезеровании, не нарушаются точные размеры детали, а также исключаются слесарные работы, выполняемые вручную. Эффективность времени обработки возросла на 40 % для одной детали.
Список литературы Оптимизация обработки тонкостенных деталей из полиамида
- Космические радионавигационные системы [Электронный ресурс]. URL: http://tors.psuti.ru/metod_web/lb_knrs.pdf (дата обращения: 15.02.2025).
- Сравнение полиамида 6 с другими видами полиамидов [Электронный ресурс]. URL: https://www.simplexnn.ru/sravnenie-poliamida-6-s-drugimi-vidami-poliamidov (дата обращения: 15.02.2025).
- Фрезеровка капролона (полиамида) [Электронный ресурс]. URL: https://3dprintspb.com/frezerovka-chpu/kaprolon-poliamid/ (дата обращения: 15.02.2025).
- Токарная обработка на станках с ЧПУ капролона, полиамида [Электронный ресурс]. URL: http://tokarka78.ru/rubric/338/Tokarnaya-obrabotka-nas-stankah-s-ChPU-kaprolona-poliamida (дата обращения: 15.02.2025).
- Исследование обрабатываемости резанием линейного полиамида и анализ дефектов после обработки / Е. А. Антипина, А. С. Александров, Д. В. Дулов, М. А. Метелев // Молодежь. Техника. Космос: Труды четырнадцатой общероссийской молодежной научно-технической конференции: в 4 т., Санкт-Петербург, 23–27 мая 2022 года. Санкт-Петербург: Балтийский государственный технический университет «Военмех», 2022. С. 31–35. – EDN HNUKPU.
- Канарейкин А. И. Влияние процесса стружкообразования на качество обрабатываемой поверхности при резании вязких материалов // Кузнечно-штамповочное производство. Обработка материалов давлением. 2024. № 5. С. 3–7. EDN AKJLHL.
- Исаев А. В., Козочкин М. П., Купцов В. Р. Особенности встречного и попутного фрезерования при обработке тонкостенных деталей // Вестник МГТУ «Станкин». 2013. № 1(24). С. 11–17. EDN QBVINZ.
- Попутное и встречное фрезерование [Электронный ресурс]. URL: https://enex.market/library/ recommendations/poputnoe_i_vstrechnoe_frezerovanie/?srsltid=AfmBOoplQ6ZEH_2Ko8GczUE8QB82VtkVlJnMq1JI8jUgf8FFoh7nlmyr (дата обращения: 18.02.2025).
- Повышение качества обработанных поверхностей полимерных деталей за счет оптимальных траекторий движения инструмента и режимов резания / Н. Н. Татарников, Н. В. Аверин, М. В. Трубицин // XXXI Международная инновационная конференция молодых ученых и студентов по проблемам машиноведения (МИКМУС – 2019): Сборник трудов конференции, Москва, 04–06 декабря 2019 года. Москва: Федеральное государственное бюджетное учреждение науки Институт машиноведения им. А. А. Благонравова Российской академии наук, 2020. С. 59–62. EDN: TOBNPS.
- Сравнительный анализ токарной обработки капролона / О. Ю. Еренков // Прогрессивные технологии и процессы: Сборник научных статей 3-й Международной молодежной научно-практической конференции, Курск, 22–23 сентября 2016 года / Отв. ред. А. А. Горохов. Курск: Закрытое акционерное общество «Университетская книга», 2016. С. 78–81. EDN: WQRCJN.
- Исследование усадки стружки при обработке капролона / Д. В. Вознюк, Д. И. Михайлюк, Я. А. Бучнев, Т. Джумашев // Научные исследования молодых учёных: сборник статей XIII Международной научно-практической конференции, Пенза, 27 июля 2021 года. Пенза: Наука и Просвещение, 2021. С. 41–43. EDN: QZQPIF.
- Совершенствование технологии механической обработки заготовок из капролона: монография / О. Ю. Еренков, А. Г. Ивахненко, Е. В. Фалеева; М-во трансп. Российской Федерации, Федеральное агентство ж.-д. трансп., Федеральное гос. бюджетное образовательное учреждение высш. проф. образования «Дальневосточный гос. ун-т путей сообщ». – Хабаровск: Изд-во ДВГУПС, 2011. 131 с. ISBN 978-5-262-00613-7. EDN: QNFJMJ.
