Оптимизация технологии кормовых брикетов-лизунцов с применением парокомпрессионного теплового насоса

Автор: Лыткина Л.И., Шенцова Е.С., Апалихина О.А., Переверзева С.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 2 (72), 2017 года.
Бесплатный доступ
В условиях промышленного содержания животных заметно ослабление их здоровья, в организме большинства отмечаются глубокие нарушения обмена веществ, снижается продуктивность. В таких условиях необходимо использование кормовых добавок в виде брикетов-лизунцов, способных компенсировать недостаток в микро- и макроэлементах, витаминах и многих других веществах. Интенсификация кормопроизводства посредством применения новых прогрессивных технологий позволяет повысить качество продукции и сократить потери при ее производстве. Применяемые технологии брикетов-лизунцов и оборудование для их производства не всегда позволяют обеспечить высокое качество продукции и достижение необходимого эффекта при скармливании. Кроме того, они достаточно энергозатратны, не подразумевают использование вторичных энергоносителей. Поэтому создание функционального продукта, сочетающего в себе комплекс веществ, необходимых в кормлении животных, и разработка энергоэффективного способа его производства является актуальным. Предложенная технология позволяет получить брикеты кормовые с высокой однородностью и заданным содержанием биологически активных веществ, обеспечить более длительную сохранность продукции. В разработанной линии предусмотрено максимально быстрое охлаждение готовой продукции и снижение удельных энергозатрат на ее производство в результате использования теплоты отработанных теплоносителей. Произведенные высококачественные лизунцы оказались однородными по своему составу, стойкими к неблагоприятным условиям. Для них характерна более высокая устойчивость структурно-механических свойств и стабильность качества при хранении в течение длительного времени: через двенадцать месяцев технологические свойства продукции не изменились, признаков порчи, связанных с повышенной влажностью окружающей среды, не отмечено. На поверхности брикетов признаки развития микрофлоры не отмечались. Значения микробиологических показателей качества находились в допустимых пределах.
Брикеты-лизунцы, энергосберегающая технология, тепловой насос, рецепт, хранение
Короткий адрес: https://sciup.org/140229837
IDR: 140229837 | DOI: 10.20914/2310-1202-2017-2-61-67
Optimization of the technology of fodder briquettes-licks with the use of a steam compression heat pump
In conditions of industrial maintenance of animals, their health is noticeably weakening, in the majority of the body, profound metabolic disorders are noted, and productivity is reduced. In such conditions it is necessary to use feed additives in the form of briquettes-licks, able to compensate for the lack of micro and macro elements, vitamins and many other substances. Intensification of feed production through the use of new advanced technologies allows to improve the quality of products and reduce losses in its production. The technologies used for briquettes-licks and equipment for their production do not always allow to provide high quality products and achieve the necessary effect when fed. In addition, they are energy-intensive, do not imply the use of secondary energy carriers. Therefore, the creation of a functional product, combining a complex of substances necessary for animal feeding, and the development of an energy-efficient method for its production is topical. The proposed technology makes it possible to obtain feed briquettes with high homogeneity and a specified content of biologically active substances, to ensure a longer-term preservation of the products. The developed line provides for the maximum rapid cooling of the finished product and a reduction in the specific energy consumption for its production as a result of the heat of spent coolants. The high-quality licks produced were homogeneous in their composition, resistant to unfavorable conditions. They are characterized by a higher stability of structural and mechanical properties and stability of storage quality for a long time: after twelve months, the technological properties of the products have not changed, signs of damage associated with increased humidity of the environment have not been noted. On the surface of briquettes, signs of development of microflora were not observed. The values of microbiological quality indicators were within acceptable limits. The development of energy-efficient method of its production is relevant. The proposed technology allows to obtain feed pellets with high uniformity and specify the content of biologically active substances, provide a long-term preservation products. It gives the possibility of issuing briquettes with high quality. In the developed line provides the most rapid cooling of the finished product and the reduction of specific energy consumption for its production as a result of the use of waste heat coolant. High licks were homogeneous resistant to adverse conditions and maintain the structural and mechanical properties and quality for a long time.If stored for twelve months technological properties of the product have not changed, deterioration of symptoms associated with high ambient humidity, it is noted. On the surface of briquettes signs of microflora is not observed. Values of microbiological quality parameters were within acceptable limits.
Текст научной статьи Оптимизация технологии кормовых брикетов-лизунцов с применением парокомпрессионного теплового насоса
Повышение конкурентоспособности российской сельскохозяйственной продукции через техническую и технологическую модернизацию производства является важнейшей задачей национального проекта «Развитие Агропромышленного комплекса на 2013–2020 годы». В настоящее время на отечественном рынке представлено большое разнообразие кормов для крупного рогатого скота. Однако даже самые совершенные из них не способны в полной мере восполнить недостаток различных микроэлементов, которые животные недополучают в процессе кормления. Для восполнения дефицита микроэлементов требуется создание функционального продукта, сочетающего в себе комплекс необходимых компонентов, отличающегося энергоэффективным способом производства и обеспечивающим более длительный срок хранения продукции. Таким продуктом является брикет-лизунец, в состав которого входит меласса свекловичная, соль кормовая, витамины, макро- и микроэлементы [1]. Содержание значительного количества мелассы в брикетах позволяет не только получить продукт высокой прочности. При этом расширяется возможность использования вторичных ресурсов свеклосахарного производства [2].
Материалы и методы
Компонентный состав брикета-лизунца представлены в таблице 1.
Таблица 1.
Рецепт брикета-лизунца для подкормки крупного рогатого скота
Table 1.
Recipe briquette-lick to feedcattle
|
Компонент Component |
Содержание в рецепте, г/кг Contents in the recipe, g/kg |
|
Меласса свекловичная | Beet molasses |
455 |
|
Оксид магния | Magnesium oxide |
120 |
|
Монокальций фосфат | Monocalcium phosphate |
100 |
|
Сульфат меди | Copper Sulphate |
5 |
|
Сульфат цинка | Zinc sulphate |
15 |
|
Карбонат кобальта | Cobalt carbonate |
0.44 |
|
Йодид калия | Potassium iodide |
0.15 |
|
Сульфат марганца | Manganese sulphate |
12 |
|
Селенит натрия | Selenite Sodium |
0.05 |
|
Витамин А | Vitamin A |
0.6 |
|
Витамин Д | Vitamin D |
1.15 |
|
Витамин Е | Vitamin E |
2 |
|
Соль кормовая | Salt forage |
150 |
|
Известь негашеная | Lime quicklime |
130 |
|
Энерген | Energener |
8 |
|
Выход, г | Yield, g |
1000 |
Целью работы является разработка энергоэффективной технологии получения брикетов-лизунцов для подкормки крупного рогатого скота, способной повысить качество и кормовую ценность продукции, а также увеличить сроки ее хранения и снизить удельные энергозатраты на производство.
Известные на сегодняшний день технологии производства лизунцов достаточно энергозатратны и не обеспечивают необходимую однородность продукта и сохранность биологически активных веществ, содержащихся в его составе.
Разработан способ производства брикетов-лизунцов для подкормки крупного рогатого скота с использованием двухступенчатой холодильной машины, являющейся источником тепла для подогрева кормовой свекловичной мелассы, и холода для максимально быстрого охлаждения готовой продукции (рисунок 1) [3].
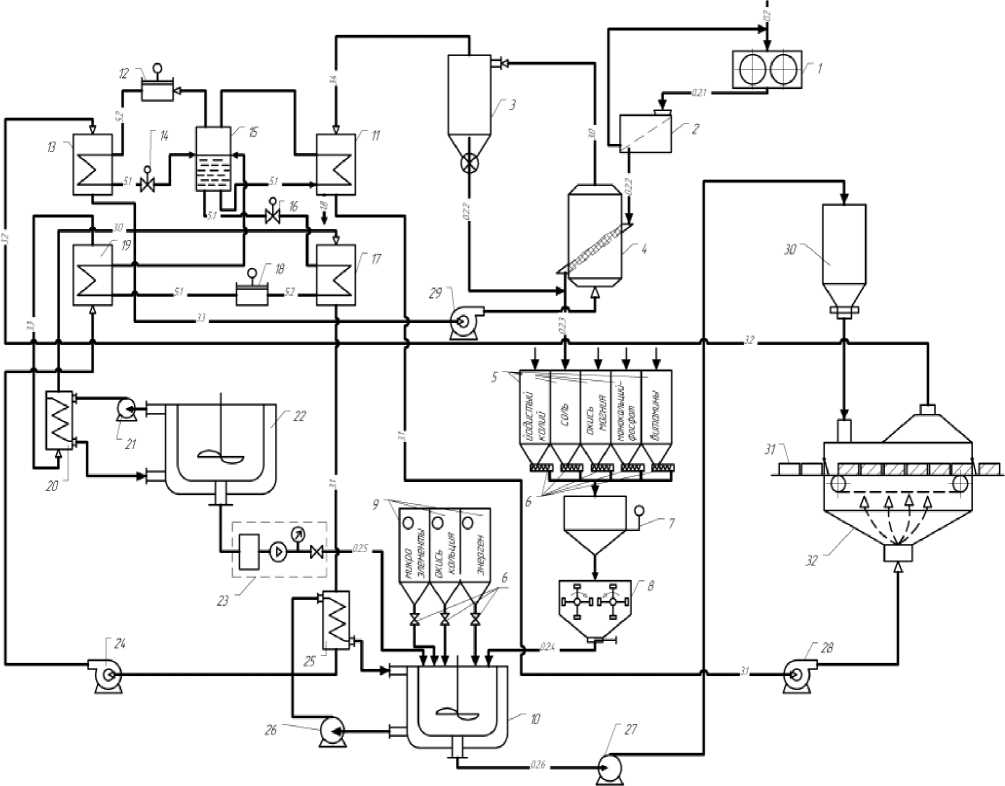
Рисунок 1. Технологическая линия получения брикетов-лизунцов: 1-измельчитель; 2-просеивающая машина; 3-фильтр-циклон; 4-сушилка; 5-бункера для сыпучих компонентов; 6-питатели; 7-дозатор; 8 – смеситель; 9-бункера для жидких компонентов; 10-реактор с теплообменной рубашкой; 11-двухступенчатая холодильная машина; испаритель первой –17 и второй –11 ступени; компрессор первой –18 и второй –12 ступени; конденсатор первой –19 и второй –13 ступени; терморегулирующие вентиля первой (ТРВ) – 16 и второй –14 ступени; 15 – промежуточный сосуд; 20 – теплообменники для подогрева воды, 25 – теплообменники для охлаждения воды; 21, 26, 27 – насосы; 22 – подогреватель мелассы с теплообменной рубашкой; 23 – линия ввода мелассы; 24, 28, 29 – вентиляторы; 30 – дозатор-разгрузитель; 31 – формы для брикетов; 32 – камеру формования и охлаждения.
Figure 1. The production line producing briquettes-licks: 1 – chopper; 2 – sieve shaker; 3 – filter-cyclone; 4 – dryer; 5 – hopper for bulk components; 6 – feeders; 7 – the dispenser; 8 – mixer; 9 – hopper for liquid components; 10 – heat transfer reactor jacket; 11 – two-stage chiller; the evaporator of the first –17 and the second-11 steps; the compressor of the first –18 and second – 12 steps; the capacitor of the first – 19and the second –13 stage; thermostatic valve first (TRV) – 16 and the second – stage 14; 15 – an intermediate vessel; 20 – heat exchanger for hot water, 25 – heat-nicks for water cooling, 21, 26, 27 – pumps; 22 – molasses heater with heat exchange jacket; 23 – input line molasses; 24, 28, 29 – fan; 30 – feeder-discharger; 31 – form briquettes; 3 2 – single-molding and cooling measure.
Технология производства брикетов-лизунцов осуществляется следующим образом. Исходную кормовую соль по линии 0.2 подают на измельчение в измельчитель, а затем по линии 0.2.1 в просеивающую машину. Из просеивающей машины сходовую фракцию возвращают на до-измельчение, а проходовую фракцию с крупностью частиц соли 1–2 мм по линии 0.2.2 направляют в сушилку для сушки воздухом с температурой 100–110 °С до влажности 0,2–0,3%. Измельченную и высушенную соль в количестве 10–15% вместе с другими сыпучими компонентами дозируют в соответствии с рецептурой и направляют в смеситель. Сыпучие компоненты смешивают в течение 6 мин до достижения степени однородности не менее 90%, а затем полученную предварительную смесь сыпучих компонентов по линии 0.2.4 направляют на смешивание с жидкими компонентами в реактор с теплообменной рубашкой [3].
Жидкие компоненты из бункеров питателями, в соответствии с рецептурой, тоже подают в реактор с теплообменной рубашкой, в который по линии ввода также дозируют мелассу в количестве 40–45%, подогретую до температуры 60–65 °С. Причем подогрев мелассы осуществляют горячей водой с температурой 70–80 °С, подаваемой в теплообменную рубашку подогревателя насосом. При смешивании всех компонентов в реакторе с теплообменной рубашкой происходит выделение теплоты, которую отводят с помощью холодной воды с температурой 12–14 °С, подаваемой в теплообменную рубашку реактора насосом. Готовую смесь с температурой 60–62 °С по линии 0.2.6 насосом направляют в дозатор–разгрузитель и затем в камеру формования, где смесь помещают в формы для брикетов с последующим их охлаждением холодным воздухом с температурой 2–4 °С и выводом из камеры готовой продукции – кормового брикета.
Работа двухступенчатого теплового насоса [4–6] характеризуется последовательным сжатием паров компрессорами 1-й и 2-й ступени с промежуточным охлаждением за счет кипения хладагента, подаваемого в промежуточный сосуд. При этом уменьшается объем паров и снижаются затраты работы для последующего их сжатия. Уменьшение перепада давлений в каждой ступени ослабляет теплообмен паров со стенками цилиндров и улучшает условия рабочего процесса в компрессоре. При двухступенчатом сжатии снижается также температура перегрева нагнетаемых паров, что способствует лучшей смазке цилиндров.
Кроме того, двухступенчатый тепловой насос позволяет работать с двумя температурами кипения хладагента, и, соответственно, с двумя и более температурными потенциалами.
Отработанный холодный воздух из камеры формования и охлаждения по линии 3.2 вначале подают на нагрев до температуры 100–110 °С в конденсатор второй ступени, а затем вентилятором по линии 3.3 в сушилку для сушки соли. Отработанный после сушки воздух по линии 3.0 направляют на очистку в фильтр-циклон, причем выделенные частицы кормовой соли из фильтр-циклона по линии 0.2.2 объединяют с высушенной солью, а очищенный воздух по линии 3.4 подают на охлаждение до температуры 2–4 °С в испаритель второй ступени, откуда вентилятором по линии 3.1 возвращают на охлаждение брикетов в камеру формования и охлаждения с образованием замкнутого контура.
Охлаждение воды до температуры 12–14 °С перед ее подачей для отвода теплоты смеси в теплообменную рубашку реактора, осуществляют в теплообменнике холодным воздухом с температурой 8–10 °С. После чего отработанный воздух вентилятором по линии 3.2 направляют на нагрев до температуры 85–95 °С в конденсатор первой ступени, а затем по линии 3.3 в теплообменник на подогрев воды до температуры 70–80 °С и далее по линии 3.0 на охлаждение до температуры 8–10 °С в испаритель первой ступени с последующим возвратом по линии 3.1 в теплообменник для охлаждения воды до температуры 12–14 °С с образованием замкнутого контура.
Результаты и их обсуждение
В ходе исследований провели сравнительное изучение качества полученной продукции. Для этого изучали качество брикетов-лизунцов, выработанных по предлагаемой (опыт) и применяемой технологии (контроль) [7]. За счет использования двухступенчатого смешивания компонентов степень однородности в опытном варианте оказалась выше, чем в контрольном варианте, выработанном по существующей технологии (таблица 2) . Кроме того, обеспечена высокая сохранность витаминов в процессе выработки, благодаря максимально быстрому охлаждению брикетов.
Изучены гигроскопические свойства кормовых брикетов. Установлено, что характер изменения равновесной влажности в исследуемой продукции существенно не отличался.
Таблица 2.
Содержание витаминов в брикетах The content of vitamins in briquettes
Table 2
|
Витамины Vitamins |
Содержание витаминов в брикетах, % от введенного количества The content of vitamins in briquettes, % of the amount administered |
Степень однородности по распределению витаминов The degree of homogeneity in the distribution of vitamins |
||
|
применяемая технология Applied technology |
Предлагаемая Proposed technology |
применяемая технология Applied technology |
Предлагаемая Proposed technology |
|
|
А |
91,8 |
95,9 |
88,6 |
93,9 |
|
Д |
85,4 |
98, 6 |
81,6 |
96,5 |
|
Е |
87,9 |
99,0 |
83,2 |
97,7 |
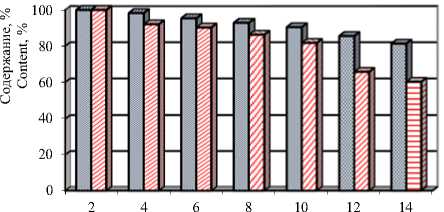
Установлено, что хранение в складе при относительной влажности воздуха выше 70% приведет к поглощению продуктом влаги, его увлажнению и ухудшению качества. На рисунк е 2 представлена динамика изменения содержания витамина А в кормовых брикетах при хранении в складе в течение 14 месяцев. Хранение в течение 12 месяцев не привело к их значительному разрушению в опытном варианте, в сравнении с контрольным.
m
AED
■ опыт | experiment ■ контроль | control
месяцы | month
Dопыт | experiment Оконтроль | control Рисунок 2. Изменение содержания витамина А в кормовых брикетах при хранении
Figure 2. Change in the content of vitamin A in feed briquettes during storage
Содержание витаминов А, Е, Д в кормовых брикетах при хранении в складе к концу 12 месяца составило в опытном варианте соответственно 90,5; 91,4 и 90,7%, а в контроле – 81,8; 71,4 и 70,3%. При хранении в течение 12 месяцев технологические свойства продукции не изменились, признаков порчи, связанных с повышенной влажностью окружающей среды, не отмечено. На поверхности брикетов признаки развития микрофлоры не отмечались [8].
Рисунок 3. Изменение содержания витаминов А, E, D в кормовых брикетах после 12 месяцев хранения Figure 3. Change in the content of vitamin A, E, D in briquettes during storage in production conditions
Микробиологические показатели качества находились в допустимых пределах. В условиях дальнейшего хранения потери витаминов в опытном и контрольном вариантах существенно выросли и превысили 10% [9]. В результате исследований предложено ограничить срок хранения, он не должен превышать двенадцать месяцев (рисунок 3) .
Заключение
Предлагаемая энергоэффективная технологии получения брикетов-лизунцов для подкормки крупного рогатого скота позволяет повысить качество продукции и снизить удельные энергозатраты на 10–12% в результате использования в линии двухступенчатой холодильной машины, являющейся источником тепла, используемого для подогрева мелассы и холода для максимально быстрого охлаждения брикетов.
Список литературы Оптимизация технологии кормовых брикетов-лизунцов с применением парокомпрессионного теплового насоса
- Alves D. A. H. и др. Physicochemical characterization of briquettes made from processing waste of cassava and maize//Revista Brasileira de Produtos Agroindustriais. 2016. Т. 18. №. 1. С. 41-48.
- Шенцова Е.С., Лыткина Л.И., Апалихина О.А., Муравьев А.С. Выбор рациональных параметров технологических условий процесса смешивания при получении кормовых брикетов//Вестник ВГУИТ. 2016. № 3. С. 61-67.
- Пат. РФ № 2595177 Способ производства брикетов кормовых и линия для его осуществления/Шевцов А.А., Дранников А.В., Шенцова Е.С. Опубл. 20.08.2016. Бюл. № 23.
- Esfahani I. J., Kang Y. T., Yoo C. K. A high efficient combined multi-effect evaporation-absorption heat pump and vapor-compression refrigeration part 1: Energy and economic modeling and analysis//Energy. 2014. Т. 75. С. 312-326.
- Mohammadi A. и др. Exergy analysis of a Combined Cooling, Heating and Power system integrated with wind turbine and compressed air energy storage system//Energy Conversion and Management. 2017. Т. 131. С. 69-78.
- ?ak?r U., ?omakl? K. Exergetic interrelation between an heat pump and components//Applied Thermal Engineering. 2016. Т. 105. С. 659-668
- Косолапов В.М., Трофимов И.А., Трофимова Л.С., Яковлева Е.П. Многофункциональное Кормопроизводство России//Кормопроизводство. 2011. № 10. С. 3-5.
- Киселев А.А. Зоотехнические исследования по определению эффективности УВДМ дойными коровами и молодняком КРС//Электронный научный журнал. 2016. № 3. С. 33-37.
- Афанасьев В.А., Киселев А.А. Разработка технологии влажного прессования углеводно-витаминно-минеральных добавок с повышением содержания мелассы//Вестник ВГУИТ. 2015. № 1. С. 70-73.
- Шевцов С.А. Компенсация теплоэнергетических потерь в производстве варено-сушеных круп с использованием теплового насоса//Вестник ВГУИТ. 2015. № 2 (64). С. 14-20.
