Оптимизация условий обработки труднообрабатываемого материала на основе разработанной имитационной модели процесса фрезерования в CAE-системе DEFORM

Автор: Быданов Виктор Вячеславович, Алексеев Вячеслав Петрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-3 т.17, 2015 года.
Бесплатный доступ
В данной статье рассмотрены вопросы оптимизации условий обработки жаропрочной стали 10Х11Н23Т3МР-ВД в современной CAE системе DEFORM. Разработана имитационная модель процесса фрезерования, необходимая для анализа влияния условий резания на процесс формирования усилий.Проведен реверс-инжиниринг свойств материала по анализу усилий резания.Проведен анализ и обработка результатов моделирования. Произведено сравнение результатов моделирования с экспериментальными данными для подтверждения адекватности полученной имитационной модели процесса фрезерования.
Механическая обработка, моделирование, метод конечных элементов, режимы резания, силы резания, процесс стружкообразования
Короткий адрес: https://sciup.org/148204309
IDR: 148204309 | УДК: 621.91.01
Optimization of processing conditions of hard material based on simulation model in the milling process CAE-systems DEFORM
This article describes how to optimize processing conditions heat-resistant steel 10H11N23T3MR-VD in modern CAE-system DEFORM. A simulation model of milling process necessary for analyzing the effect of cutting conditions on the formation efforts.An reverse-engineering properties of the material for the analysis of the cutting forces. The analysis and processing of the simulation results. The comparison of simulation results with experimental data to confirm the adequacy of the resulting simulation model of the milling process.
Текст научной статьи Оптимизация условий обработки труднообрабатываемого материала на основе разработанной имитационной модели процесса фрезерования в CAE-системе DEFORM
действующими на переднюю и заднюю поверхности инструмента. Однако степень влияния подачи и глубины различна [1]. При токарной обработке жаропрочного сплава на никелевой основе при скорости резания 22 м/мин и подаче 0,05 мм/об изменение глубины резания с 0.5 до 1 мм привело к увеличению силы резания на 38%. В тоже время, при постоянной глубине резания 0,5 мм увеличение подачи с 0,05 до 0,1 мм/об привело к увеличению усилий на 18% [2]. Влияние скорости резания на силы проявляется через изменение коэффициента усадки стружки, который, как правило, уменьшается с ростом скорости. Резание на высоких скоростях приводит к значительному повышению температуры резания, исчезновению нароста, в результате чего уменьшается коэффициент трения, коэффициент усадки, а, следовательно, и сила резания [1]. Например, при точении коррозионностойкого сплава на никелевой основе изменении скорости резания с 50 до 100 м/мин., приводит к уменьшению силы резания на величину от 6 до 20% в зависимости от материала инструмента при прочих равных условиях [3].
В тоже время, режимы резания оказывают большое влияние на такие параметры, как стойкость инструмента, качество поверхностного слоя, производительность обработки и ряд других. Так, увеличение скорости резания приводит к повышению температуры на режущей кромке инструмента, что приводит к потере прочности и пластическим деформациям. D.G. Thakur и др. [4] определили, что при точении никелевого сплава Инконель 718 использование скорости резания выше 55 м/мин приводит к значительному снижению срока службы инструмента, в то время как обработка в диапазоне скоростей 45-55 м/мин позволяет добиться равномерного износа инструмента при прочих равных условиях. H.R. Krain и др. [5] определили, что в процессе фрезерования никелевых сплавов при скорости резания 35 м/ мин подача выше 0,13мм/зуб и коэффициент радиального погружения (отношения глубины резания к диаметру инструмента) 75% существенно снижает стойкость инструмента, в то время как подача 0,1 мм и радиальное погружение 50 % позволяет добиться наилучшего баланс стойкости и производительности.
Определение оптимальных режимов резания является многовариантной технико-экономической задачей, требующей большого числа сложных вычислений. Из-за недостаточной изученности процесса резания, решение данной задачи посредством применения аналитических моделей не всегда оправдано по причине их сложности, а также получения неадекватных значений, ввиду того факта, что данные модели учитывают обработку в идеальных условиях. Поэтому на сегодняш ний день одним из методов определения оптимальных параметров рез ания является числ енное моделир ование обработки, основанное на методе конечных элементов, которое реализовано в ряде CAЕ-систем. (ABAQUS, DEFORM, NX Nastran, LS-DYNA и другие).
Применение СAE-систем, основанных на конечно-элементном методе, дает возможность разработать адекватную модель лезвийной обработки, позволяющую определить оптимальные условия резания, не прибегая к дорогостоящим экспериментальным исследованиям. Так, например, Usama Umer, Lijing Xie, Xibin Wang [6] в программном комплексе ABAQUS/Explicit разработали численную модель высокоскоростного фрезерования, позволяющую достаточно точно спрогнозировать результаты обработки закаленной стали AISI-H13 для изготовления штампов/пресс-форм и определить зависимости составляющих сил резания от изменения режимов обработки.
Целью исследования является оптимиз ация условий обработки труднообрабатываемого материала на основе разработанной имитационной модел и бокового фрезерования в CAE-системе DEFORM
1. ЭКСПЕРИМЕНТАЛЬНЫЕ АСПЕКТЫ
Экспериментальные исследования процесса резания жаропрочного сплава были проведены по ранее разработанной методике[7]. Для проведения эксперимента использовалось современное фрезерное оборудование с ЧПУ ALZMETALL BAZ 15 CNC и динамометрический стол Kistler, который осуществлял регистрацию изменения составляющих усилия резания Fx, Fy, Fz в реальном времени. В качестве режущего инструмента использовался монолитный инструмент со стружкоделительными канавками Ø20 мм. Основные геометрические параметры представлены на рис. 1 и в табл. 2. В виде оправки использовался термозажим, обеспечивающий наибольшую жесткость закрепления.
В качестве обрабатываемой заготовки были выбраны пластины Д х В х Г 40х24х6 мм из материала ЭПЗЗ-ВД (10Х12Н23ТЗМР-ВД). Поверхность каждого образца предварительно обрабатывалась так, чтобы исходная шероховатость у всех образцов была одинаковая Ra 1,25. Химический состав сплава ЭПЗЗ-ВД представлен в табл. 1.
При проведении экспериментальных исследований скорость резания изменялась от 45 – 75 м/мин, подача на зуб от 0,05 – 0,2 мм/зуб, боковой съем ae от 0,1 – 0,5 мм. По результатам исследований были получены усилия резания по трем осям Fx,Fy,Fz для каждого режима.
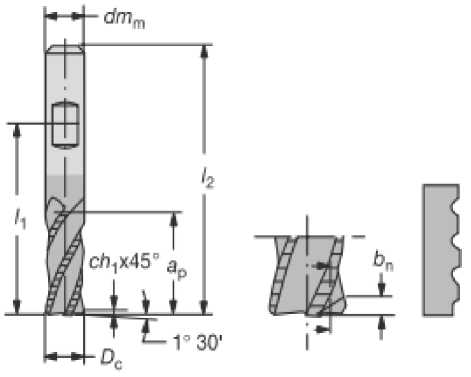
Рис. 1. Основные геометрич еские параметр ы режущего инструмента
Таблица 1. Химический состав стали 10Х11Н23Т3МР, %
|
с |
Cr |
Ni |
Ti |
Vo |
Fe |
Al |
Мп |
Si |
В |
s |
|
не более |
||||||||||
|
<0,1 |
10,0-12,5 |
21-25 |
2,6-3,2 |
1,0-1,6 |
Основа |
0,8 |
0,6 |
0,6 |
0,02 |
0,01 |
Таблица 2. Основные геометрические параметры
|
Наименование |
Число зубьев, zn |
Dc |
dmm |
Шз |
Га |
aP |
|
|
Черновая фреза |
4 |
20 |
20 |
79 |
104 |
1 |
38 |
2. РЕВЕРС-ИНЖИНИРИНГ СВОЙСТВ МАТЕРИАЛА ПО АНАЛИЗУ УСИЛИЙ РЕЗАНИЯ
Свойства материала в зоне обработки, как
правило, задаются определяющими соотношениями (феноменологическая модель), устанавливаю щими связь между напряженным, деформированным состоянием и температурными полями. Одним из методов определения этих соотношений является метод обратного (ревер-сив ного) инжиниринга, основанный на методе
конечных элементов.
Целью данного этапа является определение коэффициентов феноменологической модели свойств жаропрочного материала 10Х11Н23Т3МР-ВД (ЭПЗЗ-ВД) методом реверс-инжиниринга свойств материала по анализу усилий резания с помощью программ ного обеспечения Deform.
Методика реверс-инжиниринга свойств материал а по усилиям резания подробно описана в работе [8]. Сущность метода заключается в нахождении коэф фициентов феноменологической
модели, при которых разница между результатами (величина усилий резания) численного моделирования и экспериментальными данными
стремиться к нулю.
В качестве феноменологической модели свойств материала используется широко известная модель Джонсона-Кука, которая выражается
зависимостью:
a = ( A + B;:. ) 1 + C h
^2
( ^2 ) 0
^2
( ^2 ) 0
m
I d - e I --oom- |
I T - - T
| \ melt room J J
, (1)
n где 2— - эффективная степень деформации;
2 2 - эффективная скорость деформации;
T – температура материала в зоне резания, °С.
Коэффициенты модели определяются из соотношений:
( v i , s = const , t = const )
F = F----------;
( v i # j , s = const , t = const )
1 + C h
kF 0 + kF 1 Fi - Troom . „melt - Troom
' 2 I Yf (k + k F. - T
2 j 2 j I F 0 F 1 j room
I II I D - E I
.( ^2 ) 0 JJl (<2 2 ) 0 JI I Tmelt - Troom
4= + //( k„ )- k
.73 i
i
( 1 ЛГ1 )
1 + | ^z + Z /( k^ ))к-. |
_ 1ТЗ J | kA 1 J j,
где Fi - отнош ение усилий резания, полученных из экспериментов при различных скоростях рез ания при равных подаче и глубине резания;
Fi, Fj – соответственно усилия резания при i-ом и j-ом экспериментах, Н;
μ – коэффициент трения по Зибелю;
k oY - относительное нормальное напряжение в области трения скольжения, МПа;
k Y - отношение длин участков трения с адгезией и трения скольжения на передней поверхности;
kA1-приведенная скорость деформации, характеризует форму очага пластической деформации в зависимости от переднего угла инструмента Y, угла наклона адиабатической плоскости сдвига , и длины трения с адгезией по передней грани.
Коэффициенты kF0, kF1, определяются из предположения, что температура есть функция усилия Ti = Ti(Fi). Предполагая, априори, линейный характер зависимости, имеем:
T = k F 0 + k F 1 F . (4)
Коэффициенты kF0, kF1 при подстановке в (2) являются з ависимыми, поэтому для их адекватного определения необходимо дополнительное условие, в наш ем случае ограничение по значениям температуры:
k F 0 + k F 1 F > T room = 20 o C. (5)
Значения £’2 ,T, а также коэффициентовк ^^ k Y kA1, входящих в (3) определяются по результатам численного моделирования процесса резания материала аналога в CAE-системе Deform 2D. Моделирование производилось для диапазона скоростей резания 45-75 м/мин, подача на зуб — 0,1-0,2 мм/зуб, глубина резания от 0,1 – 0,5 мм в соответствии с планом экспериментальных исследований.
В качестве материала аналога использовался жаропрочный сплав на никелевой основе Inconel 718 (Ni+Co 50-55%, Cr 17-21%, Mo 2,8-3,3%, Nb 4,75-5,5%, Al 0,65-1,15%, Ti 0,65-1,15%), параметры которого представлены в табл. 3.
Для определения параметров вязкопластического упрочнения (коэффициент С), в первом приближении берутся свойства материала, учитывающие деформационное упрочнение, полученные в результате статических испытаний на разрывной машине. Т.е. значения коэффициентов D,E,mпринимаются равными: D=1, E=0,m=0. Коэффициенты а и (<2 2 )0 принимаются равными: a=0, ( <22 ) 0 = 1. Коэффициент трения по Зибелю ц=0,12
Значение параметров деформационного упрочнения (коэффициенты A, B, n) определяются по результатам испытаний на растяжение, либо у материала аналога.
Применяя регрессионный анализ, из уравнений (3) и (4) были получены следующие значения неизвестных коэффициентов С,kF0 kF1:
С=0,0134; kF0=261,796; kF1=0, ,95. (6)
Подставляя значения найденных коэффициентов в (1), получим модель реологических свойств материала. Коэффициенты модели в
Таблица 3. Параметры модели Джонсона-Кука для материала-аналога Inconel 718
|
А |
в |
п |
С |
m |
|
1000 |
458 |
0,18 |
0,0105 |
2,3 |
Таблица 4. Коэффициенты модели реологических свойств материала
3. РАЗРАБОТКА ИМИТАЦИОННОЙ МОДЕЛИ ПРОЦЕССА БОКОВОГО ФРЕЗЕРОВАНИЯ
На основе рассчитанной модели реологических свойств материала разработана двухмерная имитационная модель обработки материала в СAE-системе DEFORM2D, 3D. Разработка двухмерной модели осуществлялась аналогично мо- дели, описанной в работе ранее [9].Применялась следующая модель процесса фрезерования (рис. 2).
Разработка трехмерной модели процесса резания проводилась в програм мном обеспечении DEFORM3D. Применялась следующая модель процесса фрезерования (рис. 3). В качестве режущего инструмента в модели используется фреза со стружкоделительными канавками.
В моделях заготовки был выполнен срез глубиной 0,3 мм, [рис. 1в] им итирующий поверхность после работы предыдущего зуба. Данная операция была введена с целью сокращения времени расчета за счет оптимальной генерации сетки программой. Инструмент в модели рассматривается как абсолютно жестко е тело. Области
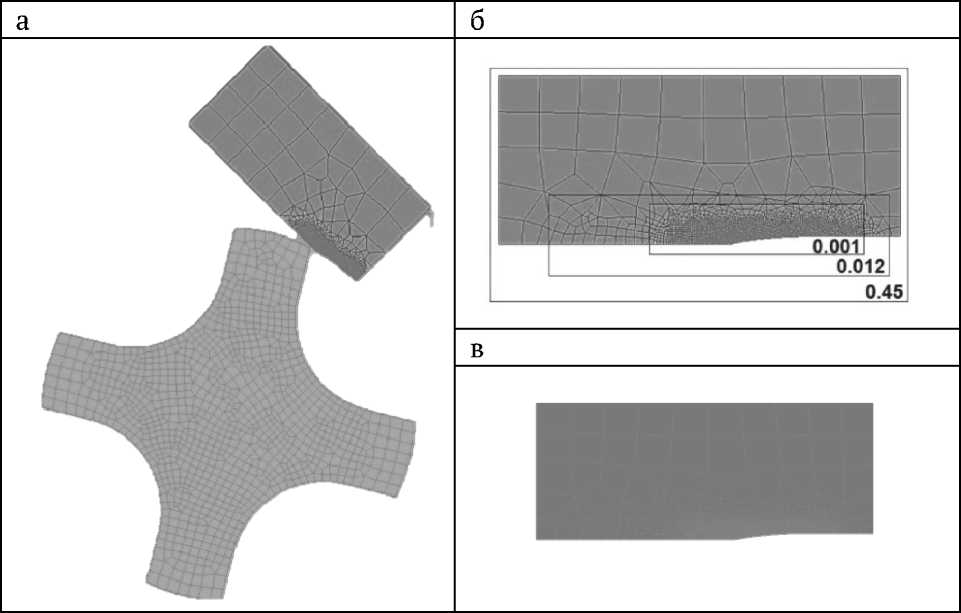
Рис. 2. Моделирование процесса фрезерование в DEFORM2D а – трехмерная модель процесса фрезерования; б – области сгущения сетки; в – имитация среза предыдущего зуба
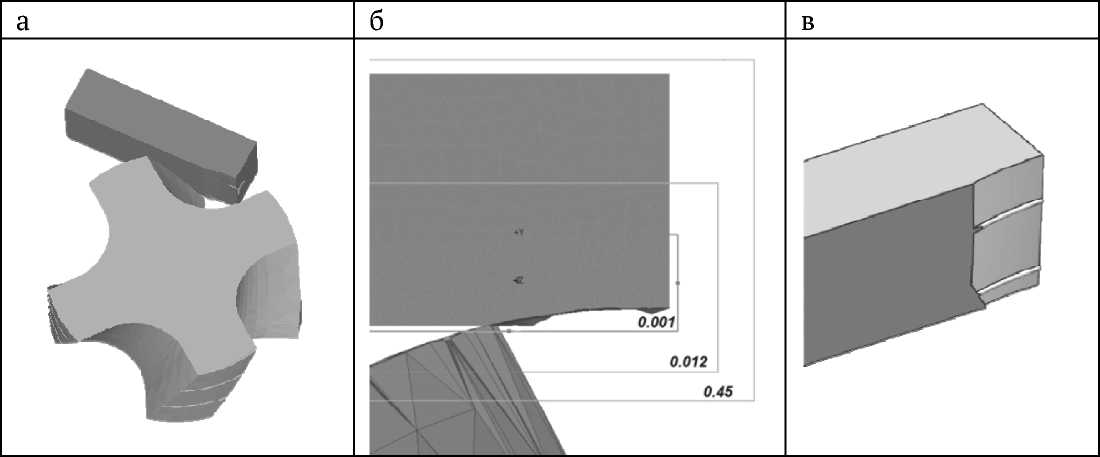
Рис. 3. Моделирование процесса фрезерование в DEFORM 3D: а – трехмерная модель процесса фрезерования; б – области сгущения сетки; в – имитация среза предыдущего зуба
сгущения сетки КЭ: внутренняя область – размер элемента 0,03 мм, средняя – 0,13 мм, внешняя -0,41 мм (рис. 2б). Минимальный размер элемента наз начается в зоне стружкообразования. Температура инструмента и заготовки принята равной 20 °C. Постоянный коэффициент трения инструмента о заготовку – 0,12 по Зибелю. Те -плообмен с окружающей средой не учитывается.
4. ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЯ
По результатам расчета модели были получены зависимости изменения силы резания в зависимости от режимов обработки. График из -менения составляющих силы резания на режиме резания Sz= 0,1мм; t = 0,3мм; V = 60 м/мин представлены на рис. 4, 5.
В табл. 5 представлены средние значения составляющих усилий резания и суммарная составляю щая, полученная методами эксперимента и моделирования на режимах обработки Sz= 0,1мм; t = 0,3мм; V = 45м/мин.
Из анализа видно, что данные 2D моделирования хорошо согласуются с экспериментальными данными, а погрешность прогнозирования усилий резания, методом 3D моделированием, не превышает значения 20%. С связи с обеспечением точности и сокращением времени расчета дальнейший подбор оптимальных условий резания осуществляется на основе разработанной двухмерной модели.
В табл. 6 представлены средние значения составляющих усилий резания и суммарная составляющая, полученная методами эксперимента и 2Dмоделирования на различных режимах.
Наибольшее увеличение силы резания (порядка 20%) происходит при уменьшении скорости резания с 75 до 45 м/мин. При уменьшении скорости резания с 75 до 60 м/мин усилие возрастает на 8,5%.
Исходя из полученных данных, можно заключить, что наиболее благоприятные условия резания при обработке материала 10Х11Н23Е3МР-ВД, с точки зрения минимизации силы, получены при скорости резания 75м/мин при подаче S = 0,1 мм/зуб и припускa = 0,3 мм, при прочих равных условиях.
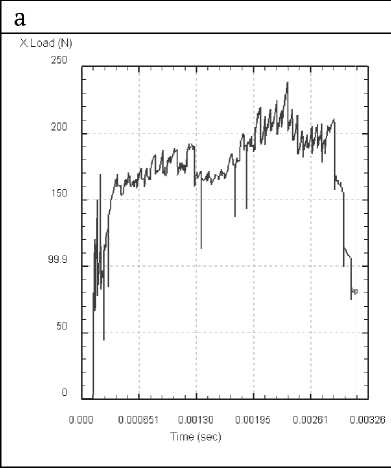
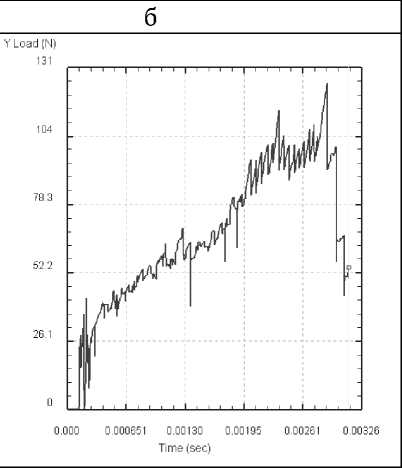
Рис. 4. График изменения составляющих усилий резания Px, Py при моделировании в программном обеспечении DEFORM2D на режиме рез ания Sz= 0,1мм; t = 0,3мм; V = 60 м/мин.: а – осевая составляющаяPx, б – радиальная составляющаяPy
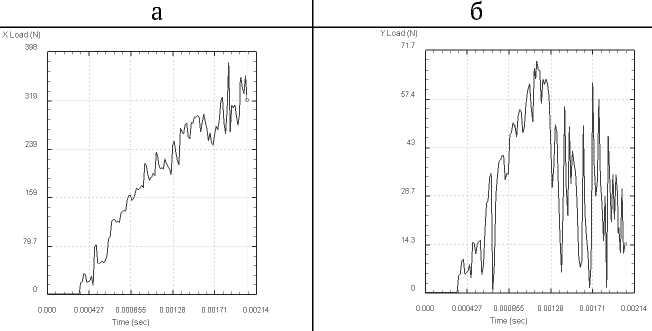
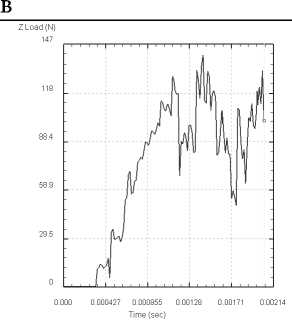
Рис. 5. График изменения составляющих усилий резания при моделировании в программном обеспечении DEFORM3D на режиме резания Sz= 0,1мм; t = 0,3мм; V = 60 м/мин.: а – осевая составляющая Px, б – радиальная составляющая Py, в – касательная составляющая Рz
Таблица 5. Значения усилий резания при обработке на режимах S z = 0,1мм; t = 0,3мм; V = 45м/мин
|
V, м/мин |
Рх |
Ру |
Pz |
PS |
|
|
Данные эксперимента |
45 |
141,49 |
107,63 |
36,17 |
181,421 |
|
Данные 2D моделирования |
45 |
173,05 |
53,51 |
- |
181,13 |
|
Данные 3D моделирования |
45 |
200,41 |
32,55 |
60,52 |
211,86 |
Таблица 6. Значения усилий резания при моделировании обработки на режимах S z = 0,1мм; t = 0,3мм; V = 45м/мин
|
V, м/мин |
Рх |
Ру |
Pz |
PS |
|
|
Данные 2D моделирования |
45 |
173,05 |
53,51 |
- |
181,13 |
|
60 |
160,41 |
45,88 |
- |
166,83 |
|
|
75 |
150,32 |
32,56 |
- |
153,81 |
5. ВЫВОДЫ
-
1) Разработана имитационная модель процесса резания в среде программного обеспечения DEFORM2D, 3D;
-
2) Проведен реверс-инжиниринг свойств материала по анализу усил ий резания;
-
3) Подтверждена адекватность разработанной модели на основе сравнения усилий резания, полученных в процессе эксперимента и моделирования;
-
4) Данные 2D моделирования хорошо согласуются с экспериментальными данными, а погрешность прогнозирования усилий резания, методом 3D моделированием, не превышает значения 20%.
-
5) Наиболее благоприятные условия резания при обработке материала 10Х11Н23Е3МР-ВД, с точки зрения минимизации силы, получены при скорости резания 75м/мин при подаче S = 0,1 мм/зуб и припускa = 0,3 мм, при прочих равных условиях.
Список литературы Оптимизация условий обработки труднообрабатываемого материала на основе разработанной имитационной модели процесса фрезерования в CAE-системе DEFORM
- Мазур Н.П., Внуков Ю.Н., А.И. Грабченко, В.Л. Доброскок, В.А. Залога, Ю.К. Новоселов, Ф.Я. Якубов. Основы теории резания материалов:учеб.для вузов. 2-еизд.М.: Харьков: НТУ «ХПИ», 2013.534 с.
- Ezilarasan C., Senthilkumar V.S., Velayudham A. Theoreticalpredictionsandexperimentalvalidationsonmachining thiNimonic C-263 super alloy//Simulation Modelling Practiceand Theory.2014.40. P.192-207.
- Abdulah Altin. Optimization of the turning parameters for the cutting forces in the Hastelloy X superalloy based on the Taguchi method//Materials and technology.2014.48. P. 249-254
- Thakur D.G., Ramamoorthy B., Vijayaraghavan L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning//Simulation Modelling Practiceand Theory.2009. 30. P. 1718-1725
- Krain H.R., Sharman A.R., Ridgway K.C. Optimisation of tool life and productivity when end milling Inconel 718TM//Journal of Material Processing Technology.2007.189. P. 153-161
- Usama Umer, LijingXie, Xibin Wang. Finite element chip formation analysis for high speed milling operations//Transacion of the CSME/de la SCGM. 2008 Vol.32. No. 3-4.
- Хаймович А.И., Сурков О.С., Кондратьев А.И., Алексеев В.П. Экспериментальное исследование обрабатываемости жаропрочной стали 10Х11Н23Т3МР-ВД применяемой при изготовлении деталей ГТД на фрезерном оборудовании с ЧПУ//Вестник Самарского государственного аэрокосмического университета имени академика С. П. Королёва (НИУ) №5 (47). Часть 3. Самара. 2014.
- Khaymovich A.I., Balyakin A.V., Kondratev A.I. Methodology of rheological material properties phenoinenological modeling at high speed cutting by reverse analysis//Research Journal of Applied Sciences. 2014. 9(11). P. 753-760.
- Понятов Д.С., Алексеев В.П. Разработка имитационной модели процесса резания при обработке труднообрабатываемого материала в САЕ -системе DEFORM 2D//Сборник трудов студенческой научно -технической конференции «Лукачевские чтения 2015».2015.СГАУ.
