Орнаментирование фасадных панелей зданий методом инкрементальной формовки листового металла

Автор: Аюшеев Т.В., Булычев Р.Н.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 2 (73), 2019 года.
Бесплатный доступ
Металлические фасадные панели образуют внешний вид здания, делая его поверхность привлекательной и современной. С их помощью можно выполнить облицовку зданий различного размера и назначения жилые дома, промышленные объекты, торговые центры и т.п. В статье рассмотрена технология инкрементальной формовки листового металла для получения орнамента на объемных фасадных металлических панелях. Эта технология значительно увеличивает вариативность дизайнерских решений и оформления внешнего фасада здания, а также она значительно дешевле и доступнее в сравнении с классическими процессами листовой штамповки. В статье приведен анализ применения инкрементальной формовки в строительстве и архитектуре. Была смоделирована фасадная панель с национальным орнаментом, рассмотрены различные методы ее изготовления с помощью инкрементального формования. Проведено численное моделирование процессов формовки. Выбран оптимальный вариант формовки. Для оптимального варианта разработана экспериментальная установка и проведена опытная формовка. Были проведены замеры и анализ полученных результатов и сравнение с численным моделированием в программном комплексе PamStamp.
Инкрементальная формовка, листовая штамповка, фасадные металлические панели, облицовка здания
Короткий адрес: https://sciup.org/142228485
IDR: 142228485 | УДК: 621.7.04:692.23
Ornamentation of facade panels of buildings by method of incremental sheet metal forming
Metal facade panels form the exterior of the building, making its surface attractive and modern. With their help, it is possible to perform cladding of buildings of various sizes and purposes, such as residential buildings, industrial facilities, shopping centers, etc. The article considers the technology of incremental sheet metal forming, to produce an ornament on flat front metal panels. This technology significantly increases the variability of design solutions and the external facade decoration of a building, as well as it is much cheaper and more affordable in comparison with the classical processes of sheet stamping. The article analyzes the application of incremental molding in construction and architecture. The façade panel with national ornament was modeled, various methods of its manufacturing by means of incremental molding were considered. Numerical simulation of forming processes is carried out. The optimal variant of forming is chosen. For the best option, an experimental setup was developed and a pilot molding was carried out. Measurements and analysis of the results were carried out and compared with numerical simulation in the PamStamp software package.
Текст научной статьи Орнаментирование фасадных панелей зданий методом инкрементальной формовки листового металла
Инкрементальная формовка характеризует множество процессов, при которых в каждый момент обработки деформирование носит локальный характер, а область местного деформирования постепенно распространяется на всю деталь. Основным преимуществом инкрементальной формовки по сравнению с традиционными процессами листовой штамповки являются экономические параметры по снижению затрат на производство оснастки и сокращение времени подготовки производства детали. При широком применении инкрементальной формовки затраты на изготовление оснастки, инструмента и дополнительных приспособлений сводятся к нулю, что делает данную технологию очень привлекательной для единичного и мелкосерийного производства [1]. При внедрении инкрементальной формовки не потребуется дорогостоящее прессовое оборудование. Для формовки требуется станок с числовым программным управлением (ЧПУ) или два промышленных робота-манипулятора. Применение станков с ЧПУ позволит совмещать операции формовки и обрезки без переустановки заготовки, что положительно скажется на точности изготавливаемых деталей. Дополнительным преимуществом инкрементальной формовки является возможность изготовления ряда деталей за счет локализации очага пластических деформаций и повышения степени формообразования, которые не доступны для классических процессов листовой штамповки.
Кратко рассмотрим принцип работы инкрементальной формовки. Основными компонентами данного процесса являются листовая заготовка, прижим, опора, вращающийся со сферическим торцом инструмент и станок с ЧПУ. При инкрементальной формовке опору закрепляют на рабочем столе фрезерного станка ЧПУ. На опоре размещают листовую заготовку и закрепляют ее прижимом (рис. 1). Путем постепенного внедрения в заготовку инструмента со сферическим торцом, установленного в шпинделе станка, и его одновременного перемещения относительно заготовки в плоскости стола осуществляется деформирование заготовки до размеров конечной детали.
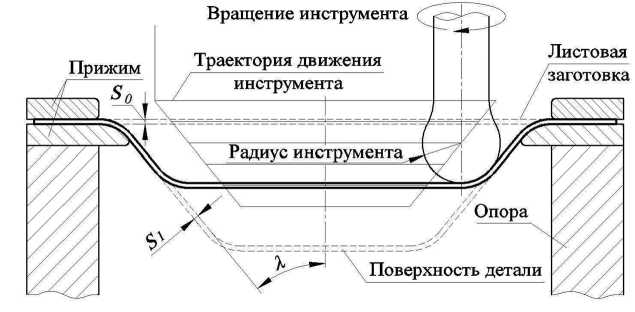
Рисунок 1 – Принципиальная схема инкрементальной формовки
В настоящее время в инкрементальной формовке используются различные подходы, представленные на рисунке 2. Существуют три основных способа инкрементального формования листового материала, где используется станок с ЧПУ. На рисунке 2 а представлен метод формовки, где заготовка закреплена по контуру без дополнительных подпоров. На рисунках 2 б и 2 в соответственно представлены методы формовки в эластичную среду и жесткую матрицу, призванные повысить точность изготовления. Также для производства деталей использовались два промышленных робота-манипулятора, в одном из которых закреплен формообразующий инструмент, а в другом закреплен контрпуансон, который передвигается совместно с основным (рис. 2 г).

а б в г
Рисунок 2 – Варианты инкрементальной формовки: а – без поддержки; б – формовка в эластичную среду; в – формовка в жесткую матрицу; г – двухточечная формовка
Инкрементальная формовка листового материала - это новая технология, которую совсем недавно начали применять для производства деталей, однако благодаря значительным преимуществам данная технология нашла уже свое применение в строительстве и архитектуре. Ее использовали для изготовления металлических панелей как элемента декора (рис. 3).

а б в

г д
Рисунок 3 – Применение инкрементальной формовки в строительстве и архитектуре а, б, в – внутренние декоративные элементы [2, 3]; г – облицовка лестничного пролета от компании Ammarkalo [4]; д – двухслойные самонесущие панели [5]
Так, в работе [2] были представлены первые экспериментальные панели, изготовленные методом инкрементальной формовки (рис. 3 а, б), но эти панели имели достаточно низкую жесткость, большие отклонения от теоретического контура и высокую стоимость изготовления. На рисунке 3 в представлен внутренний элемент декора, выполненный компанией AlfaArte [3]. На рисунке 3 г представлены металлические панели как внутренний элемент декора для лестничных пролетов, их особенностью является то, что части панели соединяются между собой, образуя единую самонесущую систему, повторяющую кривизну лестничного спуска. На рисунке 3 д представлен опытный вариант стальной двухслойной конструкции для облицовки зданий, выполненных по индивидуальному заказу. Стальные компоненты придают конструкции высокую жесткость и малый вес. Все опытные образцы деталей, представленные на рисунке 3, были изготовлены с помощью промышленных роботов-манипуляторов способом, представленным на рисунке 2 г.
В последнее время широкую популярность в строительстве и архитектуре начали набирать металлические фасадные панели [6]. Современные облицовочные панели для фасада дома являются одним из лучших материалов для облицовки, сочетающих в себе технологичность и экономичность. Производятся они в основном из таких материалов, как сталь и алюминий, которые легко поддаются механической обработке, что позволяет без особых усилий придать им нужную форму. Данные фасадные панели плоские и являются отличной заготовкой для инкрементального формообразования. С их помощью можно получать объемные фасадные панели, значительно расширив область применения металлических панелей различных форм в облицовке здания.
К примеру, для того чтобы разнообразить панель, возможно введение в нее различных элементов народного колорита. Орнаментные мотивы окружают нас повсюду и входят в нашу жизнь в виде декора на различных предметах. Орнамент (рис. 4), представляющий собой по композиции розетку, а в его мотивах вырисовываются квадрат и плетенка. Орнамент всегда носит характер знака, требующего определенной расшифровки, и в узоре прослеживается связь с числом 4, воплощающим идею равновесия и упорядоченности Космоса, идею совершенства, а плетенка символизирует долголетие, счастье и достаток [7, 8].

Рисунок 4 – Бурятский орнамент
Орнамент, представленный на рисунке 4, хорошо подойдет для получения объемной фасадной металлической панели методом инкрементального формообразования листового материала на станке с ЧПУ.
Цель работы - провести исследования возможности формования объемных металлических фасадных панелей методом инкрементальной формовки листового материала с помощью станка с ЧПУ.
Для этого необходимо: смоделировать элемент фасадной панели с национальным орнаментом; провести численное моделирование инкрементальной формовки листового материала без поддержки (см. рис. 2 а), с формовкой в эластичную среду (см. рис. 2 б), с формовкой в жесткую матрицу (см. рис. 2 в); выбрать оптимальный вариант; создать экспериментальную установку; получить опытный образец и проанализировать опытную деталь, сравнив с моделью, полученной в программном комплексе PamStamp.
Моделирование
С помощью CAD-пакета Siemens NX смоделирована часть металлической фасадной панели с орнаментом. С помощью CAD-пакета Siemens NX получена управляющая программа, которая понадобилась для численного моделирования в среде PamStamp. Методика моделирования процесса инкрементальной формовки описана в статье [9].
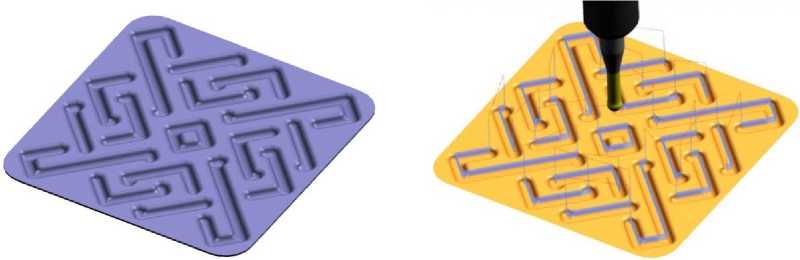
Рисунок 5 - Моделирование панели с орнаментом: а – деталь; б – управляющая программа
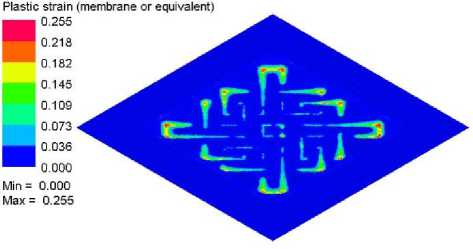
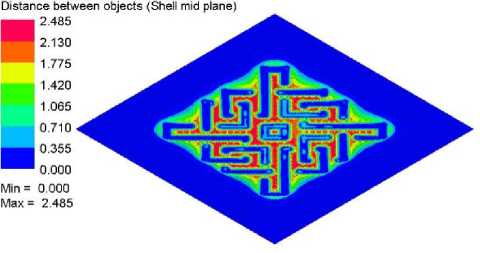
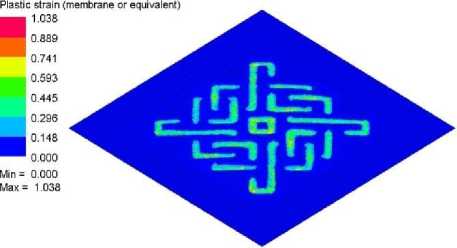
Первоначально рассмотрен метод инкрементальной формовки без поддержки (см. рис. 2 а). Материал заготовки АМцМ толщиной 1 мм. Результаты моделирования процесса в программном комплексе PamStamp представлены на рисунке 6. Результаты показали: отклонения от теоретического контура детали (рис. 5 а) получились значительные, порядка 2,5 мм. Деформация заготовки (рис. 6 б) и рисунок орнамента приобретают свои очертания только в местах, близких к зажиму заготовки. Данный метод неприемлем для формовки фасадных панелей.
а
Рисунок 6 – Инкрементальная формовка орнамента без поддержки: а – распределение деформаций; б – отклонение
б
Для уменьшения отклонений был рассмотрен метод инкрементальной формовки в эла- стичную среду (см. рис. 2 б) [10]. В качестве эластичной среды в процессе моделирования выступает полиуретан СКУ-7Л.
б
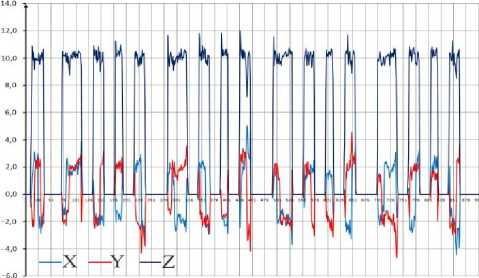
Рисунок 7 – Результат моделирования формовки орнамента в полиуретан: а – распределение деформаций; б – усилия по оси Z
а
Результат представлен на рисунке 7. Очертания орнамента получаются намного лучше, но усилия формования (рис. 7 б), порядка 12 кН по оси Z превышают предельно допустимые нагрузки на приводы оборудования.
Был рассмотрен метод инкрементальной формовки в жесткую матрицу (см. рис. 2 в). Результаты численного моделирования в программном комплексе PamStamp представлены на рисунке 8. Отклонения полученной детали от первоначально заданной панели (рис. 8 б), при данном способе формовки получились в пределах ±0,2мм. Усилия на приводы станка с ЧПУ (от 0,5 до 1,5 кН) - в пределах рабочего диапазона. Наиболее оптимальным из рассматриваемых трех вариантов является метод инкрементальной формовки на станке с ЧПУ в жесткую матрицу. В данном случае не важен материал матрицы, по которой будет происходить формование, она может быть пластиковая, напечатанная на 3D-принтере, деревянная или металлическая, так как на матрицу приходятся незначительные усилия. Заготовка касается матрицы только на конечной стадии формования.
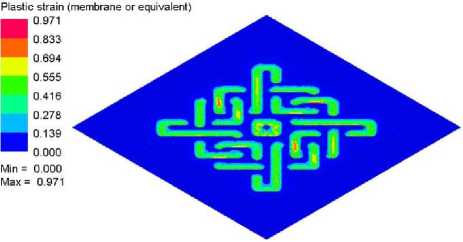
а
Рисунок 8 – Результат моделирования формовки в жесткую матрицу: а – деформации; б – отклонение
б
Экспериментальная установка и опытные работы
Для изготовления панели с орнаментом был выбран метод формовки в жесткую матрицу. Для ее изготовления была спроектирована и изготовлена экспериментальная установка, представленная на рисунке 9. На станке с ЧПУ была изготовлена матрица из дерева.
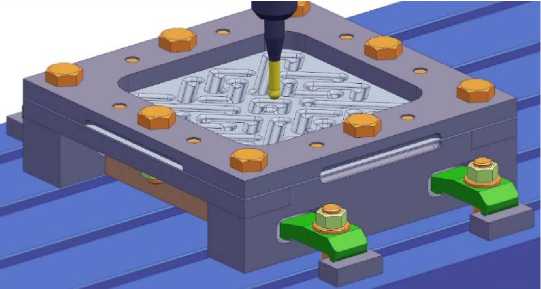
Рисунок 9 – Экспериментальная установка для формовки в жесткую матрицу
Инкрементальная формовка орнамента производилась на листе из материала АМцМ толщиной 1 мм, результаты представлены на рисунке 10.
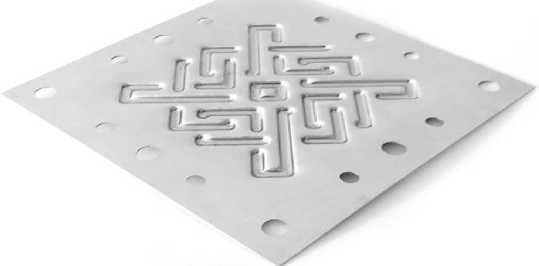
Рисунок 10 – Результаты инкрементальной формовки орнамента
Отклонение отформованного орнамента на полученной детали от модели не превышает 0,2 мм, что соответствует требованиям для деталей заготовительно-штамповочного производства. Результат формовки соответствует численному моделированию в программном комплексе PamStamp.
Заключение
В процессе моделирования проведен анализ методов инкрементального формообразования объемных фасадных панелей на станке с ЧПУ. С помощью полученных результатов выбран оптимальный метод, разработана экспериментальная установка и сформована опытная деталь. Показана возможность производить орнаментирование фасадных панелей не только с помощью промышленных робот-манипуляторов, но и с помощью станков с числовым программным управлением, показав возможность изготовления деталей с более высокой точностью.
Список литературы Орнаментирование фасадных панелей зданий методом инкрементальной формовки листового металла
- Кривошеин В.А., Анцифиров А.А., Маайстров Ю.В. Перспективы использования технологий инкрементальной формовки в современном производстве // Изв. высших учебных заведений. Машиностроение. - 2014. - № 11. - C. 84-89.
- Kalo A., Newsum J. An Investigationof Robotic Incremental Sheet Metal Formingasa Method for Prototyping Parametric Architectural Skins [Электронный ресурс] // Robotic Fabrication in Architecture, Art and Design Robotic Fabrication in Architecture, Art and Design. - 2014. - P. 3349. - - URL:www/ DOI: 10.1007/978-3-319-04663-1_3
- Flexibility and low cost for sheet metal processing [Электронный ресурс]. URL: https://www.interempresas.net/Deformacion-y-chapa/Articulos/120862-Flexibilidad-y-bajo-coste-para-la-transformacion-de-chapa.html (дата обращения: 07.07.2018).
- Incremental Sheet Metal Forming [Электронный ресурс]. URL: http://www.ammarkalo.com (дата обращения: 07.07.2018).
- Folding Structures Made From Thin Sheet Metal [Электронный ресурс]. URL: http://trako.arch.rwth-aachen.de/cms/TRAKO/Forschung/Leichtbau/~isbf/Faltstrukturen-aus-Feinblech/?lidx=1 (дата обращения: 07.07.2018).
- Перфорированные фасадные панели [Электронный ресурс]. URL: https://archi.ru/tech/news_47897.html (дата обращения: 07.07.2018).
- Балдаев Ф.И. Бурятский народный орнамент - Буряад арадай угалзахээ: альбом / сост. Ф.И. Балдаев. - Улан-Удэ, 2016. - 80 с.
- Кочева Т.В., Челпанов И.Б., Никифоров С.О. и др. Машинное орнаментирование. Улан-Удэ: Изд-во БНЦ СО РАН, 1999. - 160 с.
- Аюшеев Т.В., Булычев Р.Н. Моделирование процесса изготовления деталей методом инкрементальной формовки // Проблемы механики современных машин: материалы VII Междунар. науч. конф. - Улан-Удэ: Изд-во ВСГУТУ, 2018. - Т. 2. -338 с.
- Tanaka S., Nakamura T., Hayakawa K. Incremental sheet metal forming using elastic tools // Proceeding of the Sixth International Conference of Technology of Plasticity, Nuremberg. - 1999. - P. 1477-1482.
