Основные параметры ручного устройства для формования гофрированной стенки арки из тонколистовой прямоугольной полосы

Автор: Степаненко А.Н., Тишков Н.Л.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 5 (50), 2014 года.
Бесплатный доступ
В статье приведен прием назначения основных геометрических параметров ручного устройства для создания радиально гофрированной поверхности стенки стальной круговой арки при ее формировании из прямоугольной полосы с учетом свойств материала стенки. Приведена функция описания срединной поверхности стенки с непрерывными радиальными гофрами треугольного профиля.
Арка, радиально гофрированная стенка, треугольный профиль гофра, ручное устройство, формование, пуансон
Короткий адрес: https://sciup.org/142142947
IDR: 142142947 | УДК: 624.074.421;
Key parameters of a hand tool for the goffered arch forming from a light-gage rectangular bar
The paper presents settings of the basic geometric parameters of a hand tool to create radially goffered surface of circular arch steel wall from a rectangular bar taking into account the properties of the wall material. The description function of the middle of the wall surface with continuous radial goffers of a triangular profile is given.
Текст научной статьи Основные параметры ручного устройства для формования гофрированной стенки арки из тонколистовой прямоугольной полосы
Геометрия гофров
Функция непрерывного описания срединной радиально гофрированной поверхности стенки с непрерывным треугольным профилем поперечных гофров стальной круговой арки двутаврового сечения при ее формовании из прямоугольной полосы предложена в [1].
8 ” , z (x, У) = f (У) • — • X (“ 1) " 71 к=0
sin 2- к + 1 • —
X y k
2- к + 1 2
,
где f ( y ) - отклонение вершин гофров стенки от оси арки на расстоянии у от ее нижнего пояса.
Принцип работы и основные параметры ручного устройства
Для получения поверхности стенки арки, описанной условием (1), предлагается ручное устройство [2], приведенное на рисунке 1.
Устройство для гофрирования тонколистовой прямоугольной заготовки радиальными гофрами состоит из двух пуансонов, соединенных между собой шарнирно по одной грани. Нижний пуансон установки неподвижен и закреплен к основанию, верхний пуансон подвижный, для него возможен свободный поворот относительно оси шарниров. Пуансоны изготовлены из равнополочных уголков, расположенных по радиусу кривизны формуемой стенки и объединенных между собой планками на болтах. Для ограничения поворота верхнего пуансона и регулировки высоты гофров устанавливаются регулировочные болты. Для фиксации положения полосовой заготовки устроены фиксаторы нулевого положения.
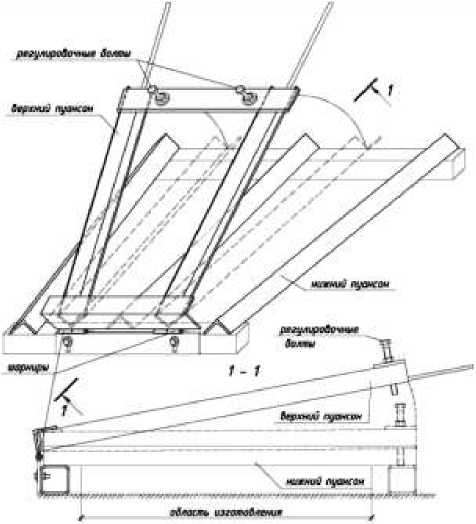
Рис. 1. Принципиальная схема работы ручного устройства
Предлагаемое устройство приводится в действие с помощью ручной силы и работает следующим образом (рис. 2).
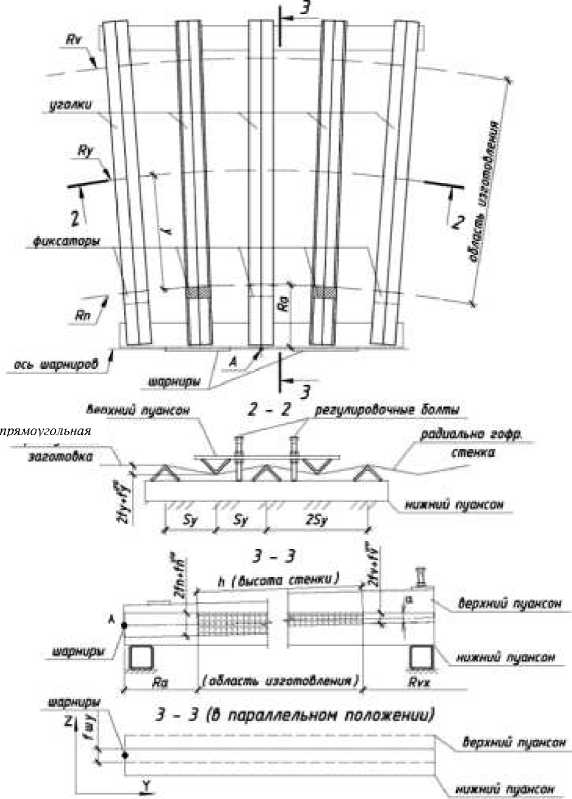
Рис. 2. К определению основных рабочих параметров устройства
Тонколистовую заготовку прямоугольного очертания укладывают на нижний пуансон так, чтобы ее нижняя грань располагалась на расстоянии R от шарниров (от точки А, расположенной на пересечении оси шарниров и оси среднего уголка нижнего пуансона). При этом формовать стенку необходимо по одной волне последовательными поворотами верхнего пуансона до упора регулировочных болтов, получая радиально гофрированную поверхность. Все элементы установки закреплены болтовыми соединениями, что позволяет менять основные параметры установки. Глубина нахлеста по обушкам уголков при параллельном положении пуансонов должна быть равна величине fшy .
Для обеспечения заданных по высоте стенки арки размеров длин полуволн гофров (S у нижнего пояса и S у верхнего пояса) расстояния между свободными вершинами должны быть равны полной длине волны гофров (2Sn - у нижнего пояса и 2Sv - у верхнего пояса).
Глубина «наложения» штампов друг на друга должна составлять:
-
- у нижнего пояса арки 2 fn + fnупр ;
-
- у верхнего пояса арки 2 f v + f v упр ;
-
- в произвольном сечении 2 f y + f y упр ,
здесь f упр упругий (возвращаемый после изгиба листа) прогиб [3].
Для определения основных параметров рабочей установки воспользуемся рисунком 2, откуда получим:
угол наклона штампов рабочей установки относительно друг друга на момент завершения формовки очередного гофра a = 2 • arctg
(fn+fnупр/2)-(fv+fvупр/2).
h
;
расстояние от условной точки пересечения обушков уголков штампов до верхней грани области изготовления гофрированной стенки
= (fv + fvупр /2)- Cos(^2) = ( + упр / 2) ctg/ vxv v
Sin (a / 2)
расцентровка штампов в точке А по оси стенки (расстояние между обушками уголков) f ш =2- tg (а/2)( R ax + h • Cos (a /2) + R vx ) , где Rax - расстояние от точки А до нижней грани области изготовления стенки;
f разцентровка штампов в параллельном их положении» f ш
.
шу Cos (a /2)
При расчете параметров установки для профилирования стенки гофрированной арки из прямоугольной полосы по предложенной методике обеспечивается точность геометрии f гофра до ±2 мм.
На кафедре «Строительные конструкции» ТОГУ была изготовлена экспериментальная модель предлагаемой ручной установки для формования тонколистовой гофрированной стенки двутавровой арки высотой h=300 мм, с заданными размерами гофров у нижнего и верхнего поясов: f n =40 мм, f v =17,5 мм, S n =157,1 мм, S v =172,8 мм (рис. 1).
Для отформованных фрагментов стенки (рис. 2) действительные размеры гофров оказались равными: f nф =38,5-41,8 мм, f vф =16,1-19,3 мм, S nф =155,3-158,9 мм, S vф =170,9-174,6 мм, т.е. фактическое отклонение полученных на экспериментальной установке размеров гофров от заданных составило не более ±2 мм.

Рис. 1. Общий вид экспериментальной модели с заготовкой

Рис. 2. Радиально гофрированная стенка, отформованная на установке
Предлагаемый прием определения параметров ручного устройства позволит сформовать гофрированную стенку арки из тонколистовой прямоугольной полосы с минимальными отклонениями размеров треугольных гофров от заданных, что подтверждено экспериментально.
