Особенности диффузионных процессов при получении препрегов способом слоевого нанесения компонентов

Автор: Черемухина И.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 2 (88), 2021 года.
Бесплатный доступ
Современное производство изделий из композиционных материалов на основе термореактивных связующих в основном базируется на использовании предварительно пропитанных армирующих технических нитей - препрегов. Связующее, применяемое для таких полуфабрикатов должно отвечать двум важным технологическим требованиям: обладать низкой реакционной способностью (высокой жизнеспособностью) при хранении в температурном интервале от -5 до +25 ?С и возможностью регулирования времени отверждения при температурах формования изделия. Для устранения недостатков традиционного способа получения полимерных композиционных материалов, для улучшения их прочностных характеристик и удешевления получаемых армированных композитов в работе предложено использовать метод слоевого нанесения компонентов. Суть метода заключается в послойной пропитке волокнистого наполнителя раствором связующего, а затем разработанной отверждающей системой, состоящей из аминного отвердителя, который препятствует взаимодействию отвердителя со смолой в условиях хранения и эмульсий защитного полимера. Система связующее - наполнитель активизируется лишь при повышенной температуре в условиях отверждения. Установлено, что оптимальными параметрами для переработки методом прямого прессования полученных способом слоевого нанесения компонентов прерпегов является давление 15 МПа и температура 160-170 °C выдержкой под давлением 15 минут. Если получать изделия методом намотки, то для таких изделий оптимальной является термообработка в течение 6 часов при температуре 120 °C. В условиях формования изделий, то есть при повышенной температуре и при повышенном давлении протекает взаимодиффузия компонентов вследствие движения встречных потоков. Олигомерные молекулы из объёма смолы диффундируют из внутреннего слоя во внешний, а компоненты отверждающей системы навстречу им из внешнего слоя во внутренний. Способ слоевого нанесения компонентов дает возможность создания макрогетерогенной системы взаимопроникающих полимерных сеток в области контакта последовательно нанесенных слоев. Результатом исследований является увеличение сроков хранения, жизнеспособности препрегов (до 10 суток) и улучшение комплекса физико-механических свойств композитов: разрушающее напряжение при статическом изгибе увеличивается до 60 %, при динамическом изгибе (ударе) - до 50%. Применение в качестве защитного полимера карбоксиметилцеллюлозы обеспечивает более высокие показатели исследуемых свойств, чем при применении в качестве защитного полимера бутадиенстирольного латекса.
Диффузия, препрег, макрогетерогенная система, защитный полимер, жизнеспособность препрегов, композиционные материалы
Короткий адрес: https://sciup.org/140261147
IDR: 140261147 | УДК: 678.5/6:677.4:538.12 | DOI: 10.20914/2310-1202-2021-2-224-229
Features of diffusion processes in the preparation of prepregs by the method of layered application of components
The modern production of products made of composite materials based on thermosetting binders is mainly based on the use of pre - impregnated reinforcing technical threads-prepregs. The binder used for such semi-finished products must meet two important technological requirements: have a low reactivity (high viability) when stored in the temperature range from -5 to +25 ° C and the ability to adjust the curing time at the molding temperatures of the product. To eliminate the disadvantages of the traditional method of obtaining polymer composite materials, to improve their strength characteristics and reduce the cost of the resulting reinforced composites, it is proposed to use the method of layered application of components. The essence of the method consists in layer-by-layer impregnation of the fibrous filler with a binder solution, and then a developed curing system consisting of an amine hardener that prevents the interaction of the hardener with the resin under storage conditions and protective polymer emulsions. The binder-filler system is activated only at an elevated temperature under curing conditions. It is established that the optimal parameters for processing by direct pressing of the pre-pegs components obtained by the method of layer deposition are a pressure of 15 MPa and a temperature of160-170 ?С with a pressure exposure of 15 minutes. If you get products by winding, then for such products, heat treatment for 6 hours at a temperature of 120 ?С is optimal. In the conditions of forming products, that is, at an elevated temperature and at an increased pressure, the mutual diffusion of components occurs due to the movement of oncoming flows. Oligomeric molecules from the resin volume diffuse from the inner layer to the outer one, and the components of the curing system meet them from the outer layer to the inner one. The method of layered application of components makes it possible to create a macroheterogenic system of interpenetrating polymer meshes in the contact area of sequentially applied layers. The result of the research is an increase in the shelf life, the viability of prepregs (up to 10 days) and an improvement in the complex of physical and mechanical properties of composites: the destructive stress during static bending increases to 60 %, during dynamic bending (impact) - up to 50 %. The use of carboxymethylcellulose as a protective polymer provides higher indicators of the studied properties than when using butadiene styrene latex as a protective polymer..
Текст научной статьи Особенности диффузионных процессов при получении препрегов способом слоевого нанесения компонентов
Современное производство изделий из композиционных материалов на основе термореактивных связующих в основном базируется на использовании предварительно пропитанных армирующих технических нитей – препрегов, причём связующее для них должно отвечать двум основным технологическим требованиям: обладать высокой жизнеспособностью (низкой реакционной способностью) при температурах хранения ( Т хр = -5 ^ +25 °С) и возможностью регулирования времени отверждения при температурах формования изделия [1, 2] .
Для увеличения допустимых сроков хранения препрегов, улучшения прочностных характеристик и удешевления получаемого материала в работе применён способ слоевого нанесения компонентов (СНК) Сущность этого способа заключается в том, что компоненты связующего и отвердитель наносят поочередно послойно на один и тот же волокнистый наполнитель. Сначала нить пропитывают раствором эпоксидной смолы, а затем отверждающей системой, состоящей из отвердителя и эмульсии термопластичного защитного полимера. Готовый препрег перерабатывали методом прямого прессования при давлении 15 МПА и температуре 120 ºС, выдержкой под давлением 10 минут, или намоткой – с последующей термообработкой изделия в течение 4 часов при 100 ºС [3].
Материалы и методы
В качестве объектов исследования использовали эпоксидный олигомер дианового ряда ЭД-20 (ГОСТ 10587–93), в качестве наполнителей – полиакрилонитрильный технический жгутик (нитрон) – (ТУ-13 – 239–79), гидратцеллюлозную нить (ВН) (ТУ-6–06–58–79), полика-проамидную нить (капрон) (ТУ 15–897–79); защитных полимеров – карбоксиметилцеллюлоза (КМЦ) (ТУ-6–12–1020–75), бутадиенстирольный латекс (бустилат) (ТУ-6–15–1090–77).
В исследованиях контролировали линейную плотность (Тт) исходных и пропитанных нитей и степень превращения (X) исходного олигомерного связующего в нерастворимый сетчатый продукт. Величину X определяли методом экстракции золя ацетоном при комнатной температуре.
Образцы композита получали методом слоевого нанесения компонентов (рисунок 1), суть которого заключается в послойной пропитке волокнистого наполнителя вначале раствором связующего, а затем отверждающей системой, содержащей наряду с отвердителем защитный полимер.
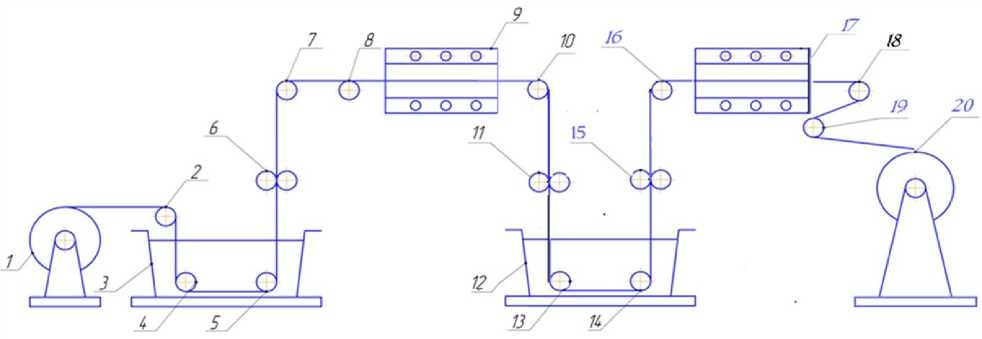
Рисунок 1. Схема получения препрега способом слоевого нанесения компонентов: 1 – рулон наполнителя; 2, 4, 5, 7, 10, 13, 14, 16, 18, 19 – направляющие ролики; 3,12 – пропиточные ванны; 6, 11, 15 – отжимные устройства; 8-поддерживающий ролик; 9,17 – сушильные камеры; 20 – приёмное устройство
Figure 1. The scheme for obtaining a prepreg by the method of layered application of components: 1 - a roll of filler; 2, 4, 5, 7, 10, 13, 14, 16, 18, 19 – guide rollers; 3,12-impregnation baths; 6, 11, 15-wringing devices; 8 supporting roller; 9,17-drying chambers; 20-receiving device
В процессе получения препрега способом СНК волокнистый наполнитель в виде нитей сматывали с бобин и по тракту установки для пропитки направляли в ванну со связующим, рисунок 1. После пропиточной ванны помимо связующего в межволоконном пространстве поверхность волокнистого наполнителя захватывает ещё некоторое количество связующего, поэтому на выходе из пропиточной ванны избыток связующего отжимали при помощи специальных роликов и после кратковременного подсушивания препрег поступает во вторую пропиточную ванну, где пропитывается отверждающей системой, излишки которой также удаляются при помощи специальных отжимных роликов. Готовый препрег направляется в сушильную камеру, где происходит частичное удаление защитного полимера, затем препрег сматывается в рулон, между слоями прокладывается антиадгезионная плёнка
Пропитка волокнистого наполнителя не отвердителем в чистом виде, а смесью отвердителя с раствором термопластичного защитного полимера способствует увеличению сроков хранения, жизнеспособности получаемых способом СНК препрегов. Защитный полимер препятствует взаимодействию отвердителя со смолой в условиях хранения [4].
Подбором защитного полимера в отверждающей системе можно улучшить свойства полимерматричных композитов, полученных способом послойного нанесения компонентов.
Правильный подбор защитного полимера позволяет целенаправленно регулировать характеристики получаемых материалов[5] .
Если в качестве защитного полимера использовать каучукоподобный термопластичный полимер – это приводит к увеличению ударной прочности получаемых композитов, без заметного влияния на разрушающее напряжение при статическом изгибе. При использовании в качестве защитного полимера в исследуемой отверждающей системе жесткоцепного полимера ожидается увеличение разрушающего напряжения при статическом изгибе, без заметного влияния на ударную прочность. Однако, ожидаемый результат существенно зависит от способности к участию в процессе отверждения защитного полимера.
Анализ полученных экспериментальных данных по увеличению допустимых сроков хранения эпоксидных препрегов, полученных способом слоевого нанесения компонентов, показал возможность создания макрогетерогенной системы в области контакта последовательно нанесенных слоев, что подтверждается данными оптической микроскопии (рисунок 2).
Отмечено, что при использовании защитного полимера в составе отверждающей системы, применяемой в способе слоевого нанесения компонентов, на поверхности образцов, рисунок 2 б, наблюдаются белые прослойки защитного полимера, расположенные преимущественно между армирующими нитями. Структура рассматриваемых материалов более макрогетерогенная, чем у материалов, полученных по традиционной смесевой технологии рисунок 2 а.
В условиях формования изделий, то есть при повышенных температуре и давлении протекает диффузия компонентов вследствие движения встречных потоков. Олигомерные молекулы смолы при использовании способа слоевого нанесения компонентов диффундируют из внутренних слоев объёма связующего, а компоненты отверждающей системы – навстречу им из защитного слоя, в зону пограничного слоя [6].


(a) (b)
Рисунок 2. Поверхностная структура разработанных с использованием способа слоевого совмещения компонентов материалов n-100 крат: (a) – смесевой способ, (b) – СНК.
Figure 2. The surface structure of the materials developed using the method of layer-by-layer combination of components is n 100 times: (a) – the mixed method, (b) - the SNK.
Полученные значения коэффициентов диффузии есть коэффициенты взаимодиффузии, они значительно ниже известных значений коэффициентов самодиффузии олигомеров в системе связующее-наполнитель 10-11..10-13 см2/с.
Таким образом, использование метода слоевого нанесения компонентов в технологии получения эпоксидных препрегов, связанного с наличием защитных полимеров карбоксиме-тилцеллюлозы или бутадиенстирольного латекса в отверждающей системе, которые препятствуют взаимодействию отвердителя со смолой в условиях хранения, позволяет увеличить, жизнеспособность препрегов до 10 суток (рисунок 3) с сохранением прочностных свойств образцов, полученных на основе этих препрегов (рисунок 3).
Следует отметить, что связующее в этом случае активизируется лишь при повышенной температуре в условиях отверждения [7–20].
Важно также, что использование в предложенной отверждающей системе применяемых в работе защитных полимеров позволяет целенаправленно регулировать физико-механические свойства формируемых композитов (таблица 2).
Таблица 1.
Диффузионные характеристики процесса отверждения при использовании способа слоевого нанесения компонентов (СНК)
Table 1.
Diffusion characteristics of the curing process when using the method of layered application of components (SNK)
|
Защитный полимер protective polymer |
Армирующий наполнитель Reinforcing filler |
δ 1 ,см |
δ 2 , см |
δ , см |
S,cм2 |
∆ с 1 ,см-3 |
∆ с 2 ,см-3 |
D 1 1010, см2/с |
D 2 109, см2/с |
|
Бустилат |
ПАН |
0,017 |
0,034 |
0,026 |
1560 |
-0,41 |
-0,02 |
0,8 |
2 |
|
Бустилат |
ПКА |
0,021 |
0,012 |
0,017 |
18 |
-0,35 |
-0,06 |
5 |
3 |
|
Бустилат |
ВН |
0,015 |
0,020 |
0,018 |
640 |
-0,53 |
-0,03 |
1 |
2 |
|
КМЦ |
ПАН |
0,018 |
0,039 |
0,057 |
1560 |
-0,21 |
-0,03 |
4 |
3 |
|
КМЦ |
ПКА |
0,023 |
0,014 |
0,019 |
18 |
-0,32 |
-0,08 |
6 |
4 |
|
КМЦ |
ВН |
0,020 |
0,020 |
0,020 |
640 |
-,021 |
-0,073 |
3 |
9 |
Примечание: δ – путь диффузии, принятый равным расстоянию между серединами слоёв 1, 2; S – поверхность межслоевого контакта; Л с 1 - ;Л с2 - массовый состав слоев 1, 2
Note: δ -is the diffusion path assumed to be equal to the distance between the midpoints of layers 1, 2; S - is the surface of the interlayer contact; Л c i -; Л С 2 - is the mass composition of layers 1, 2
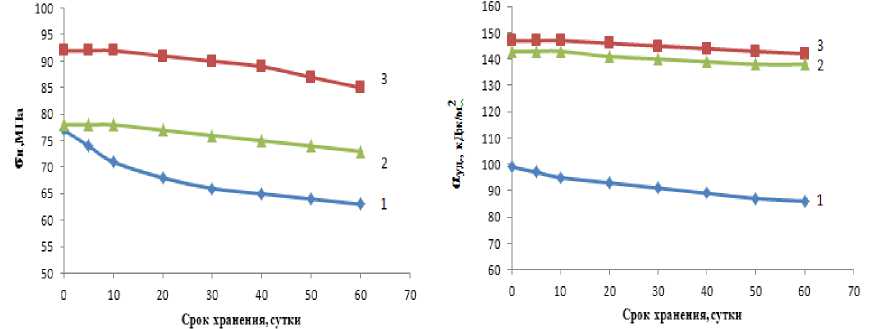
Рисунок 2. 1 – препрег получен традиционным смесевым способом; 2 – препрег получен способом СНК (защитный полимер-бутадиенстирольный латекс); 3 – препрег получен способом СНК (защитный полимер – карбоксиметилцеллюлоза)
Figure 2. 1-prepreg was obtained by the traditional mixed method; 2-prepreg was obtained by the SNK method (protective polymer-styrene butadiene latex); 3-prepreg was obtained by the SNK method (protective polymer-carboxymethylcellulose)
Таблица 2.
Влияние способа получения препрега на физико-механические характеристики ПКМ
на основе эпоксидного связующего
Table 2.
Influence of the prepreg preparation method on the physical and mechanical characteristics of PCM based on an epoxy binder
|
Способ получения Method of obtaining |
Наполнитель Filler |
Защитный полимер Protective polymer |
σ и , МПа |
∆σ и , % |
α уд , кДж/м2 |
∆α уд , % |
ρ , кг/м3 |
w , % |
Х , % |
|
СМЕС |
капрон |
– |
77 |
99 |
1300 |
4,4 |
97 |
||
|
СНК |
КМЦ |
92 |
19 |
147 |
49 |
1010 |
4,9 |
97 |
|
|
БУСТ |
78 |
1 |
143 |
45 |
1100 |
5,3 |
97 |
||
|
СМЕС |
нитрон |
– |
49 |
118 |
1300 |
2,7 |
96 |
||
|
СНК |
КМЦ |
79 |
61 |
103 |
-12 |
1100 |
2,7 |
97 |
|
|
БУСТ |
66 |
26 |
85 |
-27 |
1200 |
2,8 |
97 |
||
|
СМЕС |
ВН |
– |
45 |
144 |
1300 |
3,4 |
97 |
||
|
СНК |
КМЦ |
71 |
58 |
152 |
5 |
1100 |
2,8 |
98 |
|
|
БУСТ |
50 |
11 |
102 |
-29 |
1300 |
2,8 |
96 |
Примечание: σ и – разрушающее напряжение при статическом изгибе; α уд – удельная ударная вязкость; ρ – плотность; w – водопоглощение; Х – степень превращения связующего в сетчатый продукт
Note: σ i – destructive stress during static bending; α ud – specific impact strength; ρ - density; w – water absorption; X – the degree of transformation of the binder into a mesh product
Применение в качестве защитного полимера карбоксиметилцеллюлозы обеспечивает более высокие показатели исследуемых свойств, чем при применении в качестве защитного полимера бутадиенстирольного латекса.
Отмечено, что у образцов, полученных с использованием в качестве защитного полимера более полярной карбоксиметилцеллюлозы разрушающее напряжение при статическом изгибе примерно на 18–42 % больше, по сравнению с образцами, изготовленными с использованием бутадиенстирольного латекса.
Заключение
В работе установлена возможность пространственного разделения функциональных групп отвердителя и функциональных групп эпоксидного олигомера, установлена возможность создания макрогетерогенной системы взаимопроникающих полимерных сеток в области контакта последовательно нанесенных слоев с использованием для эпоксидного олигомера отверждающей системы, содержащей отвердитель и защитный полимер, обеспечивающий увеличение допустимых сроков хранения препрега, на основе волокон различной химической природы и сохранение физико – механических свойств образцов, полученных на основе этих препрегов.
Список литературы Особенности диффузионных процессов при получении препрегов способом слоевого нанесения компонентов
- Кузнецова И.О., Гребенева Т.А. Регулирование жизнеспособности эпоксидных SMC-препрегов // Вестник науки. 2020. Т. 2. №. 1. С. 210-217.
- Румянцев А.Н., Филиппов В.Н. Полимерные композиционные материалы и их применение на практике // Вестник Псковского государственного университета. Серия: Естественные и физико-математические науки. 2019. №. 14. С. 116-121.
- Долинская Р.М. Технология и оборудование синтеза и переработки полимеров. 2012.
- Пат. № 2135530, RU, C 08 J 5/06, 5/24, C 08 L 63/02, C 08 G 59/56. Способ получения армированных полимерных материалов / Студенцов В.Н., Карпова И.В. (Черёмухина И.В.); заявитель и патентообладатель Карпова И.В. № 97116080/04; Заявл. 26.09.1997; Опубл. 27.08.1999, Бюл. № 24.
- Кочуров Д. В. Высокопрочные полимерные композиционные материалы // Международный студенческий научный вестник. 2018. №. 5. С. 167-167.
- Раскутин А.Е. Стратегия развития полимерных композиционных материалов // Авиационные материалы и технологии. 2017. № 5. С. 344-348.
- Петров А.В., Дориомедов М.С., Скрипачев С.Ю. Технологии утилизации полимерных композиционных материалов (обзор) // Труды Виам. 2015. №. 8.
- Водовозов Г.А., Мараховский К.М., Костромина Н.В., Осипчик В.С. и др. Разработка эпокси-каучуковых связующих для создания армированных композиционных материалов // Пластические массы. 2017. №. 5-6. С. 9-13.
- Шершак П. В. Особенности национальной стандартизации методов испытаний полимерных композиционных материалов // Труды ВИАМ. 2019. №. 2 (74).
- Роговина С.З., Прут Э.В., Берлин А.А. Композиционные материалы на основе синтетических полимеров, армированных волокнами природного происхождения // Высокомолекулярные соединения. Серия А. 2019. Т. 61. №. 4. С. 291-315.
- Атясова Е.В., Блазнов А.Н., Самойленко В.В. Эпоксидные связующие с повышенной химической стойкостью. Обзор // Клеи. Герметики. Технологии. 2019. №. 12. С. 34-44.
- Kolosov A.E., Kolosova E.P. Functional materials for construction application based on classical and nano composites: production and properties // Recent Developments in the Field of Carbon Fibers. 2018. P. 9-31.
- Kolosov A.E. Preparation of nano-modified reactoplast polymer composites. Part 1. Features of used nanotechnologies and potential application areas of nanocomposites (a review) // Chemical and Petroleum Engineering. 2015. V. 51. №. 7. P. 569-573. https://doi.org/10.1007/s10556-015-0088-y
- da Silva A.O., de Castro Monsores K.G., Oliveira S.D.S.A., Weber R.P. et al. Ballistic behavior of a hybrid composite reinforced with curaua and aramid fabric subjected to ultraviolet radiation // Journal of materials research and technology. 2018. V. 7. №. 4. P. 584-591. https://doi.org/10.1016/j.jmrt.2018.09.004
- Al-Samhan M. et al. Investigating the Synergetic Effect of Ultraviolet Radiation and Elevated Temperature on Mechanical and Thermal Properties of Glass Fiber-Reinforced Plastic Pipes // Journal of Pipeline Systems Engineering and Practice. 2020. V. 11. №. 1. P. 04019049.
- Pomogailo A.D., Dzhardimalieva G.I. Nanostructured materials preparation via condensation ways. Rotterdam, 2014. P. 13-89.
- Knap??kov? L. Surface topography of composite reinforced with fibres from used tyres // Acta Tecnolog?a. 2018. V. 4. №. 2. P. 29-32. https://doi.org/10.22306/atec.v4i2.36
- Ching Y. C. et al. Effects of high temperature and ultraviolet radiation on polymer composites // Durability and Life Prediction in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites. Woodhead Publishing, 2019. P. 407-426. https://doi.org/10.1016/B978-0-08-102290-0.00018-0
- Shi H., Sinke J., Benedictus R. Surface modification of PEEK by UV irradiation for direct co-curing with carbon fibre reinforced epoxy prepregs // International Journal of Adhesion and Adhesives. 2017. V. 73. P. 51-57. https://doi.org/10.1016/j.ijadhadh.2016.07.017
- Nicholas J., Mohamed M., Dhaliwal G.S., Anandan S. et al. Effects of accelerated environmental aging on glass fiber reinforced thermoset polyurethane composites // Composites Part B: Engineering. 2016. V. 94. P. 370-378. https://doi.org/10.1016/j.compositesb.2016.03.059
