Особенности электроконтактно-химической обработки вибрирующим электродом-инструментом

Автор: Шестаков И.Я., Ремизов И.А., Артюкова О.Е.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1 (47), 2013 года.
Бесплатный доступ
Представлено определение скоростей сведения и разведения электродов при контакте последних в каждом периоде колебаний. Рассмотрены физические эффекты, происходящие в изменяющемся межэлектродном зазоре. Показано, что поверхность обрабатываемой детали, расположенная напротив торца электрода-инструмента формируется электроэрозионным воздействием и анодным растворением. Боковая поверхность полости получается за счёт анодного растворения. Представлены выражения для расчёта параметра шероховатости поверхности. Удельные энергозатраты при комбинированной обработке практически совпадают с затратами при электроконтактной обработке. Это является несомненным преимуществом рассматриваемого метода. Приведены результаты экспериментов.
Обработка, электрод-инструмент, вибрация, эффекты, шероховатость, поверхность, точность
Короткий адрес: https://sciup.org/148177008
IDR: 148177008 | УДК: 621.923.76
Features of electro-discharge-chemical machining with vibrating electrode-tool
In the paper the authors present estimation of speed of connection and disconnection of electrodes in the process of their contact in each oscillation period. Physical effects occurring in the changing electrode gap are considered. Expressions for calculation of the parameters of surface roughness are presented. The results of the experiments are offered.
Текст научной статьи Особенности электроконтактно-химической обработки вибрирующим электродом-инструментом
При электрохимической и электроэрозионной обработках межэлектродный зазор (МЭЗ) является определяющим параметром процесса: чем меньше его величина, тем выше скорость съема металла, меньше погрешность копирования, лучше показатели качества поверхности. Однако с уменьшением МЭЗ усложняется процесс его регулирования, возрастают затраты на прокачку рабочей жидкости, усложняется проектирование электрода-инструмента.
Для устранения этого противоречия применяют импульсно-циклические способы обработки (электрохимическая размерная обработка и специальные рабочие жидкости (электроэрозионная обработка), что приводит к удорожанию оборудования и расходных материалов.
Комбинированный метод обработки [1] электро-контактный и электрохимический осуществляемый вибрирующим катодом-инструментом позволяет использовать простой линейный электродинамический привод [2], а в качестве рабочей жидкости применять воду или водный раствор азотнокислого натрия малой концентрации (1–5 г/л). Схема электроконтактнохи-мической обработки приведена на рис. 1.
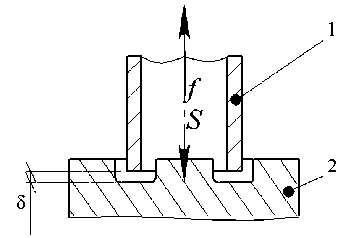
Рис. 1. Схема электроконтактнохимической обработки: 1 – электрод-инструмент; 2 – обрабатываемая деталь; δ – межэлектродный зазор
Электроду-инструменту (1) сообщается движение к обрабатываемой поверхности детали (2), при этом зазор δ уменьшается до нуля, затем электрод- инструмент отводится от обрабатываемой детали на зазор, определяемый параметрами привода. Если электрод-инструмент является катодом, то на его поверхности выделяется водород и образующийся газовый фронт движется со скоростью vГ (рис. 2).
При сближении электродов эта скорость определяется:
v
с Г
+ W c + F ,
где W – объемная скорость выделения водорода; F – площадь проекции катода-инструмента на обрабатываемую поверхность.
объема водорода; η – выход водорода по току; Р н.у. – давление при нормальных условиях; р – давление подачи рабочей жидкости в МЭЗ.
Согласно выражению (3) скорость движения рабочей жидкости (электролита) относительно обрабатываемой поверхности стремится к бесконечности при уменьшении МЭЗ к нулю. Однако скорость движения электролита не может превышать скорости звука в рабочей жидкости. Подставив (1) в (2) с учетом вышесказанного, получим:
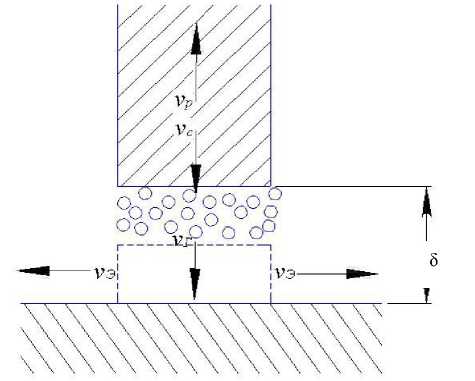
Рис. 2. Расчетная схема скорости разведения и сведения электродов:
v р – скорость разведения катода-инструмента; v с – скорость сведения катода-инструмента; v Г – скорость движения границы газового слоя; v э – скорость движения рабочей жидкости относительно обрабатываемой поверхности
α2δ Pн.у vc≤- -ikHгkT⋅η ,
R - r г p
где α – скорость звука в прианодном слое электролита.
Второе слагаемое в правой части выражения (6) намного меньше первого слагаемого. Таким образом, характер изменения скорости сближения электродов практически полностью определяется законом изменения межэлектродного зазора. При движении катода-инструмента к обрабатываемой поверхности напряженность электрического поля растет, что вызывает нагрев двойного электрического слоя (ДЭС) как на катоде, так и на аноде. В адиабатном приближении прирост температуры может быть определен:
Δ T = χ ⋅ E D ⋅ E ⋅ τ , ρ ⋅ c
При разведении электродов скорость движения границы газового слоя рассчитывается
где χ – электропроводность жидкости в МЭЗ; ED – напряженность электрического поля в ДЭС; Е – напряженность электрического поля в МЭЗ; τ – время сближения электродов; ρ – плотность жидкости в МЭЗ; с – теплоемкость жидкости в МЭЗ. По данным В. Г. Левича, напряженность поля в ДЭС равна 106–107 В/см.
На границе электролит–металл происходит поверхностное тепловыделение за счет эффекта Пельтье:
q = i (η + π),
v
p Г
= v p
W
. F
Для цилиндрического катода-инструмента, внутренний радиус которого – r , внешний – R , скорость
движения электролита за счет вытеснения газовым
слоем равна
v э
v Г( R - r ) 2δ
Для обеспечения неподвижности рабочей жидкости у обрабатываемой поверхности необходимо равенство скоростей (2):
v
p
W
. F
После подстановки значения W и F получим
P ну v p = i ⋅ k H ⋅ k T ⋅ η ⋅ .у. , г p
где i – плотность тока на катоде-инструменте; k Hг – объемный электрохимический эквивалент выделения водорода; k Т – термический коэффициент увеличения
где η – перенапряжение электродных процессов; π – коэффициент Пельтье. При электрохимической обработке η = (1 – 3) В, что во много раз больше π, поэтому выражение (8) можно записать как q= i⋅ η . (9)
Повышение температуры приэлектродной области приведет к росту термоэлектронной эмиссии на поверхности катода и пробою межэлектродного зазора. Начинается процесс электроэрозионного разрушения обрабатываемого материала. Далее следует механический контакт катода-инструмента с поверхностью обрабатываемой детали, ток при этом многократно возрастает, что приводит к асимметрии импульсного проплавления материала электродов (электроконтакт-ная обработка). Явление асимметрии проплавления объясняется возникновением мощного термоэлектрического эффекта Томпсона, заключающегося в конвективном переносе теплоты в зоне тепловых полей высокотемпературным градиентом.
При разведении электродов ток уменьшается до величины определяемых переносом ионов в электро-
лите, начинается процесс анодного растворения поверхности обрабатываемой детали. Таким образом, поверхность детали, расположенная напротив торца катода-инструмента, подвергается электроэрозионной и электрохимической обработкам. Боковые поверхности полости детали формируются электрохимической обработкой.
При малых амплитудах колебаний при разведении электродов будет образовываться металлический мостик, который способствует появлению дугового разряда и в межэлектродном зазоре реализуется размерная обработка дугой (РОД). Для этого вида обработки характерны высокая производительность и низкое качество обработанной поверхности.
Шероховатость поверхности, формируемой торцом катода-инструмента можно оценить по выражению
R z = k ( А эл + А мех ) р , (10) где k – коэффициент, зависящий от режима обработки, материала обрабатываемой детали; А эл – электрическая составляющая эрозионного разрушения металла; А мех – механическая составляющая эрозионного разрушения металла; р – показатель степени, характеризующий форму лунки, р = 0,3…0,004. В общем случае k = 2…50.
Электрическая составляющая эрозионного разрушения металла определяется по формуле
А эл = U cp ■ I cp ■ Т эр , (11)
где U ср – среднее напряжение во время обработки; I cp – среднее значение силы тока во время обработки; т эр - время эрозионного разрушения за один период колебаний катода-инструмента.
Механическая составляющая эрозионного разрушения определяется следующим образом:
А мех = m ■ f 2 ■ А 2 , (12) где m – масса катода-инструмента; f – частота колебаний катода-инструмента; А – амплитуда колебаний катода-инструмента.
Шероховатость поверхности, формируемой боковой поверхностью катода-инструмента за счет анодного растворения оценивается выражением:
τ
Ra = kUcp0,5 ■ — ■ С , (13) τан где k - постоянный множитель, равный 0,1 В^мкм; Uср – среднее напряжение на электродах во время обработки; туст - время установления стабильного значения шероховатости, в большинстве случаев туст = 8^10 с; тан - время анодного растворения за один период колебания катода-инструмента; с – концентрация соли, выраженная в долях единицы.
Из приведенных выражений следует, что время электроэрозионного воздействия на обрабатываемую поверхность определяется частотой колебаний като- да-инструмента, а мощность разрушения пропорциональна квадрату частоты и амплитуды вибрирующего инструмента.
При сообщении катоду колебаний возможно ожидать уменьшения затрат энергии на газообразование водорода. Водород выделяется в виде пузырьков, размеры которых изменяются. При наличии колебаний пузырьки водорода будут деформироваться, что приведет к изменению радиуса кривизны, что в конечном итоге уменьшит величину перенапряжения электродной реакции. Это предположение подтверждено снятием поляризационных кривых.
Известно, что основную роль в анодном растворении выполняют силы гидратации, которые под воздействием приложенного к аноду напряжения вырывают ионы металла и гидратируют их. При сближении электродов электрическое поле вызывает дополнительную ориентацию диполей воды и увеличивает их адсорбцию в прианодном слое. При разведении электродов будет иметь место тенденция к разрыву при-электродного слоя, что вызовет большее гидратационное воздействие. В конечном итоге рассмотренные явления приведут к снижению удельных энергозатрат.
На поверхности катода-инструмента и детали имеются впадины и выступы, что при сближении электродов приведет к появлению суживающихся и расходящихся капилляров. Суживающие капилляры будут заполняться рабочей жидкостью (электролитом) с большой скоростью. Расчет по известным зависимостям показал, что скорость заполнения составляет более 10,0 м/с. Наличие электролита в суживающихся каналах способствует анодному растворению выступов на обрабатываемой поверхности.
На лабораторной установке [3] при использовании катода-инструмента в виде цилиндрической трубки, был получен кольцеобразный паз при точности копирования формы 20 мкм, шероховатости боковых поверхностей Ra 0,4 мкм, торцевых поверхностей Ra 1,8 мкм. Значения шероховатости поверхности практически совпадают с расчётными величинами, что говорит в пользу предложенной модели.
