Особенности контроля сборки цилиндропоршневой группы двигателей

Автор: Корнилович С.А.
Журнал: Вестник Омского государственного аграрного университета @vestnik-omgau
Рубрика: Технические науки
Статья в выпуске: 1 (29), 2018 года.
Бесплатный доступ
Рассматривается проблема повышения точности сборки цилиндропоршневой группы и кривошипно-шатунного механизма при ремонте на примере крепления головки блока цилиндров двигателя внутреннего сгорания ЯМЗ - 238НБ. Изложены результаты контроля технического состояния цилиндров двигателей в процессе ремонта. Обоснована необходимость диагностирования цилиндров по структурным параметрам путем прямых измерений с частичной или полной разборкой двигателей. Сделано описание порядка выполнения прямых измерений цилиндров, форм износа, возможные погрешности взаимного расположения поверхностей и осей деталей цилиндропоршневой группы, кривошипно- шатунного механизма и их влияние на процесс изнашивания цилиндров. Анализируется влияние неточности сборки головок цилиндров на надежность двигателей. Приведен анализ содержания рекламаций, поступающих из предприятий о многочисленных случаях возникших неисправностях и отказах двигателей, прошедших ремонт. Погрешности приводят к образованию завышенных или заниженных натягов. Происходит это при сборке деталей в результате перекоса осей, отклонения от параллельности расположения осей и поверхностей и их неперпендикулярности. Образуются перечисленные погрешности в процессе эксплуатации двигателей, при размерной обработке отдельных деталей и их поверхностей и при сборке. Отклонения размеров деталей, контролируемые до сборки, в процессе сборки принимают взаимное расположение с погрешностями, превышающими нормативные. Технология контроля размерных цепей собранных узлов и агрегатов при ремонте двигателей нет. В работе предлагается способ определения замыкающего звена в размерной цепи поршень - цилиндр.
Цилиндр, поршень, износ, зазор, перекос, интенсивность
Короткий адрес: https://sciup.org/142213508
IDR: 142213508 | УДК: 621.43
Features of control of assemblage cylinder piston group
The article touches upon the problem of increase of assembly of cylinder heads during repair of combustion engines. It analyzes the influence connections on combustion engines safety. It describes the method of cylinder heads for improvement of combustion engines safety. The technical state repair process control results are outlined. The need to diagnose cylinders by structural parameters by direct measurements with partial or complete engines dismantling is justified. The description of cylinders direct measuring order, the forming of wearing, possible errors of cylinder group details surfaces and cylinder-piston group details axes mutual location, crank mechanism and their impact on the cylinder wearing process is made. It is stated results of control in the course of repair of technical condition of cylinders of engines. Need of diagnosing of cylinders in structural parameters by direct measurements with partial or fill dismantling of engines is proved. The description of an order of performance of direct measurements of cylinders, the formed wear forms, possible errors of a relative positioning of surfaces and axes of details of tsilindroporshnevy group, a crank - the conrod mechanism and their influence on process of wear of cylinders is made.
Текст научной статьи Особенности контроля сборки цилиндропоршневой группы двигателей
Операции сборки и контроля в процессе ремонта машин ‒ завершающие, при которых необходимо свести до минимума суммирующие погрешности, допущенные при восстановлении деталей. От точности выполнения сборочных операций зависит технический ресурс отремонтированных объектов. Установление допустимой суммарной погрешности сборки в условиях ремонтного производства составляет некоторую сложность.
Основным принципом сборки любого механизма является неизменность базирования, предусматривающего определенное положение каждой детали относительно соединенных с нею деталей. Для погрешностей взаиморасположения характерны завышенные или заниженные зазоры и натяги, смещение и перекосы осей, непараллель-ность и неперпендикулярность осей и поверхностей деталей.
Особенность сборки двигателей и механизмов при ремонте заключается в неоднородности сборочных элементов. Обычно двигатели собирают из деталей разного состояния: имеющих износ в допустимых пределах с достаточным остаточным ресурсом; восстановленных, а также новых, изготовленных машиностроительными заводами в качестве запасных частей. У многих деталей, имеющих некоторую наработку и повторно используемых, измененные макро- и микрогеометрические параметры, которые приводят к возникновению погрешностей сборки. При неоднородности деталей при сборке необходимо выполнение дополнительных контрольных и пригоночных операций.
Отклонения от нормальной работы двигателей непосредственно в процессе эксплуатации можно было бы установить определенно диагностированием по параметрам
рабочего процесса [1; 2]. Однако такое диагностирование возможно только в случаях, когда двигатель, имея неисправность, остается в работоспособном состоянии.
Как показала практика эксплуатации двигателей, прошедших ремонт, в большинстве случаев с появлением неисправностей они оказываются неработоспособными. Например, за 21 месяц эксплуатации тракторов «Кировец» с двигателями, прошедшими ремонт на предприятии «РМЗ Степной», предъявлено 398 рекламаций, из них в 239 случаях двигатели были в неработоспособном состоянии. При таких обстоятельствах выяснение причин отказов возможно диагностированием, но только по структурным параметрам путем прямых измерений с частичной или полной разборкой двигателей.
Анализ содержания рекламаций, проведенный автором, показал многочисленные и разнообразные признаки предшествующие отказам: стук при работе двигателя ‒ 76 случаев; спад давления масла в магистрали ‒ 29; выброс масла и его перерасход – 23; усиленное выделение газов через сапун – 15; падение мощности – 10 и др. Без указания предполагаемых признаков в рекламациях об отказах случаев заклинивания двигателя – 25; поломок коленчатого вала – 8; расплавления подшипников коленчатого вала – 6; обрывов шатуна и пробоев блока – 4; обрывов поршня – 3. В 40 рекламациях признаки неисправностей и отказов владельцами двигателей не установлены.
С целью определения причин неисправностей и отказов и планирования технологических операций, обеспечивающих необходимую точность ремонта, выполнены экспериментальные исследования: изучение закономерностей влияния погрешностей обработки деталей цилиндропоршневой группы и кривошипно-шатунного механизма на износ цилиндров. Изложены рекомендации по выполнению операций контроля точности сборки цилиндропоршневой группы.
Объект и методы
В качестве объекта исследования был принят технологический процесс контроля точности сборки цилиндропоршневой группы двигателей, имеющих значительную наработку после ремонта. В процессе производственной эксплуатации двигателей ЯМЗ-238НБ, прошедших ремонт, наблюдались многочисленные случаи снижения мощности двигателей, перерасхода масла, чрезмерного выделения газов через сапун, стуки в двигателе. Это послужило основанием для вывода о том, что причиной перечисленных неисправностей может быть значительное увеличение зазора в соединении поршень – цилиндр, которое происходит обычно в результате интенсивного изнашивания деталей цилиндропоршневой группы и кривошипно-шатунного механизма [3; 4; 5]. Цель ‒ разработка процесса определения зазора в соединении поршень – цилиндр в собранном состоянии. Двигатели ЯМЗ-238НБ, коленчатые валы которых при ремонте были шлифованы на ремонтные размеры. Цилиндры выбирали преднамеренно, из каждого двигателя по два цилиндра из блоков соответствующих кривошипов одного и того же ряда. В контрольной выборке 32 цилиндра из 16 двигателей.
Для выявления характера износа зеркала цилиндра в качестве критерия принято отклонение от нормального диаметра в восьми сечениях на определенном расстоянии отдельно в двух взаимно перпендикулярных плоскостях. Измерения выполнены индикатором-нутромером НИ-100-160 в восьми сечениях во взаимно перпендикулярных плоскостях, в плоскости ряда цилиндров А–А и в плоскости качания шатунов Б–Б (рис. 1). Плоскости сечений с № 1 по № 8 по высоте располагались от верхнего торца цилиндра на расстоянии: № 1 – 10 мм; № 2 – 25 мм; № 3 – 50 мм; № 4 – 100 мм; № 5 ‒ 140 мм; № 6 – 175 мм; № 7 – 225 мм; № 8 ‒ 270 мм.
Результаты исследований
Измерения выполнялись с трех- и пятикратной повторностью, всего 512. При каждом определены отклонения от настроечного размера 130 мм. По сечениям цилиндров участки, имеющие максимальное и минимальное значение, разделены на восемь групп, условно обозначенных буквами а1, а2, б1, б2, в1, в2, г1, г2. Установлено среднее значение износа по сечениям и плоскостям каждой группы.
Наибольший износ имели цилиндры в плоскости А‒А в пределах от 50 до 95 мкм, преимущественно в сечениях № 2 и № 3, а также в других сечениях, кроме № 1 и № 8 в группах цилиндров б1, в1, в2, г1 и г2. В плоскости Б‒Б износ значительно меньше и не превышает 60 мкм.
По расположению большей оси овала, образовавшегося в результате изнашивания зеркала цилиндра, подконтрольные цилиндры разделены на
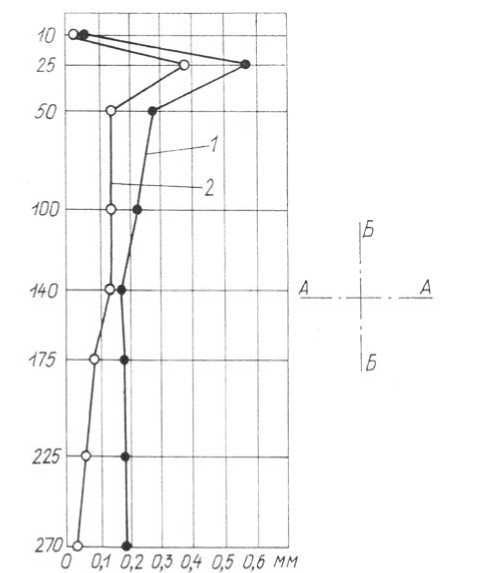
Рис. 1. Кривые нормального износа: 1 – в плоскости качания шатуна Б–Б; 2 – в плоскости продольной оси двигателя А–А
имеющие нормальный и анормальный износ [4]. Под нормальным имеется в виду износ, при котором большая ось овала расположена в плоскости качания шатуна. Другой признак нормального износа: износ увеличивается по зеркалу цилиндра снизу вверх и достигает максимума вблизи верхней мертвой точки. К понятию анормального относится износ, когда большая ось овала расположена в плоскости вдоль ряда цилиндров.
Из 32 цилиндров нормальный износ имели 14 из 10 двигателей. Среднее значение износа по сечениям и плоскостям А‒А и Б‒Б по десяти цилиндрам отнесены к группе а1, по четырем ‒ группе а2. По отклонениям размеров группы а1 построен график кривых износа (рис. 1). На графике видно, что износ в плоскости Б–Б (кривая 1) превышает износ в плоскости А–А (кривая 2). Такое превышение износа одинаково на всех уровнях по высоте цилиндров. Другие 18 цилиндров (56 % от общего числа контролируемых) из 12 двигателей имели анормальный износ. Большая ось овала у этих цилиндров расположена в плоскости А–А. Размеры износа цилиндров по их высоте ‒ неодинаковые.
В зависимости от величины износа по высоте цилиндры сгруппированы следующим образом. С большим износом в верхней и нижней частях отнесены к группам б1 и б2. Цилиндры с одинаково превышающим по всей высоте в плоскости А–А отнесены к группе В1, а имеющие одинаковую величину износа в обоих плоскостях А–А и Б–Б ‒ к группе в2. К группе г1 отнесены цилиндры с увеличенным износом в середине зеркала цилиндра, к группе г2 – с износом в средней и верхней частях.
По данным группы б1 построен график износа (рис. 2). На графике видно (кривая 2 ), что в нижней части цилиндра на расстоянии 175 и 225 мм от верхнего торца износ значительно больше, чем в средней. Увеличен износ и в верхней части на уровне 50 мм от торца цилиндра.
Формы кривых износа цилиндров группы в1 (рис. 3) отличаются от формы кривых нормального износа (рис. 1) местами расположения участков с наибольшим износом. Оси овалов, образовавшихся при изнашивании, во всех сечениях расположены в продольной плоскости А–А (кривая 2 ). Особенность характера износа цилиндров группы в2: размеры износа очень близки по величине в обоих плоскостях (продольной и ей перпендикулярной).
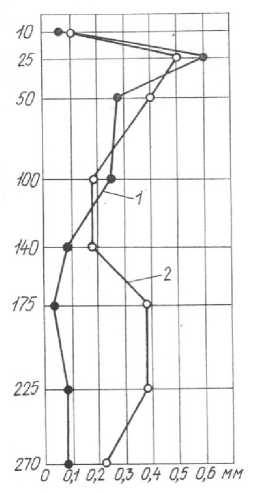
Рис. 2. Кривые анормального износа цилиндра по данным группы б1; 1 – в плоскости качания шатуна Б‒Б; 2 ‒ в плоскости продольной оси двигателя А‒А
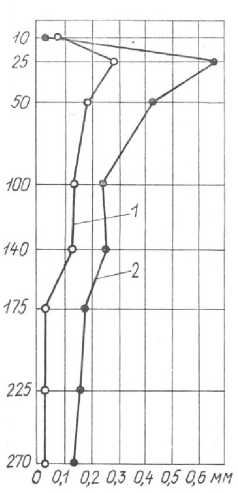
Рис. 3. Кривые анормального износа цилиндра по данным в1: 1 – в плоскости качания шатуна Б‒Б; 2 ‒ в плоскости продольной оси двигателя А‒А
Максимальное изнашивание происходит у цилиндров группы б1 и г2 (рис. 2‒3) ‒ по сечениям 175 и 25 мм. Сравнивая износ цилиндров по сечениям измерения и плоскостям А‒А и Б‒Б, можно сделать вывод: площадь просвета между поршнями и зеркалом цилиндров больше во всех случаях анормального износа. Естественно, что с увеличением площади просвета газы прорываются в картер интенсивнее, падает мощность двигателя, усиливается угар масла.
Причиной анормального износа цилиндров является перекос осей поршней и цилиндров в продольной плоскости блока двигателя. Перекошенное положение осей может быть следствием погрешностей и отклонений при выполнении операций шлифования коренных и шатунных шеек коленчатых валов на ремонтные размеры, расточки отверстий в головках шатунов, расточки опор коренных подшипников коленчатого вала и посадочных мест под цилиндры в блоке двигателя, расточка цилиндров в случае их восстановления.
В случаях перекоса оси шатунных шеек в плоскости ХОZ при повороте кривошипа поршень будет принимать перекошенное положение у верхней мертвой точки (ВМТ) с наклоном днища влево (рис. 4, а ), а у нижней мертвой точки (НМТ) с наклоном днища вправо (рис. 4, в ). В середине цилиндра в месте перехода с левого наклонного положения в правое перекоса нет (рис. 5, б ). Такими изменениями положения поршня объясняется характер кривых анормального износа контрольных цилиндров группы в1.
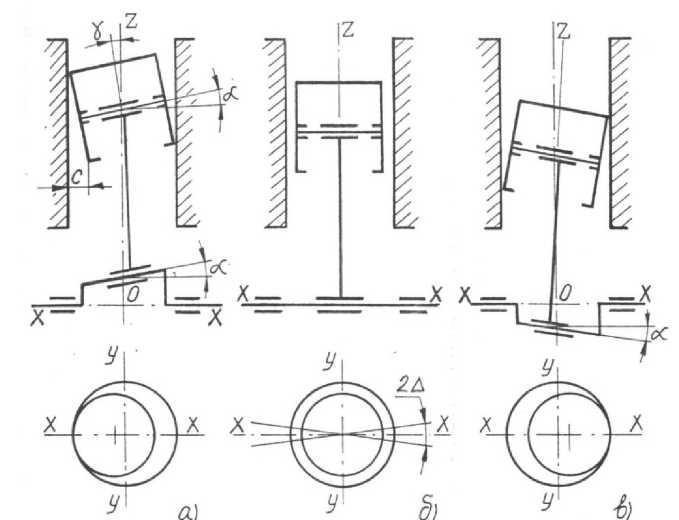
Рис. 4. Схема кривошипно-шатунного механизма ДВС при непараллельном положении оси шатунных шеек в координатной плоскости XOZ: а) поршень в верхней мертвой точке;
б) поршень в середине цилиндра; в) поршень в нижней мертвой точке
В положении ВМТ и НМТ угол наклона оси поршня Y равен углу перекоса оси шатунной шейки α (рис. 4, а ). Перекос поршня при этом будет максимальным. Зазоры у верхнего и нижнего торцов поршня тоже будут максимальными. Величину зазоров С max можно определить по формуле C max = h n . siny = h n sina , где h n ‒ высота поршня.
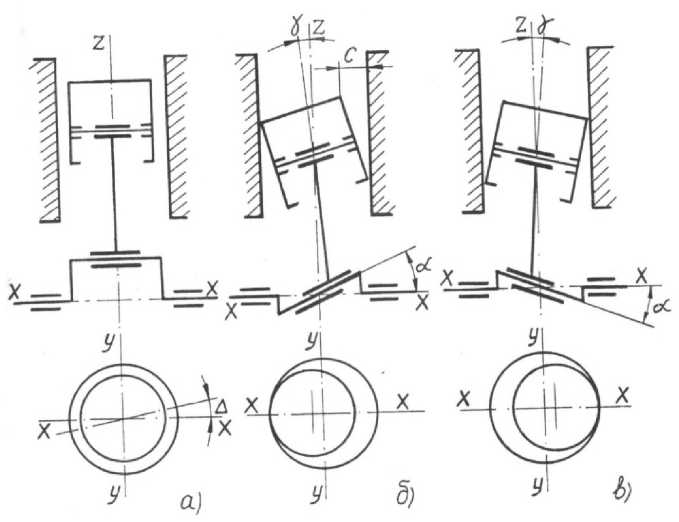
Рис. 5. Схема кривошипно-шатунного механизма при перекосе оси шатунных шеек в координатной плоскости XOY: а) поршень в верхней мертвой точке; б) поршень в середине цилиндра при повороте кривошипа на угол 90о; в) поршень в середине цилиндра при повороте кривошипа на угол 270о
При перекосе оси шатунной шейки коленчатого вала на угол, равный одной минуте, и при высоте поршня 175 мм (двигатель ЯМЗ-238НБ) зазор «С» при перекосе поршня составит 0,05 мм. При перекосе оси шейки под углом пять и восемь минут зазор «С» из-за перекоса поршня соответственно 0,20 и 0,40 мм. Учитывая, что диаметральный зазор в соединении поршень – цилиндр должен быть не менее 0,05 мм, зазоры 0,20 и 0,40 между зеркалом цилиндра и перекошенным поршнем могут быть компенсированы за счет суммарного зазора в соединениях кривошипно-шатунного механизма (КШМ) и цилиндропоршневой группы (ЦПГ) [6; 7].
По техническим требованиям на ремонт двигателей ЯМЗ-238НБ номинальный суммарный зазор в соединениях шатунная шейка ‒ подшипник, поршневой палец – втулка головки шатуна, поршень – гильза составляет: минимальный ‒ 0,30 мм, максимальный ‒ 0,47 мм. Следовательно, при минимальном суммарном зазоре контролируемой величиной перекоса поршня в продольной плоскости XOZ могут быть зазоры 0,20 и 0,40 мм как предельно компенсируемые.
Некомпенсируемый перекос поршня в продольной плоскости вызывает деформацию деталей КШМ и ЦПГ, приводя к повышению контактных напряжений в местах прилегания поршня к зеркалу цилиндра и интенсивному изнашиванию.
Заключение
Причиной анормального износа цилиндров двигателей ЯМЗ-238НБ является перекос поршней в цилиндрах. Перекос следует считать предельным при суммарном минимальном зазоре для двигателей ЯМЗ-238НБ 0,20‒0,40 м. Явным перекос поршней становится только после сборки КШМ и ЦПГ, так как в процессе завинчивания резьбовых соединений детали подвергаются упругому деформированию [8; 9]. Следовательно, определять наличие перекоса поршней и измерять его значение необходимо в процессе сборки двигателя после укладки коленчатого вала, установки цилиндров в блок-картер и монтажа поршней с шатунами до крепления поддона картера и головки цилиндров. Цилиндры должны быть прижаты к посадочному месту в блок-картере с усилием, равным усилию затяжки головки цилиндров [8; 10].
Суммарный зазор между поршнем и цилиндром необходимо измерять в продольной плоскости ряда цилиндров в трех положениях поршня ‒ у ВМТ, в середине цилиндра и у НМТ.
Omsk State Agrarian University named P.A. Stolypin, Omsk
Featyres of control of assemblag cylinder piston group
Список литературы Особенности контроля сборки цилиндропоршневой группы двигателей
- Бугаев В.Н. Эксплуатация и ремонт форсированных тракторных двигателей. М.: Колос, 1981. 208 с.
- Надежность и ремонт машин/В.В. Курчаткин ; под ред. В.В. Курчаткина. М.: Колос, 2000. 776 с. (Учебники и уч. пособия для высших учебных заведений).
- Корнилович С.А. Причины интенсивного изнашивания цилиндров двигателей ЯМЗ-238НБ//Вестн. СибАДИ. 2017. Вып. 2 (54). С. 70-75.
- Погорелый И.П. Обкатка и испытание тракторных и автомобильных двигателей. М.: Колос, 1973. 208 с.
- Влияние температурного режима работы двигателя КамАЗ-740 на влагосодержание масла при прогреве в условиях низких температур/А.В. Колунин //Двигателестроение. 2014. № 4. С. 43-45.
- Alt V.V., Olshevsky S.N., Klimenko D.N., Borisov A.A. Determination of intimal combustion engine power in a dynamic way using the methodology of analysis of stochastic processes//Actual problems of electronic instrument engineering (APEIE -2014) 2014. T. 1. C. 255-259.
- Соловьев В.Л., Корнилович С.А. Обеспечение точности и равномерности затяжки групповых резьбовых соединений при сборке узлов машин сельскохозяйственного назначения в условиях ремонта и технического обслуживания//Сельский механизатор. 2013. № 3. С. 44-45.
- Техническая эксплуатация сельскохозяйственных машин (с нормативными материалами). М.: ГосНИТИ, 1993.
- Салахутдинов И.Р., Хохлов А.Л., Сафаров К.У. Причины возникновения отказов и способы восстановления гильз цилиндров ДВС///Аграрная наука и образование на современном этапе развития: опыт, проблемы и пути решения: материалы Междунар. НПК. Ульяновск: УГСХА, 2009. Том V. С. 77-81.
