Особенности планирования трудоемкости технологических операций в современном автомобилестроении

Автор: Сафаров Дамир Тамасович, Кондрашов Алексей Геннадьевич, Юрасова Ольга Игоревна
Журнал: Теория и практика общественного развития @teoria-practica
Рубрика: Экономические науки
Статья в выпуске: 16, 2014 года.
Бесплатный доступ
Качественное планирование трудоемкости операций во многом определяет конкурентоспособность современных автомобильных предприятий. Однако в настоящее время на отечественных предприятиях до сих пор применяется планирование по укрупненным нормативам. Это приводит к неэффективности планирования как выполнения заказов в целом, так и занятости работников в частности. С целью повышения адекватности планирования предложено структурировать технологический процесс на вложенные друг в друга уровни с регистрацией выполняемых на них действий. Возможны различные виды структур, и в наиболее общем виде они будут представлять собой сочетание последовательно и / или параллельно выполняемых элементов. Представление процесса предложено в виде временных цепей, также в работе приведен пример расчета трудозатрат по укрупненным нормативам и по предлагаемой методике, который показал возможность оптимизации нормативной трудоемкости. Методика позволяет встроить в единую временную цепь все элементы процесса: от мельчайших -рабочего хода - до наладочных действий, что позволяет строго планировать занятость оператора и дает основу для расчета потребления ресурсов в каждом элементе процесса.
Трудоемкость, затраты времени, технологическая операция, временная цепь, эффективность труда, планирование
Короткий адрес: https://sciup.org/14936148
IDR: 14936148 | УДК: 658.531
The specific features of planning of the labour input of manufacturing process in the modern motor-car industry
The proper planning of the labour-output ratio of operations in many respects determines the competitiveness of modern motor-car industry businesses. However, domestic enterprises still apply the planning according to the itemized standards. This leads both to inefficient scheduling of orders in general, and to ineffective employment of workers. In order to increase the adequacy of planning it is offered to structure the manufacturing process by dividing it into the interfolded levels with registration of actions attributed to them. Different types of structures are possible and in the most general representation they combine sequentially and/or simultaneously executed elements. The process is presented in the form of temporal chains. The author compares calculation of the labour input according to the itemized standards and the suggested technique, which has shown the possibility of optimization of the standard labour content. The technique allows you to embed all the elements of the process in a united temporal chain: from the smallest, like a working operation, to the adjustment actions, which makes it possible to plan strictly the employment of the operator and gives a basis for calculation of resource consumption on each stage of the manufacturing process.
Текст научной статьи Особенности планирования трудоемкости технологических операций в современном автомобилестроении
В современных условиях важнейшим направлением повышения эффективности деятельности машиностроительных предприятий является совершенствование системы нормирования и планирования трудоемкости технологических операций. Традиционно в автомобилестроении пла- нирование трудоемкости осуществляется на основе штучного и штучно-калькуляционного времени. Штучное время нормирует трудоемкость изготовления детали, включает длительность как внутриоперационных процессов - основного (машинного) и вспомогательного времени, так и время на обслуживание рабочего места [1]. При расчете нормы труда в серийном производстве к указанным составляющим добавляется время на переналадку оборудования, называемое подготовительно-заключительным временем. Приведенные нормы рассчитываются укрупненно, значения составляющих норм труда принимаются в процентном отношении от оперативного времени.
Такой метод нормирования труда, получивший широкое распространение в период планово-административной экономики, был эффективен для укрупненного планирования. Однако он не давал возможности для управления процессом производства. В настоящее время в автомобилестроении преобладают компактные узкоспециализированные предприятия, работающие с нестабильными по объемам и срокам заказами автокомпонентов, для которых укрупненное планирование просто недопустимо.
Использование микроэлементного нормирования [2] основано на проектировании рационального трудового процесса, то есть отборе лишь необходимых, рациональных трудовых движений, минимально необходимых для осуществления трудового процесса. Оно применяется для определения наиболее эффективного метода работы и планировки рабочего места, оценки эффективности работы, разработки стандартных рабочих процедур и инструкций. Данный метод способствует оптимизации норм труда, но не учитывает взаимосвязь элементов процесса с выпуском конечного продукта.
В работе предлагается структурировать технологический процесс на вложенные уровни с представлением в виде временной цепи. В технологии машиностроения принято выделять пять структурных элементов технологического процесса. Опираясь на положения [3] и материалы [4; 5], можно выделить следующие составляющие, достаточные для построения временной модели структуры технологического процесса: операция, установ, позиция, переход, рабочий ход.
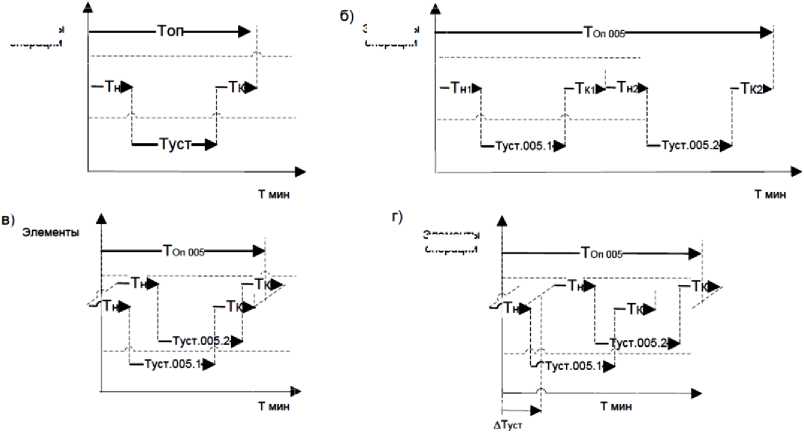
Структуру процесса представим в виде иерархического дерева, самым верхним элементом которого является операция, простейшим - рабочий ход инструмента. Процессы обработки реализуются во времени, существуют следующие варианты их реализации: простейший, включает в себя одну структурную составляющую (рисунок 1, а); с последовательным выполнением структурных составляющих (рисунок 1, б); с одновременным выполнением структурных составляющих (рисунок 1, в); с одновременно-последовательным выполнением структурных составляющих (рисунок 1, г).

Рисунок 1 - Виды временных структур технологических операций обработки резанием: а) простейшая; б) последовательная; в) одновременная;
г) одновременно-последовательная
Возможны следующие варианты структуры временной цепи и формулы нахождения дли- тельности операции:
простейшая (рисунок 2, а): топ
005 Тн+Т уст 005.1 + Тк ’
последовательная (рисунок2, б): Т _т ,т т +т + т ;
’ , Т оп _005 - Т н 1 + Т уст 005.1 + Т К 1 + Т н 2+Т уст 005.2 + Т к 2
одновременная (рисунок 2, в): - + ,
Топ_005 Тнmax уст _ max Тк_max где Туст пих — лимитирующая (максимальная) длительность процесса;
одновременно-последовательная (рисунок 2, г):
Топ _ 005 - Тн1+Туст005.1 + ТК11 IТн2+Туст005.2 + Тк2 АТ уст где Атуст - смещение времени между началом установов,
Тн и Тк — длительности начальных и конечных операционных процессов.
Использовать временные цепи можно для решения следующих задач:
-
– обратной – нахождение длительности операции при известных значениях всех звеньев цепи (всех ее структурных элементов);
-
– прямой – нахождение значений звеньев цепи при установленных ограничениях на длительность операции. Эта задача решается при проектировании ранее не существовавшего процесса. Добиться этого можно в основном изменением структуры составляющих операции.
Элементы операции
Элементы операции
операции
Рисунок 2 - Варианты реализации временных связей: а) простейшая; б) последовательная; в) одновременная; г) одновременно-последовательная
а)
Элементы операции
Пример реализации методики рассмотрим для случая токарной обработки детали типа «вал» (рисунок 3, а) на станке с программным управлением.
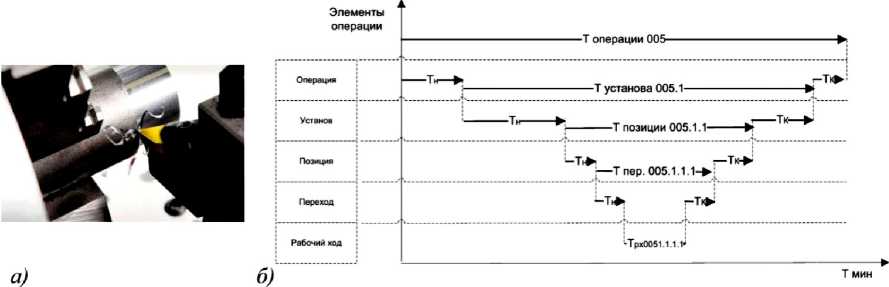
Рисунок 3 - Токарная обработка вала (а - внешний вид, б - временная цепь)
В наиболее простом случае структура операции будет такой, как в таблице 1, а ее временная цепь показана на рисунке 3, б. Здесь Т и Т – длительности начальных и заключительных процессов. Длительность основных процессов на каждом уровне состоит из длительности процессов нижерасположенного уровня.
Таблица 1 - Структура простейшей токарной операции
|
Уровень в структуре |
Процессы и их длительность |
Нормируемый параметр |
||
|
Начальный |
Основной |
Заключительный |
||
|
Операция |
Доставка заготовки в токарный патрон Т = 0,2 мин |
Процессы установа T = 0,2 + 1,2 + 0,2 = = 1,6 мин |
Доставка полуфабриката в тару Т = 0,2 мин |
Работа оператора Т = 0,4 мин |
|
Установ |
Закрепление заготовки в токарном патроне Т = 0,2 мин |
Процессы позиции T = 0,05 + 1,1 + 0,05 = 1,2 мин |
Раскрепление полуфабриката Т = 0,2 мин |
Работа оператора Т = 0,4 мин |
Продолжение таблицы 1
|
Позиция |
Включение шпин деля Тн = 0,05 мин |
Процессы перехода T = 0,1 + 0,9 + 0,1 = = 1,1 мин |
Выключение шпинделя Т = 0,05 мин |
Работа двигателя главного движения в неустановив- шемся режиме Т = 0,1 мин |
|
Переход |
Ускоренный подвод инструмента Тн = 0,1 мин |
Процессы рабочего хода T = 0,05 + 0,8 + 0,05 = 0,9 мин |
Ускоренный отвод инструмента Т = 0,1 мин |
Работа двигателя ускоренных перемещений Т = 0,1 мин |
|
Рабочий ход |
Включение рабочей подачи Т н= 0,05 мин |
Перемещение инструмента с рабочей подачей T = 0,8 мин |
Выключение рабочей подачи Т к = 0,05 мин |
Работа двигателя привода подачи Т = 0,9 мин |
Такое структурирование позволяет нормировать каждый процесс более строго и эффективно. Полученные нормы труда будут технически обоснованными нормами, которые предусматривают проектирование рационального технологического процесса, эффективное использование средств производства и самого труда. Такой подход к нормированию труда позволяет успешно анализировать и управлять производственным процессом.
Для примера сравним трудозатраты, рассчитанные по предлагаемой методике и по методу укрупненного нормирования, для обработки партии из N n = 1000 деталей на токарной операции. Время наладки станка составило: Т нал = 30 мин. Согласно «Справочнику технолога машиностроителя» [6], штучно-калькуляционное время составит:
T
Тшк. = to +1всп. + toPr. + 1тех. + /. + -нал- = 0,8 + 0,16 + 0,0768 + 0,0768 + 0,0384 + 1000 = 1,182 мин / деталь где to = 0,8 мин - основное время;
1В = 0,2 to = 0,16 мин - вспомогательное время (20 % основного времени);
tor= = 0,08(to + tBCJ=0,08(0,8+0,16) = 0,0768 мин - время на организационное обслуживание рабо чего места (8 % от to +1Bm.Y;
1те = 0 °,°8 ( t o+ 1вс J= 0,08(0,4 + 0,08) = 0,0768 - время на техническое обслуживание рабочего места
(8 % от t o + 1 всП. );
tor= = 0,04(to+ts07.)=0,04(0,4+0,08) = 0,0084мин - время на отдых и личные потребности (4 % от to + 1 ВСП. ).
Полученная величина является основной для расчета как трудозатрат, так и затрат на электроэнергию. Так, нормативные затраты на оплату труда для данной партии деталей и часовой тарифной ставке ЧТС = 300 руб./час составят:
Зчтс = тш.к. • N • ЧТС /60 = 1,182 • 1000 • 000/60 = 5910 руб.
Согласно предлагаемой методике, штучно-калькуляционное время составит:
Т нал мин
Т Ш . К . процессовустанова , ,
п
Однако, как видно из таблицы 1, труд оператора, который устанавливает и закрепляет заготовку на станке, присутствует лишь на уровнях операции и установа и составляет Т р.о. = 0,8 мин. На уровнях позиции, перехода и рабочего хода все действия выполняются автоматически (станком с программным управлением), поэтому оператор здесь не участвует и при отлаженном процессе может быть задействован для выполнения других процессов на близлежащих рабочих местах. Нормативные затраты на оплату труда в этом случае составят:
ЗчтС = Т„о • N • ЧТС /60 = 0,8 - 1000 • 000/60 = 4000 руб. ЧТС р . о .. п
Как видно из расчетов, при укрупненном нормировании труда затраты на оплату труда были запланированы выше необходимого уровня, а срок выполнения задания - ниже необходимой нормы времени. Это приводит к неэффективному планированию сроков выполнения заданий и загруженности работника.
Как известно, эффективность (производительность) труда - это показатель экономической эффективности трудовой деятельности работников, отношение результата труда к затратам труда. На уровне предприятия рост производительности труда найдет проявление в снижении затрат труда (трудоемкости) на единицу продукции, сокращении времени производства продукции, снижении затрат заработной платы на один рубль продукции, снижении доли затрат на оплату труда в себестоимости продукции.
Временная цепь, построенная с учетом структуры конкретного технологического процесса, позволяет встроить в единую временную цепь все его элементы: от мельчайших – рабочего хода – до наладочных действий по установке приспособления, что создает основу для дальнейших расчетов (например, для расчета потребления ресурсов в каждом элементе структуры) и позволяет оптимизировать нормативную трудоемкость (затраты труда) и повысить эффективность планирования на предприятии.
На наш взгляд, необходимо изменить представление об устаревших укрупненных нормах труда в автомобилестроении, искажающих реальную ситуацию на современных производствах, разработать и создать новые справочники нормативов по труду, отвечающие современным требованиям реальной ситуации на производстве, что повысит эффективность работы технологов и нормировщиков на машиностроительных предприятиях.
Таким образом, в целях совершенствования системы нормирования и планирования трудоемкости технологических операций в современных условиях, повышения эффективности деятельности машиностроительных предприятий предлагается методика расчета трудоемкости, основанная на структурировании технологического процесса. Применение данной методики позволит выявлять скрытые резервы роста производительности труда, оптимизировать уровень норм труда на предприятии, что повлечет за собой повышение производительности (эффективности) труда при выполнении отдельной технологической операции и в целом на предприятии, а также повысит эффективность управления производственным процессом.
Ссылки:
-
1. Справочник технолога машиностроителя : в 2 т. Т. 2 / под общ. ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. 5-е изд. перераб. и доп. М., 2001. 941 с. : ил.
-
2. Максимов Д.Г. Возникновение и развитие микроэлементного нормирования труда // Вестник Удмуртского университета. 2014. Вып. 1.
-
3. ГОСТ 3.1109–82 Процессы технологические. Основные термины и определения [Электронный ресурс]. М., 2000. 15 с.
-
4. Касьянов С.В., Чемборисов Н.А. Формализация признаков способа формообразования поверхностей деталей резанием // Автоматизация технологических и производственных процессов : межвуз. сб. науч. тр. Набережные Челны, 1994. С. 39–43.
-
5. Маталин А.А. Технология машиностроения : учебник. 2-е изд., испр. СПб., 2008. 512 с. : ил.
-
6. Справочник технолога машиностроителя.
Список литературы Особенности планирования трудоемкости технологических операций в современном автомобилестроении
- Справочник технолога машиностроителя: в 2 т. Т. 2/под общ. ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. 5-е изд., перераб. и доп. М., 2001. 941 с.: ил.
- Максимов Д.Г. Возникновение и развитие микроэлементного нормирования труда//Вестник Удмуртского университета. 2014. Вып. 1.
- ГОСТ 3.1109-82. Процессы технологические. Основные термины и определения [Электронный ресурс]. М., 2000. 15 с.
- Касьянов С.В., Чемборисов Н.А. Формализация признаков способа формообразования поверхностей деталей резанием//Автоматизация технологических и производственных процессов: межвуз. сб. науч. тр. Набережные Челны, 1994. С. 39-43.
- Маталин А.А. Технология машиностроения: учебник. 2-е изд., испр. СПб., 2008. 512 с.: ил.
- Справочник технолога машиностроителя.
