Особенности стружкообразования и пластического деформирования при прерывистом резании

Автор: Солодков В.А., Жуков В.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Установлено, что предотвращение завивания стружки в момент врезания при прерывистом резании вызывает снижение температуры резания и, как следствие, приводит к уменьшению износа твердосплавного инструмента.
Прерывистое резание, стружкообразование, контактное взаимодействие, корень стружки, прижимной элемент
Короткий адрес: https://sciup.org/148198980
IDR: 148198980 | УДК: 621.91
Features of chip formation and plastic deformation at interrupted cutting
It is established that prevention of chip curling during the moment of incision at interrupting cutting calls lowering of cutting temperature and as consequence leads to reduction of hard-alloy instrument wear.
Текст научной статьи Особенности стружкообразования и пластического деформирования при прерывистом резании
Жуков Виктор Васильевич, магистрант
Рис. 1. Корень стружки при длине резания 0,8 мм (сталь 45 – ВК8; V = 60 м/мин)
Описанные особенности контактного взаимодействия ярче всего проявляются в различиях основных характеристик прерывистого и установившегося резания и, прежде всего длине контакта, угле сдвига, усадке стружки и силе резания (сравнение при одинаковых условиях обработки). Длина контакта С при прерывистом резании в среднем в 1,5 раза меньше, чем при непрерывном или установившемся резании. При этом данная характеристика непостоянна и непрерывно увеличивается по длине реза (рис. 2). Основной причиной меньшей длины контакта является интенсивное завивание стружки в вертикальной плоскости. Стружка при прерывистом резании имеет вид запятой, причем наиболее закручено ее начало (рис. 3). Считается, что при установившемся резании завивание в вертикальной плоскости связано с неравномерностью деформации по высоте стружки [1, 2]. При прерывистом резании в условиях формирования с высокой скоростью зоны контактных пластических деформаций эта неравномерность еще больше. На том же графике (рис. 2) показано изменение угла сдвига β по длине реза (угол сдвига определялся по начальной границе зоны стружкообразования на микрошлифах корней стружек, полученных в различные моменты от начала врезания). Угол сдвига является одной из важнейших характеристик процесса резания, поскольку он определяет усадку стружки, характеризует работу, затрачиваемую на пластическое деформирование и, следовательно, уровень энергии, выделяемой в процессе стружкообра-зования в виде тепла. Его изменение зеркально повторяет характер изменения длины контакта: в первые мгновения после врезания угол сдвига резко уменьшается, после чего плавно приближается к значению угла сдвига при установившемся резании в тех же условиях (на рис. 2 угол сдвига ∼ 300, тогда как при установившемся резании в тех же условиях он составляет ∼ 180).
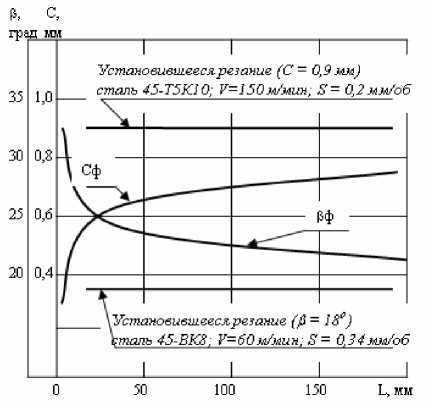
Рис. 2. Влияние длины единичного реза L на длину контакта С ф и угол сдвига β ф при прерывистом резании стали 45

Рис. 3. Типичная форма стружки при прерывистом резании
Температура резания в данной работе определялась хорошо известным и широко применяемым способом – методом естественной термопары. С его помощью можно определить среднеинтегральную температуру резания. К особенностям измерения термо-ЭДС при прерывистом резании относится замыкание образующейся строки на обрабатываемую заготовку, что вызвано уже отмеченным типичным для прерывистого резания явлением интенсивного завивания стружки в вертикальной плоскости. Чтобы исключить искажение сигнала термо-ЭДС по этой причине, поверхность обрабатываемой заготовки закрывалась диэлектрической пластиной. Измерение термо-ЭДС при прерывистом и установившемся резании и проводились в строго одинаковых условиях с помощью одного и того же резца. Установлено, что термо-ЭДС, а следовательно, температура прерывистого резания при постоянной толщине среза по длине реза растет. При этом уровень термо-ЭДС при установившемся резании лишь ненамного превышает термо-ЭДС прерывистого резания. В таблице 1 приведены результаты измерения термо-ЭДС резания и соответствующие им температуры. В некоторых случаях для сравнения приведены расчетные значения температур. Наблюдается хорошее совпадение полученных экспериментально и расчетных данных. Для прерывистого резания в таблице 1 даны значения термо-ЭДС и соответствующие им температуры в начале и в конце рабочего хода.
Анализ температурно-деформационных особенностей прерывистого резания позволяет определенно говорить о решающем вкладе повышенной скорости деформаций в рост интенсивности тепловыделений при прерывистом резании. Анализ же явлений, вызывающих повышенную скорость деформации приводит к следующим выводам. Непосредственной причиной повышенной скорости деформаций является меньшая усадка стружки (больший угол сдвига) и, как следствие, более высокая скорость ее движения. Другими словами, при одной и той же скорости резания среднеинтегральная скорость деформации по длине реза при прерывистом резании существенно выше, чем скорость деформации при установившем резании. Также увеличению скорости деформаций способствует меньшая толщина контактной зоны на передней поверхности при прерывистом резании. В свою очередь меньшая усадка стружки связана с меньшей величиной касательных сил на передней поверхности из-за меньшей длины полного и пластического контакта. Наконец меньшая длина контакта является следствием интенсивного завивания стружки в вертикальной плоскости.
Если логику вышеприведенных рассуждений рассмотреть в обратной последовательности, то можно предположить, что если устранить или уменьшить завивание стружки, то возможно увеличение длины контакта и как следствие сил на передней поверхности и усадки стружки. В результате должна уменьшиться скорость движения стружки. В итоге должна снизиться скорость пластических деформаций, интенсивность тепловыделений и соответственно температура прерывистого резания.
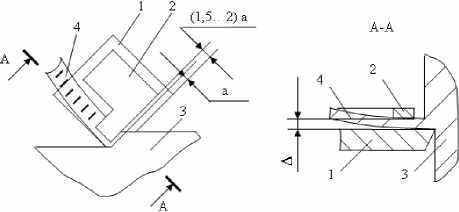
Рис. 4. Схема расположения прижимного элемента на передней поверхности режущей пластины
Таблица 1. Результаты сравнительного исследования термо-ЭДС при установившемся и прерывистом резании
|
Сталь -твердый сплав |
Скорость резания, м/мин |
ЭДС-резания, мВ |
Температура резания, град С |
Расчетная температура, град С |
|||||
|
установившееся резание |
прерывистое резание |
установившееся резание |
прерывистое резание |
установившееся резание |
прерывистое резание |
||||
|
начало реза |
конец реза |
начало реза |
конец реза |
||||||
|
Сталь |
150 |
13,6 |
12,4 |
13,4 |
811 |
724 |
783 |
781 |
761 |
|
45 - |
120 |
13,0 |
11,6 |
12,8 |
724 |
631 |
695 |
697 |
663 |
|
Т5К10 |
90 |
13,2 |
11,0 |
12,0 |
652 |
539 |
617 |
633 |
589 |
Для проверки этого предположения в конструкцию фрезерного инструмента с механическим креплением твердосплавной режущей пластины был введен новый элемент (рис. 4). На переднюю поверхность режущей пластины 1 накладывался упругий прижимной элемент 2 на расстоянии от режущей кромки равном приблизительно двум толщинам срезаемого слоя а. При резании заготовки 3 образующаяся стружка 4 попадала под прижимной элемент 2, который устанавливался относительно передней поверхности режущей пластины с некоторым зазором Δ. Прижимая проходящую под ним стружку к передней поверхности, этот элемент препятствовал ее завиванию и вынужденному отрыву от передней поверхности. Как показал эксперимент, прижимной элемент практически устраняет явление завивания стружки, кроме того существенно меняются характеристики резания, растут длина контакта, силы резания, усадка стружки. На основании измеренных характеристик процесса произведен сравнительный расчет температуры резания. Результаты расчета показывают снижение температуры резания при использовании прижимного элемента. Результаты расчета подтверждаются экспериментально. При использовании прижимного элемента снижение термо-ЭДС составляет 1,0-1,5 мВ, что в соответствии с тарировочными зависимостями для этой пары материал-инструмент эквивалентно 50-100°С температуры резания.
Выводы: применение прижимного элемента, снижая скорость движения стружки, снижает скорость контактных пластических деформаций и, следовательно, интенсивность тепловыделений. Температура падает и из-за улучшения условий стока тепла, так как длина контакта существенно увеличивается. В результате снижение температуры резания приводит к уменьшению износа по передней поверхности. По задней поверхности износ также уменьшается, что вызвано, очевидно, кроме общего снижения температуры, также удалением основного источника тепловыделений от режущей кромки.
Список литературы Особенности стружкообразования и пластического деформирования при прерывистом резании
- Солодков, В.А. Влияние прерывистости процесса резания на его основные характеристики/В.А. Солодков//Станки и инструменты. -2006. -№ 9. -С. 23-25.
- Кабалдин, Ю.Г. Синергетика. Управление процессами механообработки в автоматизированном производстве. -Комсомольск-на-Амуре: Изд-во Комс.-на-Амуре гос. техн. ун-та, 1997. -260 с.
