Особенности сушки порошковых пищевых продуктов в псевдоожиженном режиме

Автор: Алексеев Геннадий Валентинович, Егорова Ольга Алексеевна, Леу Анна Геннадьевна, Дерканосова Анна Александровна
Рубрика: Технологические процессы и оборудование
Статья в выпуске: 4 т.5, 2017 года.
Бесплатный доступ
Рассмотрены основные приемы сушки пищевых порошков. Выбран и на модельном уровне более подробно рассмотрен один из них, как наиболее ответственный этап при производстве крахмала. В пищевой промышленности применяются разнообразные сушилки. Конструкция сушилки должна, прежде всего, обеспечить равномерный нагрев и сушку продукта при надежном контроле его температуры и влажности. Сушилки должны иметь достаточно высокую производительность, но при этом должны быть экономичными по удельным расходам теплоты и электроэнергии, иметь, возможно, меньшую металлоемкость. Методы сушки различаются способами подвода теплоты. В сушильной технике применяются конвективный, кондуктивный (либо контактный), термоизлучением (при помощи инфракрасных лучей) и токами высокой и сверхвысокой частоты. Широкое распространение получил конвективный способ сушки материалов. Сушильный агент (нагретый воздух, перегретый пар либо смесь топочных газов) выполняет функции теплоносителя и влагопоглотителя. Простота, возможность регулирования температуры материала - преимущества этого метода. Но при этом способе градиент температуры направлен в сторону, противоположную градиенту влагосодержания, что тормозит удаление влаги из материала. Другим недостатком конвективного способа сушки являются относительно небольшие величины коэффициента теплоотдачи от сушильного агента к поверхности материала. Возможности интенсификации конвективной сушки связаны с увеличением тепломассообмена между материалом и сушильным агентом путем повышения скорости и температуры сушильного агента либо уменьшения размера частиц. В камерных, ленточных конвейерных, тоннельных и шахтных сушильных установках процесс осуществляется в неподвижном слое. Тоннельные сушильные установки используют для сушки плодов. Для их установки характерны простота конструкции, надежность в работе. Применение смеси топочных газов с воздухом в них хотя и экономично, но существует опасность возникновения канцерогенных веществ. В связи с этим в современных тоннельных сушильных установках заменена система подготовки сушильного агента.
Порошковые пищевые продукты, виды сушильных процессов, сушка в псевдоожиженном слое
Короткий адрес: https://sciup.org/147160863
IDR: 147160863 | УДК: 664:542.69 | DOI: 10.14529/food170405
Specifics of powdered food products' drying in a fluidized mode
The main methods of drying food powders are considered. One of these, since viewed as the most important stage in starch production, is selected and its model is considered in detail. In the food industry various dryers are used. Construction of a dryer should first of all provide uniform heating and drying of a product and reliable monitoring of its temperature and humidity. Dryers should have rather high performance, but at the same time they should be cost effective with regard to specific expenditures of heat and electric power, and should probably have smaller content of metal. Methods of drying differ by heat input methods. Drying technique uses convective, conductive (or contact), thermoradiation (by means of infrared rays) methods, and the method of using high- and super-high frequency currents. The convective method of drying materials is widely adopted. The drying agent (heated air, superheated steam or a mixture of furnace gases) performs functions of a heat carrier and moisture absorber. Simplicity, and possibility of regulation of material temperature are the advantages of this method. But in this method the temperature gradient is directed to the side opposite to moisture content gradient, what slows down removing of moisture from material. Another drawback of the convective method of drying are relatively small values of coefficient of heat transmission from the drying agent to the surface of material. The possibility of intensification of convective drying are caused by the increase in heat-mass exchange between material and drying agent by means of increasing speed and temperature of the drying agent, or by the reduction of the size of particles. In chamber, belt-conveyor, tunnel and tower drying installations process is carried out in a non-moving layer. Tunnel drying installations are used for drying fruits. Simplicity of design and reliable operation are characteristic of these installations. Using a mixture of furnace gases with air content may be cost effective, but there is a danger of generation of cancerogenic substances. In this regard, in the modern tunnel drying installations the system of drying agent treatment is changed.
Текст научной статьи Особенности сушки порошковых пищевых продуктов в псевдоожиженном режиме
Основной недостаток тоннельных сушильных установок - параллельное движение воздуха и материала значительно уменьшает контакт и теплообмен между ними. Кроме того, обслуживание тоннельных сушилок требует больших затрат ручного труда на загрузку и выгрузку материала на сита и тележки. Шахтные сушильные установки типов с опрокидывающимися полками обеспечивают непрерывность процесса сушки. Однако продолжительность сушки пищевых материалов в этих аппаратах выше, чем в ленточных конвейерных сушильных установках. Наиболее совершенные из них - ленточные конвейер ные сушильные установки, обеспечивают непрерывность процесса сушки. Однако они также имеют существенные недостатки: ограниченная скорость и неравномерное распределение воздуха приводят к неравномерному распределению тепла и влаги, к возможным местным перегревам материала. Интенсификация сушки пищевых материалов во взвешенном слое объясняется гидродинамикой процесса. Сушка во взвешенном слое осуществляется в аппаратах кипящего (псевдоожиженного) и фонтанирующего слоя. Кипящий слой образуется в камере постоянного сечения, фонтанирующий - в каналах переменно- го сечения с постепенным расширением по ходу движения сушильного агента. В связи с этим в кипящем слое скорость воздуха в верхней части камеры выше, чем внизу, из-за стремления воздуха к расширению, и движение частиц материала начинается в верхней части слоя. При постепенном расширении канала по ходу движения воздуха в фонтанирующем слое максимальная скорость его будет в нижней части слоя, и отсюда начинается движение частиц, что исключает их слеживание. Взвешенный слой характеризуется непрерывным хаотическим движением и перемешиванием частиц в определенном объеме по высоте, высокоразвитой поверхностью соприкосновения материала с нагретым воздухом, так как при этом способе сушки каждая частица равномерно омывается потоком нагретого воздуха со всех сторон. Это приводит к равномерному нагреву материала и срыву пограничного слоя испаряющейся влаги, что позволяет применять повышенные температуры нагретого воздуха до 110–180 °С в зависимости от вида материала. В результате значительно сокращается продолжительность сушки, уменьшается воздействие теплоты на продукт, увеличивается удельная нагрузка материала, лучше сохраняются свойства продукта, чем при низкотемпературной сушке в неподвижном слое. Начальная фаза кипящего слоя не обеспечивает движения и полного перемешивания всех частиц, поэтому сушку проводят в развитой стадии кипящего слоя, при котором высота слоя движущихся частиц вдвое превышает начальную высоту неподвижного материала [1, 2].
Гидравлическое сопротивление слоя в состоянии устойчивого фонтанирования составляет 12–30 % величины удельной нагрузки материала по отношению к площади поперечного сечения слоя, не зависит от вида материала, формы и размера частиц, является величиной постоянной для камеры данной конструкции и определяется углом конусности. Кипящий слой образуется либо под воздействием вибрационных колебаний, либо при совместном воздействии вибрационных колебаний и скорости воздуха. В первом случае теп-лоподвод осуществляется инфракрасными лучами либо контактным способом, второй случай относится к конвективному методу сушки [3].
Вибрация передается рабочей сетке, лотку, виброжелобу либо всей сушильной камере от специальных вибраторов: механических типа виброгрохотов, пневматических, электромагнитных. Элементы, подвергаемые вибрации, находятся под углом 8–10°, упруго подвешены к соответствующим витым пружинам, рессорам, упругим подвескам из резины. Сушильные установки кипящего слоя компактны, обеспечивают хорошее перемешивание, турбулизацию пограничного слоя и транспортировку материала. В этих установках нет уноса материала, длительность пребывания материала в сушильной установке регулируют, например, изменением высоты порога на входе в разгрузочный патрубок [4, 5].
Рассмотрим основные закономерности сушки пищевых порошков в псевдоожиженном слое, для чего сформулируем основные допущения модели.
Известно, что процесс сушки характеризуется тремя периодами: периодом прогрева материала, периодом постоянной сушки (I период) и периодом падающей скорости сушки (II период). На рис. 1 показаны соответствующие зависимости изменения влажности (а) и температуры (б) материала от времени процесса. В связи с тем, что расход теплоты в период прогрева материала (по кривой АВ) и его продолжительность в сравнении с расходами теплоты в I и II периоды и их продолжительностью являются незначительными, расчет периода прогрева материала не представляет интереса. В период постоянной скорости сушки вся теплота, подводимая к материалу, затрачивается на поверхностное испарение влаги (прямая ВС). При этом температура материала остается постоянной и равной температуре мокрого термометра. Скорость сушки в этот период лимитируется скоростью поверхностного испарения. В период падающей скорости сушки испарение влаги с поверхности материала замедляется, и его температура начинает повышаться (по кривой CD). В этот период перенос влаги в частице материала лимитируется как внешней, так и внутренней диффузией, а перенос теплоты определяется как внешним, так и внутренним теплообменом. Будем считать, что высушиваемый материал является монодисперсным, и частицы имеют сферическую форму. Примем также, что структура потоков материала и сушильного агента описывается моделью идеального смешения.
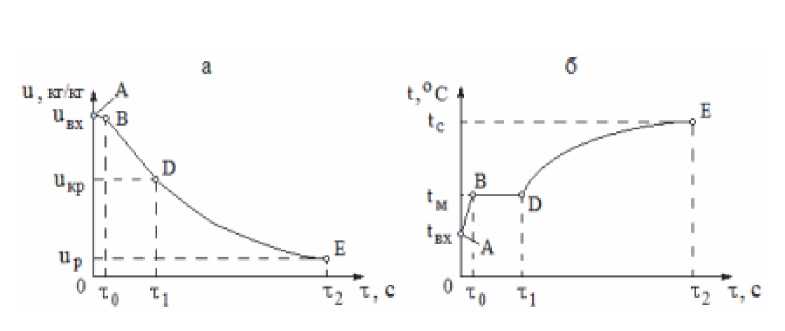
Рис. 1. Кривая процесса сушки (а) и температурная кривая материала
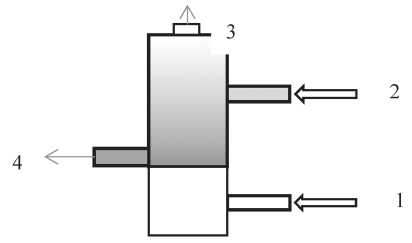
Рис. 2. Принципиальная схема устройства псевдоожиженной сушки:
1 – подача сушильного агента; 2 – влажный компонент;
3 – выход отработанного агента; 4 – сухой компонент
Предположим, что процесс реализуется в сушилке простейшей конструкции (рис. 2), где сушильный агент подается в нагревательную камеру через патрубок 1, а сама камера через распределительную решетку соединена непосредственно с сушильным отделением, в которое подается высушиваемый материал через патрубок 2. Удаляется высушенный материал через патрубок 4, а отработанный горячий воздух удаляется через выходной патрубок 3.
Рассмотри процесс, реализуемый в такой сушилке [6–8]. В период прогрева материала его температура возрастает от начальной температуры tвх до температуры мокрого термометра tм и остается постоянной до периода падающей скорости сушки. В связи с тем, что при разработке математического описания была принята модель идеального смешения материала в псевдоожиженном слое, то можно считать, что начальная температура материала во втором периоде сушки равна температуре мокрого термометра, то есть t1 = tм. Изменение температуры частицы материала во втором периоде сушки описывается следующей системой уравнений:
d t(r,т) = a± 1 Ь ^".
дт r2 dr dr
t(r,т) т=о=ti;
d t(r, т)
d r
r = 0
= 0;
X d t(r , т) = a [ tc - t(r, т )| ] •
L C v, vir=ro J
-
3 r0
t ср (T) = — J r2t(r, T)dr r0 0
В этой системе уравнений приняты следующие обозначения: а – коэффициент температуропроводности, t – температура частицы, t 1 – начальная температура частицы, t с – температура среды, α – коэффициент теплоотдачи в газовой фазе, λ – коэффициент теплопроводности.
Решение этой системы уравнений целесообразно провести в пакете Matchad [9–11].
Численные оценки проведем на основа- нии литературных и экспериментальных данных для сушки картофельного крахмала. С этой целью выбирали следующие значения необходимых численных данных для выбранной модели:
Производительность сушилки по сухому материалу G, кг/c– 0,1
Диаметр сушилкиDa, м– 1
Высота кипящего слоя H, м – 0,3 Влагосодержание материала, поступающего на сушку u вх , кг/кг – 0,35
Температура воздуха поступающего в сушилку, tc, °C– 200
Температура материала, поступающего на сушку, ϴ1, °C– 10
Средний диаметр частиц материала d 3 , м – 1×10–3
Рабочая скорость воздуха w, м/с– 1,8
Плотность материала ρ м , кг/м3 – 1500
Плотность сушильного агента ρ г , кг/м3 – 1 Динамический коэффициент вязкости сушильного агента μ г , Па·с – 2×10–5
Коэффициент скорости сушки N,1/c – 0,001 Коэффициент массопроводности материала k, м2/с – 1×10–9
Коэффициент массотдачи β, м/ с – 0,14
Равновесное влагосодержание u p , кг/кг – 0,002
Критическое влагосодержание u кp , кг/кг – 0,15
На основании предварительных расчетов найдены:
Критерий Рейнольдса Re: = wdr bi Re = 90.
μr
Критерий Архимеда
Ar: = d 33 • p r • 9 2 81 • p M Ar = 3.679x10 4 .
μr2
Порозность слоя
e: =
0.21
[ 18 • Re + 0.36 • Re2 )
Ar
£ = 0.644.
Другие важные параметры связывают режимы процесса с конструктивными параметрами сушилки.
Площадь газораспределительной решетки, м2
Sn: =----a- Sn = 0.785
p 4 p
Среднее время пребывания, с
T0 : =
S p • H • (1 - e) • Pm
G 2
t0 = 1.257x10 3 .
Продолжительность периода постоянной скорости сушки, с
LI. —U _ вх кр ткр: = N tk=200. кр
Диффузионный критерий Био
Bi« : =вг
Д k
Bi Д = 7x104.
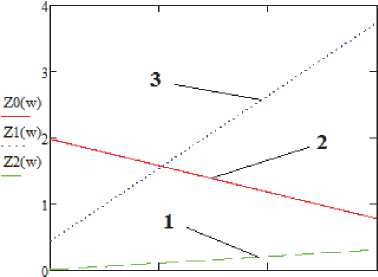
Особенный интерес представляет вопрос оптимизации процесса сушки в зависимости от входных параметров сушильного агента и высушиваемого пищевого продукта [12–15] (рис. 3).
0 10 20 30
Рис. 3. Характер изменения основных параметров процесса сушки от скорости сушильного агента: 1 – влагосодержания продукта при выходе из сушилки; 2 – среднего времени пребывания продукта в сушилке; 3 – порозности порошкового пищевого продукта
Результаты научного исследования
Анализ результатов проведенных расчетов позволяет сделать важные выводы по организации процесса сушки пищевых порошков, в частности крахмала, в псевдоожиженном слое нагревательного агента. Несмотря на кажущуюся целесообразность повышения скорости подаваемого горячего воздуха для снижения времени пребывания его в сушильной камере, нужно контролировать степень нагрева продукта для предотвращения его порчи в результате перегрева, приводящему к негативным последствиям для готового продукта, например, клейстеризации для крахмала. Этот процесс становится возможным при излишнем увеличении порозности и интенсификации теплообмена. Наиболее целесообразным режимом движения нагревательного агента является скорость вблизи точки пересечения графиков среднего времени пребывания продукта в сушилке и порозности порошкового пищевого продукта. Другим выходом из этой ситуации является снижение температуры греющего агента. В этом случае обеспечивается более «мягкий» режим нагрева пищевого продукта, но нужно дополнительно контролировать влажность его на выходе из сушильной установки.
Список литературы Особенности сушки порошковых пищевых продуктов в псевдоожиженном режиме
- Машины и аппараты пищевых производств: учебник: в 2 кн./С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; под ред. акад. РАСХН В.А. Панфилова. -М.: Высш. шк., 2001. -680 с.
- Гинзбург, A.C. Основы теории и техники сушки пищевых продуктов/А.С. Гинзбург. -М.: Пищевая промышленность, 1973. -527 с.
- Алексеев, Г.В. Виртуальный лабораторный практикум по курсу «Механика жидкости и газа»/Г.В. Алексеев, И.И. Бриденко. -СПб., 2007.
- Арет, В.А. Добавки как регуляторы консистенции молочных продуктов/В.А. Арет, П.В. Орлов, Ф.В. Пеленко//Пищевые ингредиенты: сырье и добавки. -2002. -№ 2. -С. 78-79.
- Численные методы при моделировании технологических машин и оборудования: учебное пособие/Г.В. Алексеев, Б.А. Вороненко, М.В. Гончаров, И.И. Холявин. -СПб., 2014.
- Гинзбург, A.C. Массовлагообменные характеристики пищевых продуктов/А.С. Гинзбург, И.М. Савина. -М.: Легкая и пищевая промышленность, 1982. -280 с.
- Алексеев, Г.В. Возможный подход к решению тепловой задачи и повышение эффективности использования абразивного оборудования/Г.В. Алексеев, И.В. Грекова//Машиностроитель. -2000. -№ 8. -С. 32.
- Оптимизация формы режущей кромки ножей измельчительного оборудования/В.А. Арет, Е.И. Вербельз, Б.А. Вороненко, Б.К. Гусев//Вестник Красноярского государственного аграрного университета. -2009. -№ 10. -С. 21-26.
- Пучков, В.Ф. Использование инноваций в пищевых производствах в условиях экономических санкций/В.Ф. Пучков, Г.В. Алексеев, А.Г. Леу//Инновационная наука: прошлое, настоящее, будущее: сборник статей Международной научно-практической конференции: в 2 ч. -2016. -С. 56-59.
- Холявин, И.И. Оценка эффективности предварительной подготовки при выработке крахмала/И.И. Холявин, И.В. Новиков, А.Г. Леу/Инновационно-технологическое развитие науки: сборник статей международной научно-практической конференции: в 3 ч. -2017. -С. 162-166.
- Fuchs, M. Encapsulation of oil in powder using spray drying and fluidised bed agglomeration/M. Fuchs et al.//Journal of Food Engineering. -2006. -Т. 75. -№. 1. -С. 27-35.
- Law, C.L. Fluidized bed dryers: Handbook of industrial drying/C.L. Law, A.S. Mujumdar. -2006. -С. 173-201.
- Chou, S.K. New hybrid drying technologies for heat sensitive foodstuffs/S.K. Chou S.K., K.J. Chua//Trends in Food Science & Technology. -2001. -Т. 12, №. 10. -С. 359-369.
- Калашников, Г.В. Гидродинамические особенности осаждения частиц процесса декантации при рекуперации вторичных вод/Г.В. Калашников, И.М. Атисков//Вестник ВГУИТ. -2016. -№ 4. -С. 22-26 DOI: 10.20914/2310-1202-2016-4-22-26
- Шишацкий, Ю.И. Научное обоснование замены макрокинетической задачи микрокинетическим уровнем решения при моделировании процесса сушки дисперсных материалов в псевдоожиженном слое/Ю.И. Шишацкий, С.В. Лавров, Е.И. Голубятников//Вестник ВГУИТ. -2012. -№ 4. -С. 59-61.
