Особенности технологического процесса создания объемной формы цельновязанных изделий на современных двухфонтурных плосковязальных машинах

Автор: Сичкарь Т.В., Остапенко Н.Д.
Журнал: Вестник Ассоциации вузов туризма и сервиса @vestnik-rguts
Рубрика: Технология изделий сервиса
Статья в выпуске: 3 т.1, 2007 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/140208927
IDR: 140208927 | УДК: 677.025
Текст статьи Особенности технологического процесса создания объемной формы цельновязанных изделий на современных двухфонтурных плосковязальных машинах
Цельновязаные изделия сложной объемной формы можно рассматривать как совокупность плоских деталей, соединенных между собой в процессе вязания на плосковязальной машине. Наибольший интерес для проектирования представляют плечевые трикотажные изделия.
Объемная форма цельновязаного изделия образуется путем соединения основных деталей — спинки, полочки и рукавов.
Особое место в образовании формы плечевого цельновязаного изделия занимает покрой изделия.
Проведенные исследования показывают, что наиболее распространенным покроем рукава для трикотажных изделий является рукав покроя реглан (табл. 1), лаконичность конструкции которого, основанная на прямых, одинаковых по форме линиях среза проймы и оката рукава, не нарушает структуры и рисунка трикотажного переплетения. В процессе изготовления изделий с рукавом реглан линия плеча оформляется за счет регулярных синхронных сбавок спинки, переда и рукавов [1].
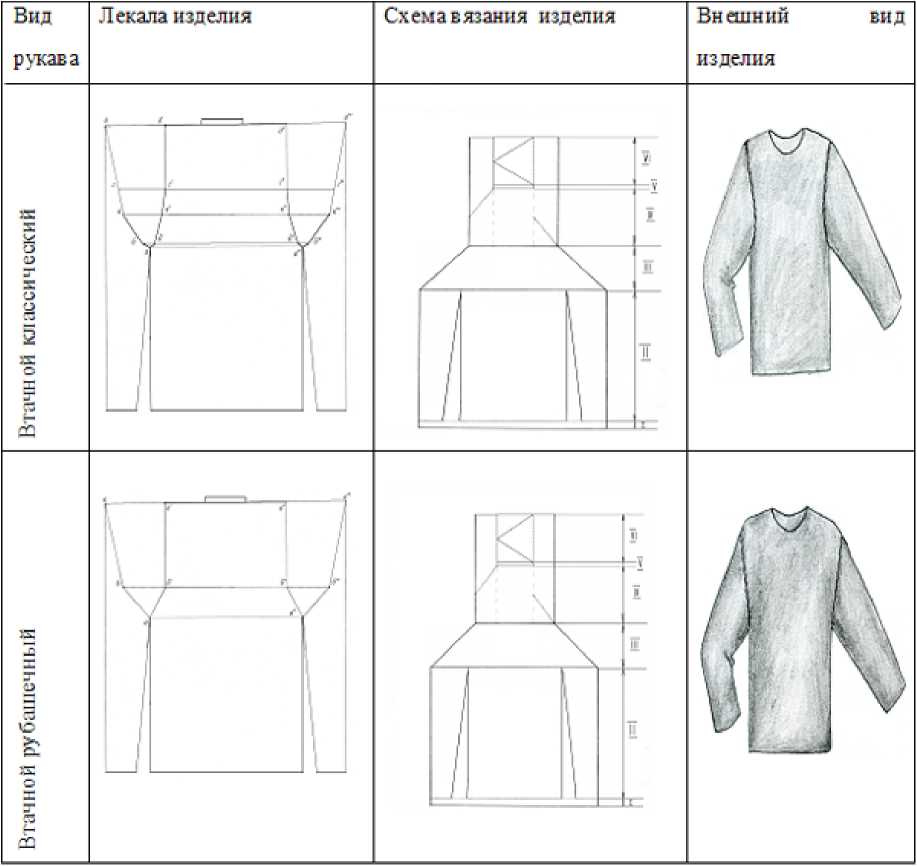
Для цельновязаных изделий втачной рукав определяет криволинейный характер проймы и наличие плечевого шва (табл. 2). Для изделий более мягких форм наиболее приемлема конструкция рубашечного покроя рукава.
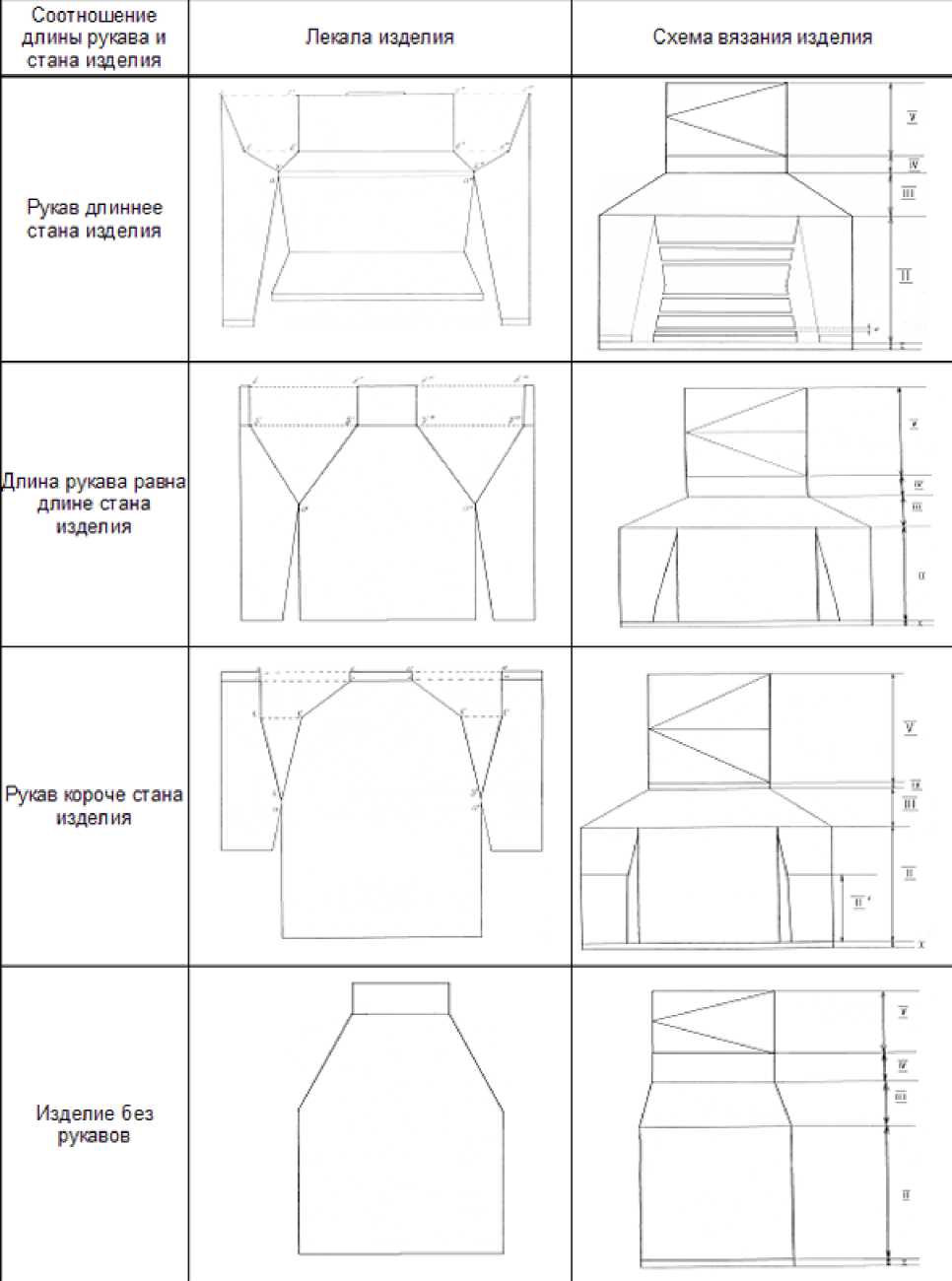
Не менее важным параметром для плечевого цельновязаного изделия является длина рукава по отношению к длине стана изделия (табл. 3). В этом случае возможны следующие варианты:
-
— длина рукава равна длине стана изделия;
-
— рукав длиннее стана изделия;
-
— рукав короче стана изделия;
-
— изделие без рукавов.
Конструктивное решение длины рукава цельновязаного изделия неразрывно связано с процессом проектирования всего изделия. Процесс проектирования, например, плечевых цельновязаных изделий, можно условно разделить на два этапа.
Основной задачей первого этапа проектирования является художественно-конструктивное решение модели, т.е. согласование внешней формы проектируемого изделия с конструкцией.
Для этого составляется проектно-конструкторская документация, в состав которой входят лекала деталей изделия. Лекала изготавливаются по чертежам конструкции, представляющим собой развертку поверхности проектируемого изделия.
Цельновязаное трикотажное изделие на фигуре человека представляет собой сложную объемную поверхность, образованную из отдельных деталей трикотажа, которые до соединения их в изделие имели плоскую форму, поэтому основная задача при построении чертежа конструкции трикотажного изделия сводится к установлению размеров и формы разверток на плоскости поверхностей его деталей. Размеры и конфигурация этих разверток определяются формой изделия и положением линий разрезов на его поверхности, которые соответствуют проектируемому положению линий швов, срезов и вытачек.
В этом случае использована методика Филатова В.Н. [2], который предложил новый подход к проектированию чулочно-носочных изделий из основовязаного полотна, в результате которого изделие становится пригодным как для индивидуального, так и для массового потребителя.
Любое изделие объемной формы можно рассматривать как комплексное геометрическое тело, аппроксимируемое в виде набора простых геометрических тел, поверхность которых развертывается на плоскости полностью и без складок.
В качестве примера рассмотрим получение лекал деталей плечевого изделия с рукавом покроя реглан-погон. Изделие можно представить следующими геометрическими телами: цилиндр — участок от линии низа до линии соединения рукава со станом изделия; усеченный конус, большее основание которого представляет собой ширину груди на уровне соединения рукава со станом изделия, а меньшее — ширину горловины изделия. Разверткой цилиндрической поверхности является прямоугольник, а конической — трапеция. Таким образом, происходит формирование каждого элемента цельновязаного изделия с рядом расположенным и затем комплектование всего изделия в целом.
Точки, указанные на лекалах одинаковыми буквенными обозначениями, но с разными верхними индексами, обозначают совмещение этих участков в готовом изделии. Таким участком в данном случае являются линия проймы, оката рукава и воротника-стойки.
На втором этапе проектирования решают вопросы технологического исполнения разработанной конструкции изделия, заключающиеся в составлении схемы вязания изделия и выборе способов соединения деталей изделия в процессе вязания.
Схему вязания изделия на плосковязальном автомате составляют на основании разработанных, на пер-
Таблица 1
Цельновязаные изделия с рукавом покроя реглан
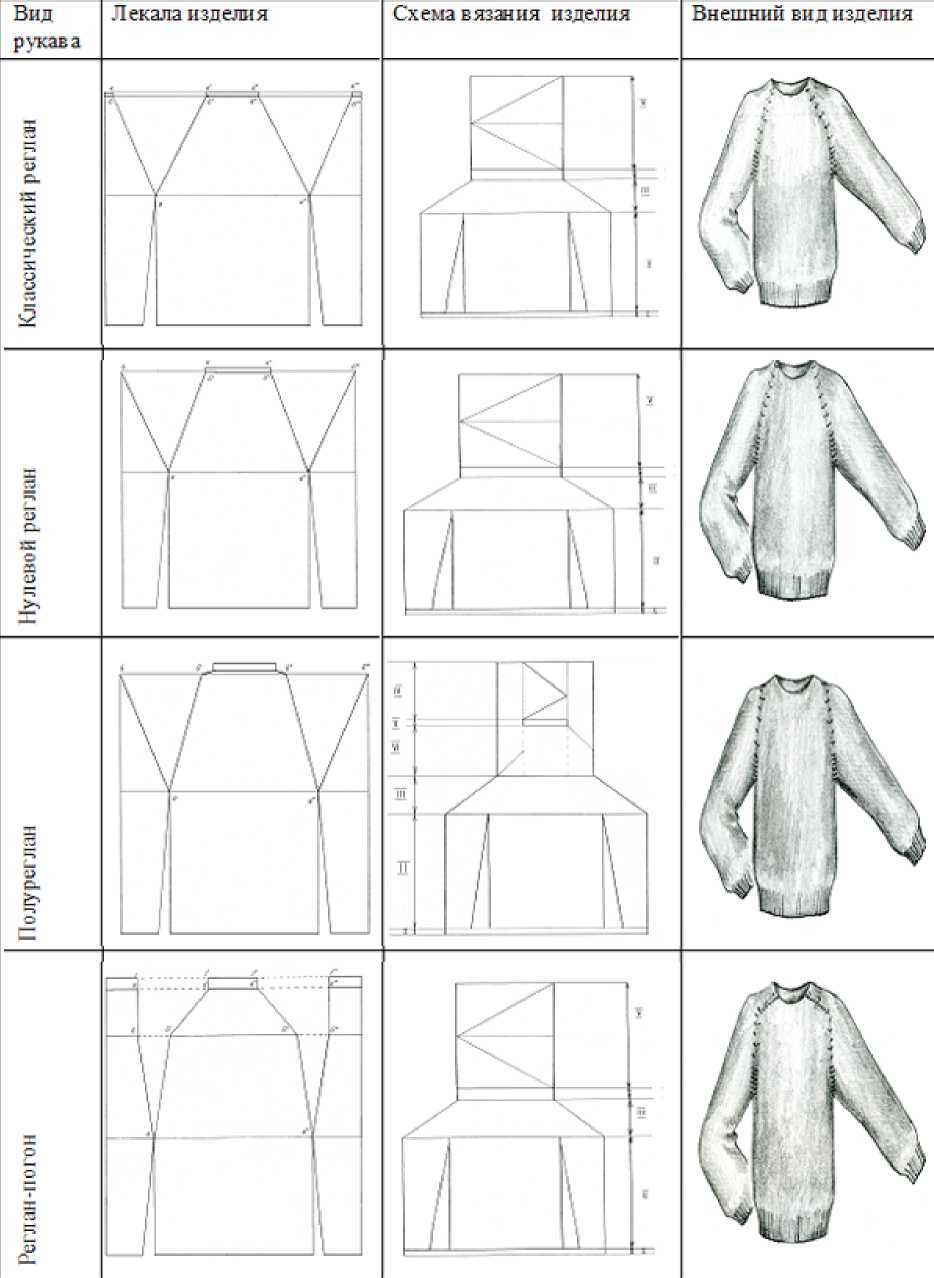
Таблица 2
Цельновязаные изделия с втачным рукавом
вом этапе проектирования, лекал деталей на которой отмечают основные участки вязания (табл. 3).
Вязание изделия начинается с участка I, на котором происходит образование начальных петельных рядов. Ширина этого участка равна ширине изделия на уровне соединения рукавов со станом изделия. Заканчивается I участок разделительными рядами.
На участке II происходит вязание стана изделия и рукавов (для плечевых изделий с рукавами) тремя отдельными нитеводами. Эти детали вяжут параллельно до уровня проймы. Вязание стана происходит без изменения ширины, а для рукавов необходимо увеличение ширины, начиная от манжет и до линии соединения рукава со станом.
Особый интерес представляют случаи, когда длина рукавов не равна длине стана изделия. Если рукава короче стана изделия, то вязание участка рукавов II’ осу- ществляется дополнительной нитью и продолжается до нижнего среза рукавов.
Для получения изделия с рукавами длиннее стана необходимо на участке II (а) с определенной периодичностью вязать только петельные ряды рукавов, при этом петельные ряды стана будут удерживаться на иглах. Периодичность вязания только петельных рядов рукавов цельновязаных изделий зависит от конструктивных возможностей плосковязального оборудования, обеспечивающего качество готового изделия.
На участке III происходит соединение рукавов со станом изделия, выведение из работы двух нитеводов и дальнейшее вязание изделия одним нитеводом.
Таким образом, в результате проведенной работы, установлено:
-
1) наиболее распространенным покроем рукава для цельновязаных трикотажных изделий является ру-
Таблица 3
Соотношение длины рукава и длины стана изделия
КРАТКИЕ СООБЩЕНИЯ
кав покроя реглан;
-
2) определены конструктивные решения, позволяющие получить изделия с различной длиной рукава по отношению к длине стана изделия;
-
3) определены этапы проектирования цельновязаных изделий объемной формы и содержание работ на каждом этапе.
Список литературы Особенности технологического процесса создания объемной формы цельновязанных изделий на современных двухфонтурных плосковязальных машинах
- Методические указания по повышению качества трикотажных изделий. Единый метод конструирования для трикотажных изделий по индивидуальным заказам. -М.: МБОН РСФСР, 1981.
- Филатов В.Н. Упругие текстильные оболочки. -М.: Легпромбытиздат, 1987.
