Особенности вертикальной прокатки упруго-вязких материалов

Автор: Чаплыгин Александр Борисович, Чаплыгин Борис Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.16, 2016 года.
Бесплатный доступ
В основе производства абразивного инструмента лежат процессы получения многокомпонентных связок и упруго-вязких материалов, приготовления абразивных смесей и формования из них готовых изделий методами обработки материалов давлением. Вместе с тем процесс валкового смешивания из упруго-вязких материалов является узким местом и является одной из наиболее трудоемких и энергоемких операций. Недостаточная изученность процесса прокатки такого рода материалов затрудняет разработку эффективных технических решений, которые бы позволили полнее реализовать потенциальные возможности технологии и оборудования. Поэтому научно обоснованное определение основных параметров с учетом особенностей используемой схемы прокатки и реологии материала является актуальным. Рассмотрены элементы теории прокатки абразивной упруго-вязкой массы в очаге деформации, образованном валками, оси которых находятся в горизонтальной плоскости, а прокат расположен в вертикальной плоскости. Приведены кинематические параметры процесса прокатки и геометрические параметры очага деформации, которые могут быть использованы в других отраслях промышленности связанных с производством смесей из упруго-вязких материалов. Аналитические зависимости по всем аспектам процесса прокатки в качественном отношении хорошо согласуются с имеющейся опытной информацией.
Очаг деформации, скорость валков и полосы, зоны опережения и отставания, момент и мощность на бочке валков
Короткий адрес: https://sciup.org/147156999
IDR: 147156999 | УДК: 621.922 | DOI: 10.14529/met160107
Features of vertical rolling of elastic and viscous materials
The production of the abrasive tool is based on the processes of receiving multicomponent sheaves and elastic and viscous materials, as well as preparation of abrasive mixes and formation of finished products from them by methods of processing materials by pressure. At the same time the process of roll mixing of elastic and viscous materials is a bottleneck and is one of the most labour-consuming and power-intensive operations. Insufficient studies of the process of rolling of such materials complicate the development of effective technical solutions which would allow to fully realize potential opportunities of the technology and the equipment. Therefore, evidence-based determination of key parameters on account of features of the used scheme of rolling and rheology of the material is actual. Elements of the theory of rolling of abrasive elastic and viscous weight in the deformation center formed by rolls the axes of which lie in the horizontal plane are considered, and the hire is located in the vertical plane. Kinematic parameters of the process of rolling and geometrical parameters of the deformation center, which can be used in other industries connected with the production of mixes from elastic and viscous materials are specified. Analytical dependences in all aspects of the process of rolling in a qualitative sense are well coordinated with the available experimental information.
Текст научной статьи Особенности вертикальной прокатки упруго-вязких материалов
При производстве шлифовального инструмента применяемого особенно широко в авто, авиа, моторостроении используется гетерогенная, упруго-вязкая масса из смеси упруго-вязкого каучука с жестким недеформируемым абразивным зерном, обладающая в процессе обработки давлением деформационным упрочнением и значительной упругой деформацией [1]. Прокатка таких материалов в промышленном производстве происходит в двухвалковом очаге деформации образованном валками, оси которых находятся в одной горизонтальной плоскости, а прокат расположен в вертикальной плоскости. К геометрическому очагу деформации (рис. 1) протяженностью lr , как отмечено в работе [2], примыкает зона l 1 эластического восстановления размеров проката. При задаче в валки с помощью подъемника большой массы кусковой абразивной смеси, до геометрического очага деформации будут расположены зона подачи кусковой массы в валки и зона предварительного уплотнения l 0 . Зона подачи h п ограничена стенками загрузочного бункера. В этой зоне при высокой адгезии кусков смеси к валкам и действии массовых сил будет осуществляться процесс начального уплотнения кусков вулканитовой смеси. При безбункерной подаче кусков абразивной смеси в валки, например, с помощью загрузочного транспортера, зона подачи отсутствует. Эти два варианта процесса прокатки будут отличаться в первом случае наличием подпирающей силы T 0 в зоне подачи на смесь в очаге деформации от действия массы загрузки.
Полный или фактический очаг деформации, кроме линейных размеров ( l 0 , lr , и l 1 ), может быть определен значениями углов а п = а 0 +а r + а 1 , где а 0 - угол, определяющий зону предварительного уплотнения; а r - угол, определяющий геометрический очаг деформации; а 1 - угол, определяющий зону эластического восстановления размеров проката [3].
Показанная на рис. 1 схема прокатки позволяет определить геометрические параметры полного очага деформации протяженностью l п и подсчитать вертикальную проекцию площади контакта вулканитовой смеси с валками:
F = I п b l = ( 1 0 + i r + 1 1 ) b l, (1)
где b 1 – ширина листового полуфабриката.
По известным в теории прокатки металлических материалов зависимостям [4] можно подсчитать параметры геометрического очага пластической деформации:
l r =V ( h o - h b ) R ;
а r

Протяженность зон АА1В1В и ДД1Е1Е (рис. 1 и 2) определяется из следующих выражений:
-
l0 = V( hп — hb ) R — 4( ho — hb ) R ;
-
1 1 =V ( h l - h b ) R .
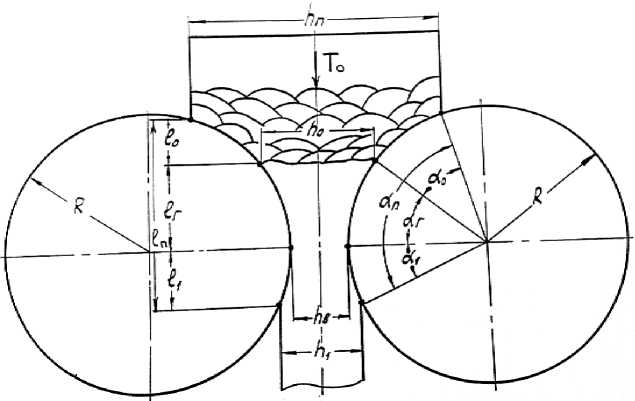
Рис. 1. Схема прокатки абразивной смеси в двухвалковой клети
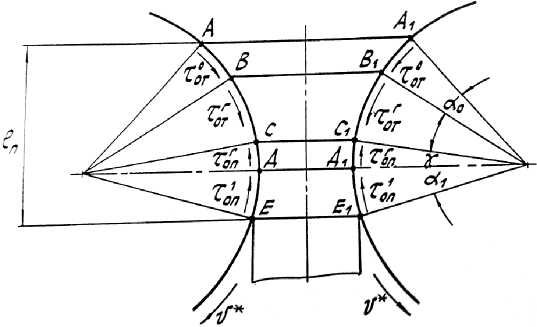
Рис. 2. Схема действия кинематических и силовых параметров в очаге деформации при двухвалковой прокатке
В з оне пред вари те л ьн о г о у пл о т нен ия им е ет ме с т о з начител ьно е на руш е ние сп л ош ности, возникающее из-за не ра вном е рного пос ту пл ен ия кус ковой аб раз и в н о й см е с и, п о эт ом у з ап ише м в ыр а жен и е (1) дл я на хож ден ия по л ной п л оща д и кон та к т а с учет ом ко эффициента не с п л ошнос т и k :
F n = kF o + F r + F i , (6) где F o = 1 0 b 1 , F r = 1rbr , F 1 = 1 1 b 1 - соответственно в ер ти к а л ь ные про е к ци и п л оща де й з он АА 1 В 1 В, ВВ 1 Д 1 Д, ДД 1 Е 1 Е.
П ри экспе рим е н т ал ьны х исс л едова н ия х у с т ановлено, что для случая ков шовой за груз к и k = 0,8, а при транспортерной загрузке k = 0, 65.
И с по л ьзу я в ыра жен ия (2), (4) и (5) дл я на хождения значений l 0 , lr и l 1 , имеем
F = b JR x
x [k4hп - hb + (1 - k) 4ho - hb + 4hi - hb ]. (7)
Пр и ве д ен н ы е в р аб от е [ 2 ] э к с п ер и м ен та ль ны е и ссле д о в ан и я ск о р о стн ы х у с ло вий п р о ц есс а пр о ка тк и п о зв оли ли п р е д л о жи т ь сле ду ю щую к и нем ат и ч еск у ю мо д ель п олн о г о о ч ага д е фо рм а ц и и .
Как видно из рис. 2 в зоне АА 1 В 1 В скорость валков и * значительно превышает скорость перемещения вулканитовой смеси и п и поэтому удельные силы 0
трения со стороны валков т от , направленные по ходу прокатки, втягивают смесь в зазор между валками. На части геометрического очага деформации (зона ВВ 1 С 1 С) скорость валков и * также превышает скорость перемещения смеси и п и силы трения т от также направлены по ходу прокатки. Используя принятую при прокатке металлов терминологию, можно отметить, что зоны АА1В1В и ВВ 1 С 1 С образуют общую зону отставания АА 1 С 1 С. В плоскости СС 1 скорость перемещения полосы становиться равной скорости валков, поэтому эта плоскость является нейтральной.
Скорость полосы превышает скорость валков в зонах СС1Д1Д и ДД1Е1Е, поэтому удельные силы г1
трения Т от и т от направлены против хода прокатки. Эти две зоны образуют общую зону опережения СС1Е1Е.
Для расчета величины опережения воспользуемся формулой, предложенной в работе [2] для процесса двухвалковой прокатки:
i =
и 1
to R — R ( h i — h b )
Из условия постоянства массы, записанного для критического сечения и плоскости выхода, следует и b py hY = h1p1u1 , где hY, pY - соответственно высота полосы и ее
hb + 2 R — 2 R 2 — R ( h 1 — h b ) h 1
плотность в критическом сечении. Тогда
Здесь to - окружная скорость валков; е 1 - коэффициент изменения плотности в зоне ДД 1 Е 1 Е,
ex = ln — /ln —, 1 P i / h b
h (17) и p y
Учитывая равенство (16), имеем hy=( i +1) h1^. (18)
p Y
где p ь и p 1 - соответственно плотность абразивной смеси в плоскости осей валков и в плоскости
Величину pY определим по формуле, приве-
денной в работе [1],
выхода.
Коэффициент изменения плотности деформируемого материала в зоне АА1Д1Д также зависит от изменения высоты очага деформации:
e о = In /ln h 1, (10)
p 0 h 0
p Y = p o
e 0
h 0 h
где p 0 - плотность материала в плоскости ВВ 1 .
Для описания зоны ДД 1 Е 1 Е введем коэффициент эластического восстановления высоты проката:
= h h = h , — 1. (11)
э h b h b
Из условия постоянства массы, записанного для плоскостей по осям валков ДД1 и выхода проката из валков ЕЕ1, u b pbhb = h1P1u1 , (12)
Учитывая выражение (9), получаем hY—e0 =( i +1) hl-p1. (20)
h 0 p 0
Из геометрии очага деформации следует, что hY= 2 R (1 — cos y) + h0. (21)
При 1 — cos y = 2sin2 ( y /2 ) , когда величина ар-
гумента мала, допустимо упрощение вида 1 — cos y = Y2/2 .
В итоге выражение для определения критиче-
ского угла примет вид
имеем h1 = u b p b hb UA ’
Y= — ■(1— e 0)/ ( i +1) -^--^1-
4 R V h 0 p 0
.
где и b и u 1 - скорости полосы соответственно в плоскостях осей валков ДД1 и выхода из валков ЕЕ1.
Приведем выражение (11) для определения коэффициента эластического восстановления с использованием равенства (13) к виду
Для нахождения опережения, в теории прокатки металлов часто используют формулу Головина – Дрездена [4]
R i =TY h1
к э = U b P 6. — 1
u 1 p 1
Найдем величину критического угла y , деля-
щего очаг деформации на зоны опережения и отставания, используя полученные эксперименталь-
ным путем значения опережения и скорости на выходе из очага деформации. Известно, что экспе-
риментально опережение определяется по зависимости [2]
i =
*
U 1 — и и
и 1
* и
— 1.
Отсюда следует, что
:= ( i — 1 ) . (16)
и
которую можно записать и относительно критического угла в следующем виде:
Y = #. (23)
Нетрудно видеть, что зависимость (22) при условии отсутствия эластического восстановления ( h 1 = h b ), условии постоянства плотности ( p 0 = p 1 , e 0 = 0) принимает вид формулы Головина - Дрездена.
Для определения момента и мощности на бочке валков используем зависимости, полученные в работе [5].
Силы трения в зонах отставания и опережения создают момент на бочке валка. Эти силы активны в зоне отставания, и за счет их осуществляется процесс деформации, в зоне опережения они реактивны и направлены против хода прокатки.
Момент на бочке валков для рассматриваемого очага деформации можно записать
M В = R 2 b l ( I a - I p ) , (24)
м В = T cp b 1 R R
h
- hb
R

( “ 0
где Ia
= k J
I 0
a r A a r y
T xa d «- J t xa d a + J t xa d «- J t xa d a , 0 J 0 0
Y « 1
ID = [tx_d a + f txdi a.
p xp xp
Используем теорему о среднем значении интеграла, и на этом основании будем считать, что t xa ~ t xp ® T cp , тогда выражение (24) преобразует-
Получена формула [5], которую часто используют для нахождения момента на бочке валка при прокатке металлов и сплавов.
Приведенные зависимости позволяют подсчитать параметры, которые достаточны для построения геометрической, кинематической и динамической моделей процесса прокатки вулканитовой абразивной смеси в двухвалковом очаге деформации с вертикальным направлением оси прокатки.
ся к виду
M В = T cp b 1 R 2 [ k a 0 + a r ( 1 - k ) - a 1 - 2 y] . (25)
Поскольку
h - h a0 = A---, ar
R
h 0 - hb „ _ h 1 - hb
, «1 = ,
R 1 R
то, принимая во внимание выражение (22) имеем
M В = T cp b RRR [ k^h п - h b + ( 1 - k ) V h 0 - h b -
—
V h 1" - hb - 2 Л | ■ (1- e 0? ( i + 1 ) hr PL v R N h 0 p 0
.
Мощность на бочке валков определяется по известной формуле
N В = M В ю . (27)
При допущении в формуле (26), что материал в процессе деформации не уплотняется (т. е. P 1 = p 0, h п = h 0 , k = 1), а эластическое восстановление отсутствует ( hb = h 1 ), она преобразуется к виду
Список литературы Особенности вертикальной прокатки упруго-вязких материалов
- Павлов, В.А. Теория и технология прокатки вулканитовых абразивных смесей/В.А. Павлов. -Челябинск: ЮУрГУ, 1999. -309 с.
- Дятлов, В.Н. Разработка новых процессов и устройств для формования заготовок кругов из вулканитовых абразивных смесей: автореф. дис. … канд. техн. наук/В.Н. Дятлов. -Челябинск: ЮУрГУ, 1998. -22 с.
- Чаплыгин, Б.А. Создание прогрессивного производства вулканитового инструмента на основе моделирования процессов обработки давлением, новых способов и устройств: автореф. дис. … д-ра техн. наук/Б.А. Чаплыгин. -Магнитогорск, 1999. -148 с.
- Целиков, А.И. Основы теории прокатки/А.И. Целиков. -М.: Металлургия, 1965. -247 с.
- Барков, Л.А. Прокатка малопластичных металлов с многосторонним обжатием/Л.А. Барков, В.Н. Выдрин, В.В. Пастухов. -М.: Металлургия, 1988. -304 с.
