Перспективы применения различных способов вибрационной обработки ответственных сварных конструкций космических аппаратов

Автор: К. Е. Пономарев, И. В. Стрельников
Журнал: Космические аппараты и технологии.
Рубрика: Ракетно-космическая техника
Статья в выпуске: 2, 2023 года.
Бесплатный доступ
Обоснована возможность применения в качестве альтернативы термической обработке вибрационных технологий, имеющих меньшую длительность, малую энергозатратность, низкие капитальные затраты и сопоставимую эффективность. Выделены приоритетные области применения способов вибрационной обработки ответственных сварных конструкций: послесварочной и сопутствующей. Показаны достоинства и сложности при внедрении данных способов: возможность контроля эффективности послесварочной обработки по изменению амплитудно-частотной характеристики, повышение прочности и пластичности и оптимизация геометрических параметров сварного шва, совмещение времени обработки совместно со сварочным производственным циклом при сопутствующей обработке. Приведены краткие результаты опытных работ по критериям остаточных напряжений и остаточных деформаций для разных типов сварных соединений, таких как стыковое, тавровое и нахлесточное, и нескольких групп материалов, таких как алюминиевые сплавы, углеродистые и нержавеющие стали. Сделано заключение о перспективности применения послесварочной вибрационной обработки для габаритных жестких, образующих замкнутый контур, составленных из множества деталей и подсборок, сварных конструкций в сборочно-сварочных специальных кондукторах или универсально-сборочных приспособлениях, а также об изначальном снижении остаточных деформаций при сопутствующей вибрационной обработке сварных соединений.
Вибрационная обработка, дуговая сварка, сопутствующая виброобработка, послесварочная виброобработка, остаточная деформация, остаточное напряжение
Короткий адрес: https://sciup.org/14127271
IDR: 14127271 | УДК: 621.9.048.6:621.791 | DOI: 10.26732/j.st.2023.2.05
Prospects for the application of various methods of vibration processing in the welded structures of spacecraft
The possibility of using vibration technologies as an alternative to heat treatment, but having a shorter duration, low energy consumption, low capital costs and comparable efficiency, is substantiated. Priority areas of application of methods of vibration treatment of critical welded structures are highlighted: post-welding and related. The advantages and difficulties in the implementation of these methods are shown: the ability to control the efficiency of postwelding processing by changing the amplitude-frequency characteristics, increasing strength and plasticity and optimizing the geometric parameters of the weld, combining the processing time together with the welding production cycle with accompanying processing. Brief results of experimental work on the criteria of residual stresses and residual deformations for different types of welded joints, such as butt, T-bar and lap joints, and several groups of materials, such as aluminum alloys, carbon steels and stainless steels, are presented. The conclusion is made about the prospects of using post-welding vibration treatment for dimensional rigid, forming a closed contour, composed of their many parts and subassemblies of welded structures in assembly-welding special conductors or universal assembly devices, as well as about the initial reduction of residual deformations during concomitant vibration treatment of welded joints.
Текст статьи Перспективы применения различных способов вибрационной обработки ответственных сварных конструкций космических аппаратов
Современные сварные конструкции космического машиностроения требуют стабилизации геометрических размеров и уменьшения сварочных деформаций во времени путем снижением уровня внутренних напряжений при изготовлении. Эти особенности обусловлены закономерностями протекания термодеформационного цикла дуговой сварки, приводящего к изменению формы и размеров конструкции вследствие образования неравномерных полей остаточных напряжений и, как следствие, деформаций. Деформации затрудняют процесс сборки, увеличивают припуски на механическую обработку. Релаксация напряжений приводит к дополнительным деформациям, в том числе, в процессе изготовления.
Для минимизации послесварочных деформаций в ответственных случаях применяется сборка и сварка в жестких точных кондукторах с последующей термической обработкой в том же кондукторе. Поэтому необходимость изготовления дорогостоящей, точной и фактически одноразовой оснастки является одним из основных недостатков термической обработки в заневолен-ном состоянии. Также велика энергозатратность, а в ряде случаев и просто неосуществимость такой термообработки из-за размеров сварной конструкции. Требуются повышенные капитальные затраты на оборудование. При этом возможно и нежелательное изменение свойств материала сварной конструкции [1; 2].
Вибрационная обработка имеет перспективу применения в качестве эффективной альтернативы термической обработке из-за лучшей технологической осуществимости. Технология имеет два технологических варианта исполнения: сопут- ствующая сварке виброобработка и послесвароч-ная виброобрабтка [3–9].
1. Технологические особенности послесварочной виброобработки
Послесварочная виброобработка основана на микропластических деформациях при превышении суммы послесварочных напряжений и напряжений от вибровоздействия над пределом текучести и применяется для двух случаев: во-первых, для стабилизации размеров массивных или толстостенных сварных конструкций и, во-вторых, для минимизации послесварочных деформаций ферменных сварных конструкций, жестко заневоленных в сборочно-сварочных кондукторах. Следует также отметить, что существуют обстоятельства, когда предпочтительно применение послесварочной виброобработки: при сварке короткой дугой, при неудобном положении сварщика, при последовательном группировании сборок в большие громоздкие конструкции. Послесварочная виброобработка проводится на резонансных частотах (обычно ограничиваются первой резонансной частотой). При физических ограничениях, связанных с возможными поломками или повреждениями сварных конструкций, обработка проводится на околорезонанасных частотах [7–14]. Актуальность использования послесва-рочной виброобработки достаточно многогранна и наглядна. Особенно эффективно ее применение в космическом машиностроении на сварных силовых высоконагруженных стержневых конструкциях в условиях единичных разработок или мелкой серии, когда еще не известны деформации узловых посадочных мест и не определена оптимальная последовательность сварки всех соединений. Сборку таких конструкций удается производить в жестких универсальных сборочно-сварочных приспособлениях, детали которых используются впоследствии многократно. Сварку конструкций производят также в данных приспособлениях, при этом посадочные места удерживаются в требуемых конструкторской документацией положениях. После сварки производится комплексная виброобработка сварной конструкции в целом совместно с универсальным сборочно-сварочным приспособлением (УССП), при этом УССП виброизолируется от пола цеха или столов сварщиков. Учитывая сложность конструкции, иногда приходится производить обработку в несколько приемов, с переустановкой вибратора на новое место. Время виброобработки составляет, как правило, менее 1–10 % от времени вибрационных испытаний и практически не влияет на расчетный ресурс по усталости. Результат положителен: после раскрепления конструкции посадочные места находятся в рамках припусков на механическую обработку, после проведения которой размеры попадают в допуск конструкторской документации.
2. Технологические особенности сопутствующей виброобработки
Сопутствующая виброобработка основана на интенсификации процессов ползучести в твердом металле при повышенных температурах, а также на особенностях механического воздействия на жидкий и кристаллизующийся металл сварочной ванны, и может применяться для различных ситуаций. Например, когда возможно стабилизировать размеры и уменьшить остаточные деформации при:
• сварке жестких, заневоленных сварных конструкций малых или средних размеров;
• сварке негерметичных конструкций;
• сварке толстостенных заготовок между собой;
• наплавке поверхностей.
3. Сравнение эффективности различных способов виброобработки
Сопутствующая виброобработка выполняется в режимах, определяемых опытным путем из учета оптимального формирования проплава сварного шва, стабильного горения сварочной дуги, а также отсутствия тремора у сварщика; рабочий диапазон частот обычно составляет от 10 до 80 Гц, амплитуды – от ±0,05 до ±0,3 мм [7–14]. Также у сопутствующей виброобработки имеются дополнительные достоинства: увеличивается усталостная прочность в результате получения сварного соединения с плавными сопряжениями с основным материалом, повышаются механические свойства – повышаются пластичность и прочностные характеристики; шов получается более узким [10; 13]. В перспективе возможна замена ручной сварки на автоматическую, например, роботизированную.
Для стальных и алюминиевых сварных конструкций перспективно внедрение виброобработки прежде всего для стыковых соединений: как послесварочная, так и сопутствующая виброобработка позволяют добиться почти двукратного снижения величины остаточных напряжений. Напряжения в нахлесточных сварных соединениях для стальных и алюминиевых сварных конструкций при сопутствующей виброобработке снижаются на 50 %, в то время как при послесва-рочной – только на 10 %. В тавровых соединениях уровень напряжений снижается на 40 % для стали и на 30 % для алюминия при сопутствующей, а при послесварочной – на 15 % для обоих материалов [7–14].
Суммируя, следует отметить, что эпюры сопутствующей виброобработки имеют отчетли-

(омчесЬё
АППАРАТЫ И
Том 7
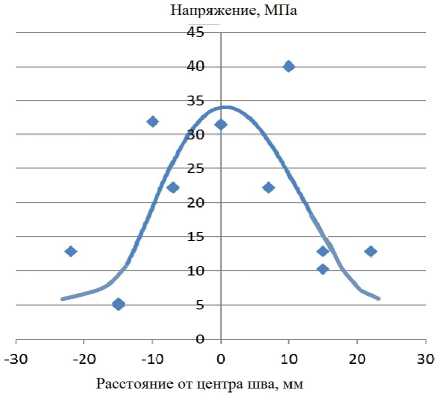
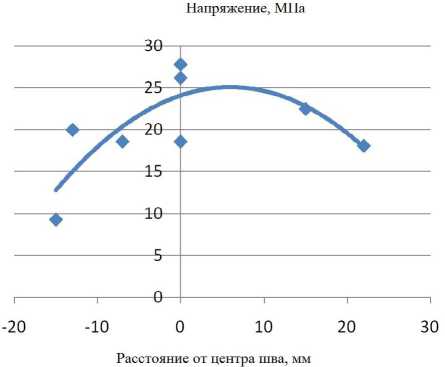
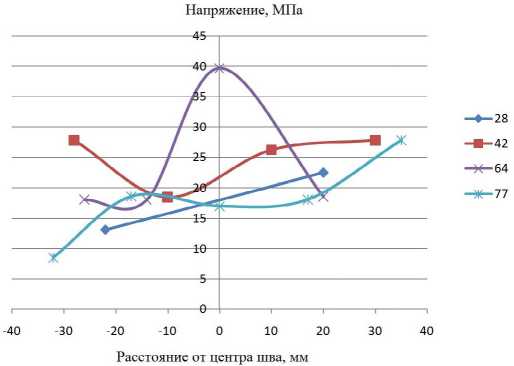
во «сглаженный» вид, в то время как эпюры по-слесварочной обработки получают «срез» прежде всего пиковых значений, причем характер эпюр для послесварочной обработки зависит от жесткости (расстояния от заделки) (рисунок). Таким образом, сопутствующая вибрационная обработка приводит к перераспределению напряжений равномерно по всей конструкции, что позволяет ожидать ее повышенной размерной стабильности во времени [11–14].
а
б
в
Рис. Эпюры остаточных напряжений для алюминиевых сплавов: а – традиционная сварка; б – сварка с сопутствующей виброобработкой; в – сварка и послесварочная виброобработка (цифрами указаны расстояния от заделки в мм) [11–14]
Оба способа вибрационной обработки пригодны для контроля одними и теми же методами: рентгеновской дифрактометрией, спекл-интерферометрией с засверливанием отверстий, ультразвуковым методом. Однако послесварочная обработка имеет возможность дополнительного контроля результативности процесса сравнением амплитудно-частотных характеристик до и после процесса, а также изменением электропотребления вибратора [15].
Заключение
Таким образом, выявлена перспективность применения различных способов виброобработки при получении ответственных, высокостабильных во времени сварных конструкций. При этом значительно сокращается время, а также уменьшаются капитальные вложения и энергозатраты по сравнению с термической обработкой. Способы вибрационных обработок – послесварочная и сопутствующая – имеют свои достоинства и области применения: послесварочную обработку эффективно применять в процессе изготовления жестких, громоздких, состоящих из нескольких подузлов конструкций, предварительно собранных и сваренных в заневоленном состоянии с даль- нейшей виброобработкой в этом же состоянии, сопутствующую обработку можно реализовать для небольших тонкостенных сварных конструкций большой и средней жесткости, для наплавки элементов и для толстостенных конструкций. Внедрение вибрационной обработки для получения высокоточных, надежных и высокостабильных сварных конструкций в ряде случаев имеет бесспорную перспективу.
Кроме того, можно сделать следующие выводы:
-
1. Для стальных и алюминиевых сварных конструкций наиболее перспективно внедрение виброобработки для стыковых соединений: как послесварочная, так и сопутствующая виброобработки позволяют добиться почти двукратного снижения величины остаточных напряжений.
-
2. Эффективность виброобработки для стальных сварных конструкций несколько выше, чем для алюминиевых.
-
3. Сопутствующая виброобработка уменьшает остаточные деформации.
-
4. Сопутствующая виброобработка приводит к получению сварного соединения с плавными сопряжениями с основным материалом, повышаются пластичность и прочностные характеристики, а ширина сварного шва уменьшается.
Список литературы Перспективы применения различных способов вибрационной обработки ответственных сварных конструкций космических аппаратов
- Сагалевич В. М. Устранение сварочных деформаций в машиностроительных конструкциях. М. : НИИИнформтяжмаш, 1969. 79 с.
- Дрыга А. И. Вибростабилизирующая обработка сварных и литых деталей в машиностроении (теория, исследования, технология). Краматорск : ДГМА, 2004. 168 с.
- Govindarao P., Gopalakrishna A. Affect of vibratory welding process to improve the mechanical properties of butt welded joints // International journal of modern engineering research. 2012. vol. 2. issue 4. pp. 2766–2770.
- Shaikh S. N. Vibratory Residual Stress Relieving- A Review // Journal of Mechanical & Civil Engineering. 2016. no. 3. pp. 01–04. doi: 10.9790/1684-15008030301-04.
- Jose M. J., Kumar S. S., Sharma A. Vibration assisted welding processes and their influence on quality of welds // Science and Technology of Welding & Joining. 2016. issue 4. pp. 45–49. doi: 10.1179/1362171815Y.0000000088.
- Лащенко Г. И. Технологические возможности вибрационной обработки: обзор // Автоматическая сварка. 2016. № 7. С. 28–34.
- Ebrahimi S. M., Farahani M., Akbari D. The influences of the cyclic force magnitude and frequency on the effectiveness of the vibratory stress relief process on a butt welded connection // The International Journal of Advanced Manufacturing Technology. 2019. vol. 102. pp. 2147–2158. doi: 10.1007/s00170-019-03288-y.
- Singh J., Kumar G., Garg N. Influence of vibrations in arc welding over mechanical properties and microstructure of butt-welded-joints // International Journal of Science & Technology. 2012. vol. 2. issue 1. pp. 1–6.
- Пономарев К. Е., Стрельников И. В. К вопросу применения вибрационной обработки сварных конструкций космических аппаратов для повышения точности и размерной стабильности. Обзор // Вестник НПО им. С. А. Лавочкина. 2017. № 4 (38). С. 89–95.
- Стрельников И. В. Влияние сопутствующей вибрационной обработки на остаточную деформацию и геометрию сварных соединений переменной жесткости // Сварка и диагностика. 2018. № 3. С. 24–29.
- Пономарев К. Е., Стрельников И. В., Антонов А. А., Уткин И. Ю. Оценка влияния параметров режима сопутствующей вибрационной обработки на остаточные напряжения алюминиевых сварных конструкций с привлечением полного факторного эксперимента // Сварка и диагностика. 2022. № 2. С. 30–33.
- Ratnathicam Sh. A study of the effect of vibration on the residual stresses in a welded fabricated tube // Thesis of Master of Science in Applied Science. Portland State University. 1979. 84 р. doi: 10.15760/etd.2891.
- Sedec P. Vibrationtreatment–effective method of improving the dimensional stability of welded structures: investigation and practice // Welding and Surfacing. 1997. vol. 8. pp. 221–228.
- Aoki S. Reduction of Residual Stress by Ultrasonic Surface Vibration // Japanese Society of Mechanical Engineers. 1995. pp. 173–177.
- Пономарев К. Е., Стрельников И. В. К вопросу выбора экспериментального метода оценки остаточных напряжений в сварных конструкциях // Сварка и Диагностика. 2018. № 2. С. 29–34.
