Перспективы развития техники для строительства автомобильных дорог с твердым цементобетонным покрытием

Автор: Кромский Евгений Ильич, Кондаков Сергей Владимирович, Асфандияров Марат Андреевич
Рубрика: Расчет и конструирование
Статья в выпуске: 3 т.18, 2018 года.
Бесплатный доступ
В данной статье рассмотрена принципиальная схема ударно-вибрационного механизма для уплотнения смесей любых жесткостей (в том числе особо жестких) и принцип его действия, основанный на рычаге Архимеда и распорно-стержневой системы. Этот механизм спроектирован и смонтирован в ЮУрГУ на кафедре «Колесные и гусеничные машины». Там же были произведены первые опытные испытания ударно-вибрационного механизма. В ходе испытания этой установки, были подтверждены технологические возможности и преимущества этого механизма в сравнении с вибрационной технологией уплотнения, принятой на современных бетоноукладчиках, а именно экземпляры из формовочной машины при плохом качестве песка и цемента, крупнозернистом щебне и с малым соотношением воды получили марочную прочность М100. В ходе проведенных испытаний были обнаружены небольшие недостатки разработанной конструкции. Далее изложены решения по их устранению этих недостатков, одним из решений является установка специального толкателя, совершающего поступательные движения для доставки материала в зону прессования. Другое решение заключается в модернизации механизма, а именно замене распорно-стержневой системы на более совершенный четырёхзвенный механизм, состоящий из плиты нагнетателя, кривошипа и маятника. Приведена принципиальная схема четырёхзвенного механизма, разобран принцип его работы, основанный на рычаге Архимеда и четырёхзвенного механизма. В ходе работы описана его математическая модель, приведены формулы для расчета усилий, возникающих в звеньях механизма и на рабочей плите. Выведены формулы для расчета коэффициентов усиления, работы сил, мощности привода, угловой скорости, момента инерции, диаметра маховика и площади обода. Описаны необходимые условия для успешной работы нового механизма. Созданы 3D модели этого механизма и всей формовочной установки. По итогу работы сделаны выводы, предложено техническое решение для модернизации формовочной установки, заключающееся в замене существующей опытной установки, включающей в себя шарнирно-рычажный механизм на более усовершенствованный четырёхзвенный механизм.
Дорожно-строительные машины, уплотнение особо жестких смесей, плечо архимеда, формовочная установка, четырёхзвенный механизм
Короткий адрес: https://sciup.org/147231719
IDR: 147231719 | УДК: 624.04(075) | DOI: 10.14529/engin180304
Future development of construction equipment for cement-concrete road pavement
The paper presents a circuit diagram of a shock-vibration mechanism for compacting mixtures of any stiffness (including extra stiff ones). Its operation principle is based on Archimedes’ lever and the thrust-bar system. This mechanism was designed and assembled at the department of Wheeled and Tracked Vehicles, SUSU. The first experimental tests of the shock-vibration mechanism were carried out there. The tests confirmed the technological capabilities and advantages of this mechanism in comparison with the vibratory compaction technology which is used by modern concrete pavers. The samples from a molding machine produced with poor quality sand and cement, coarse-grained crushed stone, and a small water ratio obtained the M100 grade strength. The tests revealed small defects in the design of the develop construction. Solutions for the elimination of these defects were outlined. One of the solutions is to install a special pusher that moves translationally to deliver the material to the pressing zone. Another solution is to upgrade the mechanism, namely to replace the thrust-bar system with a more perfect four-link mechanism which consists of a supercharger plate, a crank, and a pendulum. A circuit diagram of the four-link mechanism is given, and its operation principle, based on Archimedes’ lever and the four-link mechanism, is analyzed. In the course of the work, its mathematical model is described, and formulas for calculating the forces in the mechanism links and the working plate are given. Formulas for calculating gains, forces, drive power, angular velocity, moment of inertia, flywheel diameter, and rim area were derived. The necessary conditions for the successful operation of the new mechanism are described. Three-dimensional models of this mechanism and of all molding units were developed. As a result, conclusions were drawn, and a technical solution was proposed to modernize the molding unit, which consisted in replacing the articulation linkage of the existing pilot plant with an improved four-link mechanism.
Текст научной статьи Перспективы развития техники для строительства автомобильных дорог с твердым цементобетонным покрытием
В Российской Федерации большая часть денежных средств в дорожном строительстве уходит на создание, обслуживание и ремонт автомобильных дорог. При этом наибольшая часть этих средств уходит на ямочный ремонт, а не на строительство более качественных новых автомобильных дорог [1–3].
На кафедре «Колесные и гусеничные машины» ЮУрГУ (г. Челябинск) разработан способ и устройство для уплотнения трудно деформируемых (жестких) бетонных смесей с ударновибрационным механизмом (рис. 1, 2) [4–5]. Достаточно детально конструкция и принцип работы ударно-вибрационного механизма описан в статье [4].
Некоторые параметры формовочной установки с ударно-вибрационным механизмом приведены ниже:
частота ударов (силовых импульсов) – 3 (6) Гц;
мощность привода – 3 кВт;
размеры формуемых образцов – 120×250×65 мм;
масса формовочной установки – 150 кг;
габаритные размеры – 1000×2000×1500 мм.

Рис. 1. Общий вид опытного образца формовочной установки
Испытания опытного образца формовочной установки, проводимые на кафедре «Колесные и гусеничные машины» ЮУрГУ, подтвердили технологические возможности и преимущества ударно-вибрационного механизма в сравнении с вибрационной технологией уплотнения, принятой на современных бетоноукладчиках, а именно экземпляры из формовочной машины при плохом качестве песка и цемента, крупнозернистом щебне и с малым соотношением воды получили марочную прочность М100, при его распиле не обнаружено никаких пустот, что говорит о работоспособности технологии. Но также были обнаружены следующие минусы: плохое качество верхней части заготовки (где происходит соприкосновение плиты с прессуемым материалом), необходима разработка механизма принудительной подачи материала как с бункера, так и под область прессования (материал, имея густую консистенцию, плохо проваливается
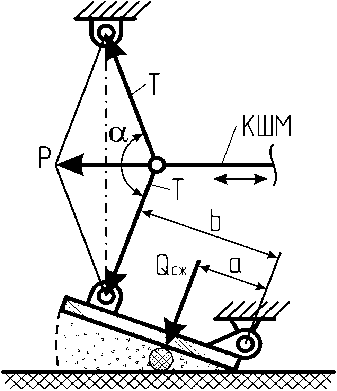
Рис. 2. Принципиальная схема ударновибрационного механизма уплотнения (а и b) и силы, действующие на элементарную частицу прессуемого материала
из бункера подачи и плохо проходит под рабочую плиту (рис. 3)). Следовательно, необходима доработка механизма специальным толкателем плит, выполняющим поступательные движения в зону прессования и обратно [6].
Регулируя ход подачи толкателя, можно подавать материал в различные зоны под плитой на- гнетателя и получать уплотненный материал с заранее заданными свойствами: от пористых до особо плотных, что существенным образом расширяет потребительские свойства модернизированного бетоноукладчика.
Все описанные выше дополнительные меха- низмы ведут к удорожанию всего механизма уплотнения в целом, а также увеличивают его массу. Поэтому было решено пересмотреть весь механизм в целом и заменить распорно-стержневую систему четырёхзвенным механизмом (рис. 4) который, в свою очередь, выполнял следующие функции:
-
1) подача материала из бункера;
-
2) подача материала в зону прессования;
-
3) прессование материала;
-
4) затирка поверхности образца.
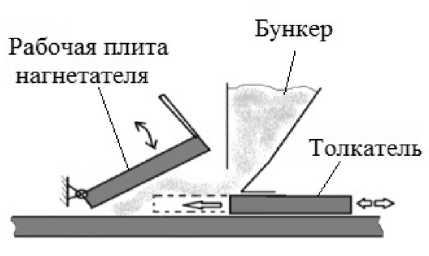
Рис. 3. Схема принудительной подачи материала в рабочую зону прессования
Расчет и конструирование
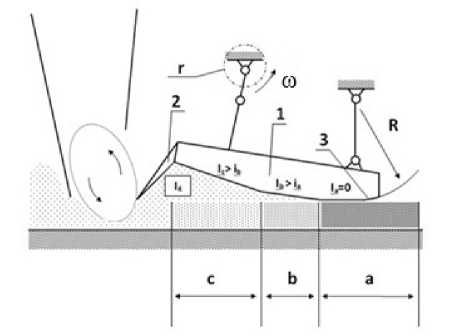
Рис. 4. Принципиальная схема нового механизма
Новый механизм содержит плиту нагнетателя 1, кронштейн 2, заглаживающий участок 3 плиты нагнетателя, кривошип радиусом r и маятниковый стержень [7].
Плита нагнетателя 1 содержит с одного конца кронштейн 2, а с другого конца - заглаживающий участок 3.
Плита нагнетателя связана с кривошипом, вращающимся с угловой скоростью и, и с маятниковой подвеской радиусом R. Рабочая поверхность плиты нагнетателя 1 выполнена в виде ломаной линии, состоящей из нескольких участков (a, b, c). Участок а имеет нулевой уклон (i = 0), участок b ib > ia; участок c ic > ib. Уклон кронштейна 2 - отрицательный по от- ношению к рабочей поверхности плиты нагнетателя 1 (участки a, b, c), сделан для черпания ма- териала из бункера в зону прессования [8-9].
Работа нового формовочного механизма совершается в следующей последовательности. При вращении кривошипа кронштейн 2 плиты нагнетателя 1 совершает перемещение по эллипсовидной траектории, поднимаясь вверх, заходя в разгрузочное окно бункера питателя и черпая пропорцию материала, перемещает его вниз и в сторону рабочей зоны плиты нагнетателя. Благодаря обработанному уклону на кронштейне 2 новая порция материала движется слева-направо, т. е. заполняет рабочий объем под плитой нагнетателя. Рабочая поверхность плиты нагнетателя разбита на несколько участков с различными углами, что позволяет создать зоны уплотнения с различной степенью интенсивности: a - особо плотного материала, b - средняя плотность, c -зона пористого материала. При движении материала слева-направо (с определенной скоростью)
каждый участок плиты нагнетателя надвигается на впереди расположенный и предварительно уплотнённый материал, доводя его до более высокой степени сжатия. Участок 3 плиты нагнетателя 1 выполнен по дуге окружности радиусом R , что при движении нагнетателя обеспечивает заглаживание и затирку поверхности уплотненного материала [10-12].
Изложенная выше технология устраняет все выявленные недостатки формовочной установки, показанной на рис. 1. Новый механизм самостоятельно черпает материал из бункера подачи и подает его в зону прессования. Благодаря заглаживающему участку верхняя поверхность образ- цов затирается.
Существенным преимуществом нового устройства является двойное увеличение движущей силы P (рис. 5), то есть усилие сжатия Q , действующее на элементарную частицу, внедряемую под рабочую плиту, определяется по формуле:
-
Q = P-kvk2,
где P - это усилие развиваемое приводом, к1 и k2 - коэффициенты усиления. Коэффициент усиления кг определяется из уравнения:
Т = — = P-kt cos а и имеет вид:
kt=—; kt>1. (3)
х cosa х
Коэффициент усиления к^ стремится к бесконечно большой величине при угле а, прибли жающемся к 90°, так как cos а стремится к нулю.
Коэффициент усиления к2 определяется из уравнения:
Q = b-^ = T^k 2 (4)
и имеет вид:
k2=^; k2>1, (5) где а - расстояние от элементарной частицы материала до шарнирной опоры; b - рабочая длина плиты платформы. Коэффициент усиления k2 стремится к бесконечно большой величине при движении смеси к шарниру, то есть при участке a, стремящемся к нулю.
Для успешной работы устройства необходимо соблюдать условие: максимальный угол наклона плиты платформы к горизонту не должен превышать 20°, чтобы материал не выскальзывал из зева платформы в бункер-питатель. Для получения максимального усилия сжатия в нижнем положении платформы эксцентриковый вал своим бóльшим диаметром должен быть направлен вниз [13].
Новое устройство обеспечивает:
-
1) получение направленных сдвиговых деформаций в прессуемом материале;
-
2) уменьшение внешних нагрузок за счет двухступенчатого их усиления;
-
3) черпание материала из бункера;
-
4) доставка материала в зону прессования специальной лопаткой
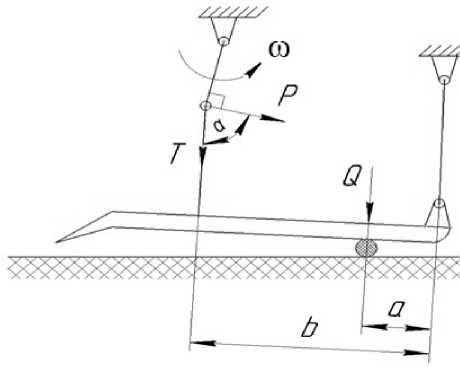
Рис. 5. Схема сил, действующих на элементарную частицу прессуемого материала
-
5) затирка поверхности образца.
При вращении эксцентрикового вала в любую сторону платформа перемещается вверх (вниз), а также за счет коромысла вправо (влево). При движении в вертикальном направлении с усилием сжатия Qy изменяется от нуля до максимума и снова падает до нуля. Приближенно можно считать, что усилие Qy меняется по прямолинейному закону и направлено нормально к плоскости. Движение в горизонтальном направлении с усилием Qx изменяется от нуля до максимума и снова падает до нуля: ввиду того, что, когда механизм начинает черпать материал – усилие равно нулю, а когда черпающим органом набирается максимальное количество материала – уси- лие равно максимуму и при возвращении механизма на холостой ход усилие снова равно нулю.
Тогда получаем формулу работы в вертикальном и горизонтальном направлении соответственно:
Ау —
Ах —
Q ymax + Q ymin 2
•S y ,
Q xmax + Q xmin 2
• SX ,
где АY и АX – работа уплотнения и подачи (Нм); SY и SX – ход подвижной плиты в месте приложения
силы в вертикальном и горизонтальном направлениях, измеряемый по линии действия силы (м) [14].
Определим наибольшее усилие сжатия из условия предела прочности прессовки-сырца:
Q ymax — ^•F, (8)
где о - предел прочности материала (справочные данные) (Па); F - площадь плиты платформы (м2). Усилие Qymin считаем равным 0 [15].
Определим наибольшее усилие подачи из условия действия силы скольжения материала о
поверхность:
Q xmax — д-т-д — д-g-V • р,
где д - коэффициент трения скольжения материала о поверхность (справочные данные); д - ускорение свободного падения (^3-); р - плотность уплотняемого материала (справочные данные) ( МКг г ); V - объем перемещаемого материала (находится графически в зависимости от рабочего органа) (м 3 ). Усилие QXmin считаем равным 0 [15, 16].
Тогда из (6) и (8) формулы получаем:
^F^S y
Ау — 2 "
И из (7) и (9) формулы получаем:
. — ^fl-V-p-S x
X 2 "
По полученным вы ше формулам находим общую работу:
а — 7л у +л Х — ^Е Е5 У+^
За один оборот эксцентрикового вала подвижная плита совершает рабочий и холостой ход, что сопровождается изменением угловой скорости приводного вала от wmin до wmax, поэтому
Расчет и конструирование
в приводе целесообразно предусмотреть маховик. В этом случае работа уплотнения совершается от использования энергии, поступающей от двигателя и кинетической энергии маховика, что может быть представлено формулой [17].
Л = ^^£ + /^^^х2^1ип,Нм, (13)
где А – работа уплотнения за один рабочий ход (Нм); N – мощность двигателя (Вт), t – время рабочего хода (равное 'О , с), n — скорость вращения вала (об/мин), I - момент инерции маховика (кг^м2), wm , n, wmax - минимальная и максимальная угловые скорости маховика.
Работа уплотнения A определяется по формуле (12), а возвращаемая маховиком кинетическая энергия может быть представлена в виде:
2 2
I • W max W min 2 • I • W max ^W min • W max W min
= 2 • I • w • 6,
где w =
Wmax+Wmin п-и
--------= — — средняя угловая скорость маховика; 6 =
W max w mi n — степень
неравно-
мерности (предварительно можно принять 6 = 0,01... 0,04) [17, с. 80].
Подставляем в формулу (9) значения входящих в нее величин, получим:
' ц-д-v-p-S x
- f^ + z-i-w-S.
) и
Откуда i :r -
■ р -уУ •р^ х
■ )2 '^•'V \.,К'-м 2 . и 2-w-S
Момент инерции маховика:
I _ m • г2 _ ^^-,
4 , предполагая, что вся масса маховика сосредоточена на его ободе [14, 18]. Диаметр маховика задаем, исходя из величины его окружности: У _ — < 15 м.
60 _ с
Площадь сечения обода определяется по формуле:
F _ — n-d-p
где p - плотность материала, из которого изготовлен маховик (кг/м3); d - диаметр маховика (м); m – масса маховика (кг) [19].
В данный момент времени выполнены проектные работы с участием студентов старших курсов автотракторного факультета А.О. Жакова и И.С. Ваторопина по созданию опытного образца нового механизма. На рис. 6 и 7 показаны рабочая 3D модель этого механизма и формовочная установка в целом. Продолжается работа по созданию программного комплекса для автоматического расчета механизма [20].
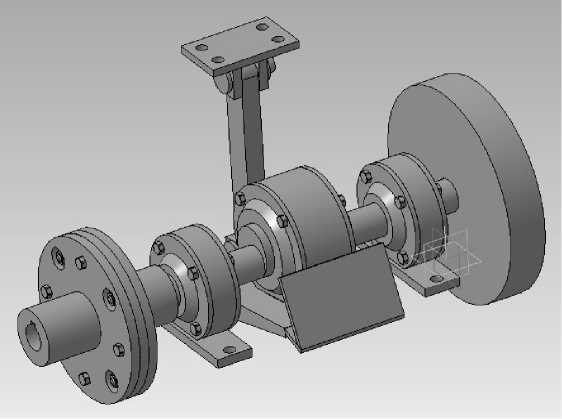
Рис. 6. 3D модель нового механизма
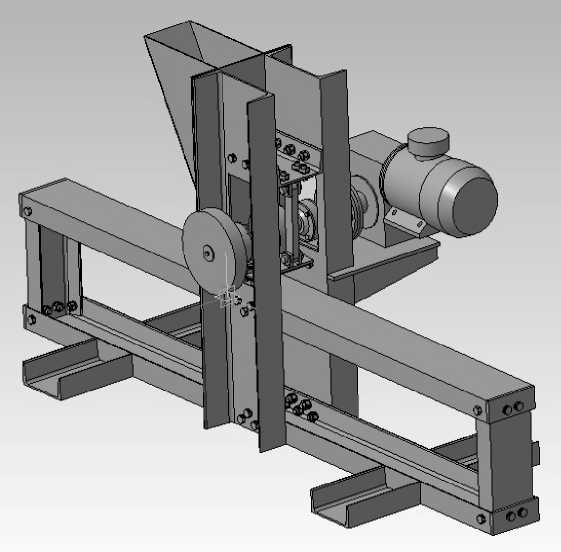
Рис. 7. 3D модель формовочной установки
Выводы
-
1. Переход дорожно-строительной отрасли на использование жестких бетонных смесей при строительстве автомобильных дорог приведет к повышению физико-механических свойств бетона и экономии затрат на самый дорогой материал в бетонной смеси – это портландцемент (на 25–30 %). Кроме этого, сокращается время набора прочности жесткого бетона (в 1,5 раза), следовательно, дорога может сдаваться в эксплуатацию в более короткие сроки.
-
2. Предложено техническое решение для модернизации формовочной установки, заключающееся в замене существующей опытной установки, включающей в себя шарнирно-рычажный механизм на более усовершенствованный четырёхзвенный механизм, для которого созданы математическая и графическая модели.
Список литературы Перспективы развития техники для строительства автомобильных дорог с твердым цементобетонным покрытием
- Новиков, А.Н. Машины для строительства цементобетонных дорожных покрытий / А.Н. Новиков. - 2-е изд., перераб. и доп. - М.: Высш. шк., 1979. - 256 с.
- Справочник дорожного мастера. Строительство, эксплуатация и ремонт автомобильных дорог / под ред. С.Г. Цупикова. - М.: Инфра-Инженерия, 2005. - 928 с.
- СНиП 3.06.03-85 Автомобильные дороги. - М., 1990. - 42 с.
- Кондаков, С.В. Обоснование параметров ударно-вибрационного механизма уплотнения бетонной смеси для бетоноукладчика на гусеничном ходу / С.В. Кондаков, Е.И. Кромский, М.А. Асфандияров // Всероссийская научно-практическая конференция «Современные транспортные технологии: задачи, проблемы, решения». - Челябинск: ОУ ВО «Южно-Уральский институт управления и экономики», 2018. - С. 148-154.
- Патент ПМ РФ RU № 93320 Российская федерация. Устройство для получения изделий из композиционных материалов / Е.И. Кромский, В.Н. Бондарь, А.В. Свирид. - Опубл. БИ № 12; 2010.
- Васильев, А.П. Реконструкция автомобильных дорог: учеб. пособие / А.П. Васильев, Ю.М. Яковлев, М.С. Коганзон. - М.: МАДИ, 1998. - 78 с.
- Артоболевский, И.И. Теория механизмов и машин: учеб. для вузов / И.И. Артоболевский - 4-е изд., перераб. и доп. - М.: Наука. Гл. ред. Физ.-мат. лит., 1988. - 640 с.
- Кромский, Е.И. Прессование композиционных материалов с использованием сдвиговых деформаций / Е.И. Кромский, Н.И. Ахметшин, Б.А. Яров. - Челябинск: Издат. центр ЮУрГУ, 2014. - 10 с.
- Афанасьев, А.А. Технология импульсного уплотнения бетонных смесей / А.А. Афанасьев. - М.: Стройиздат, 1987. - 168 с.
- Зубкин, В.Е. РК мини 01 - первая из новой линии формовочных машин «Русские качели» для маломасштабного производства бетонных изделий / В.Е. Зубкин, В.М. Коновалов, Н.Е. Королёв // Популярное бетоноведение. - 2007. - № 1 (15). - С. 73-76.
- Зубкин, В.Е. Зонное нагнетание сыпучих сред, или как стоить из обыкновенной земли весьма дешевые, прочные, тёплые и огнестойкие дома посредством «Русских качелей»: практ. пособие / В.Е. Зубкин, В.М Коновалов, Н.Е. Королев. - М.: Изд-во «РУСАКИ», 2002. - 144 с.
- ГОСТ 12.2.100-97. Машины и оборудование для производства глиняного и силикатного кирпича, керамических и асбестоцементных изделий. Общие требования безопасности. - М.: Изд-во стандартов, 1998. - 11 с.
- Патент ПМ РФ RU № 176735. Бетоноукладчик / Е.И. Кромский, А.А. Базанов, А.А. Немыкин. - Опубл. БИ № 01, 2018.
- Анурьев, В.И. Справочник конструктора-машиностроителя: справ.: в 3 т. / В.И. Анурьев. - 8-е изд., перераб. и доп.; под ред. И.Н. Жестковой. - М.: Машиностроение, 1999. - Т. 1. - 912 с.
- Тимофеев, Ю.Л. Технология вибрационного уплотнения бетона при устройстве монолитных конструкций: учеб. пособие для техн. вузов / Ю.Л. Тимофеев. - Ростов н/Д., 2002. - 47 с.
- Баженов, Ю.М. Технология бетона: учеб. пособие для вузов / Ю.М. Баженов. - М.: Высш. шк., 1979. - 415 с.
- Дорожные машины и оборудование / Я.М. Пиковский, С.М. Полосин-Никитин, Н.П. Вощинин, В.И. Баловнев. - М.: Машгиз,1960. - 604 с.
- Вайнсон, А.А. Подъемно-транспортные машины: учеб. для вузов / А.А. Вайнсон. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1989. - 536 с.
- Вайнсон, А.А. Подъемно-транспортные машины строительной промышленности. Атлас конструкций: учеб. пособие для техн. вузов / А.А. Вайнсон. - Изд. 3-е, перераб. и доп. - М.: ООО «Издательский дом Альянс», 2009. - 426 с.
- Боэм, Б.У. Инженерное проектирование программного обеспечения: пер. с англ. / Б.У. Боэм; под ред. проф. А.А. Красилова. - М.: Радио и связь, 1985. - 512 с.
