Поиск перспективных схем базирования и способов шлифования сферических торцев конических роликов

Автор: Прилуцкий Ванцетти Александрович, Парфенов Владимир Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.18, 2016 года.
Бесплатный доступ
Выполнен анализ схем базирования и поиск новых технологических схем и возможных способов реализации на основе морфологического метода с использованием предложенных критериев. Определены основные направления развития шлифования сферических торцов роликов.
Подшипник качения, конический ролик, сферический торец, установочная, направляющая и опорная база, опорная точка, схема базирования, базирование, установка
Короткий адрес: https://sciup.org/148204696
IDR: 148204696 | УДК: 621.923
Search new of locating charts and processes grinding of spherical ends taper rollers
Analysis of the locating charts and the search for new technological schemes and possible implementation on the basis of morphological method using the proposed criteria. Identified basic directions of evolution of the technology of grinding spherical ends rollers.
Текст научной статьи Поиск перспективных схем базирования и способов шлифования сферических торцев конических роликов
Точность и качество поверхностного слоя рабочих поверхностей тел качения, в частности конических роликов, во многом определяют эксплуатационные свойства подшипников качения. Предельная частота вращения, общий уровень вибрации и шума, момент сопротивления проворачиванию, долговечность, износостойкость подшипников зависят от периодических погрешностей обработки (ППО) (овал, огранка, волнистость). Отсутствуют работы, систематизирующие поиск наиболее эффективных методов шлифования поверхностей конических роликов, в частности сферического торца, и их рациональных схем базирования, обеспечивающих наименьший уровень ППО. В данной работе восполняется указанный пробел.
Здесь к критериям базирования и закрепления отнесены: метод базирования; способ обработки; тип связи; характер проявления; комплект баз; характер относительного движения баз ролика и приспособления; наличие компенсации погрешностей установки.
Методы базирования могут быть: центровые, бесцентровые и комбинированные.
Существуют сквозной, врезной и групповой способы обработки. При сквозном способе обработки процесс шлифования идет непрерывно. При этом в разных зонах параллельно происходят процессы: загрузки заготовок роликов, шлифования и выгрузки обработанных роликов.
При врезном способе обработки процесс шлифования идет циклично. Заготовки роликов поочередно устанавливаются в позицию обработки, далее шлифуются и выгружаются. При этом возможно использование нескольких позиций обработки.
При групповом способе обработки произво дится обработка сразу партии заготовок, но их уста-
Парфенов Владимир Анатольевич, начальник конструкторского бюро КТО.
новка выполняется до начала процесса обработки. После окончания цикла шлифования заготовки выгружаются, и устанавливается новая партия.
Типы связи базовых поверхностей ролика с установочными элементами приспособления: жесткая (Ж), нежесткая подвижная (НЖП), податливая инструментальная (ПИ), податливая (П) и комбинированная (Кс) [3]. Ж-связь характеризуется жестким контактом ролика с установочными элементами приспособления, не исключающим деформации в контакте. НЖП-связь применяется в случае возможности смещения установочных элементов приспособления относительно базовых поверхностей ролика. В ПИ-связи роль установочных элементов выполняет абразивный инструмент. В случае с П-связью базирование ролика происходит с применением элементов, имеющих уменьшенную жесткость контакта. Кс-связь представляет собой комбинации вышеперечисленных типов.
По характеру проявления базы могут быть явными (Я), скрытыми (С) и комбинированными (К). Я-базами являются основные либо вспомогательные поверх-ности ролика: образующая (О), малый торец (ТМ), большой торец (ТБ), фаски малая и большая (ФМ и ФБ), центровые отверстия со стороны малого (ЦМ) либо большого (ЦБ) торцов. В качестве скрытых баз выступают: точка, ось симметрии ролика; плоскость симметрии, проходящая через ось ролика. Базирование по С-базам характерно в основном для Ц-способов базирования, но встречается и в БЦ-способах. Базирование по С-базам обеспечивает повышение точности установки роликов не менее чем вдвое.
Возможные комплекты баз ролика: одна, две либо три поверхности.
По характеру относительного движения баз ролика и приспособления можно выделить следующие типы: качение (Кч), скольжение (Ск), качение со скольжением (КС), качение с неподвижным контактом (КН), скольжение с неподвижным контактом (СН) и неподвижный контакт (НК). В
БЦ-способах базирования применяются Кч и Ск типы контактов, в Ц-способах в основном Ск и НК типы контакта.
По наличию компенсации погрешностей известны способы с компенсацией погрешностей (КП) и без нее (Бкп). Возможна компенсация погрешностей: расположения; формы; размера; микрогеометрии.
Критерии закрепления ролика: по виду замыкания; типу сил, создающих силовое замыкание; источнику замыкающего усилия; характеру относительного движения базовых поверхностей ролика относительно замыкающих поверхностей; степени проявления замыкающих сил; порядку выполнения закрепления; типу силового контура; способу компенсации погрешностей.
По виду замыкания закрепление бывает геометрическое и силовое. Наибольшее распространение получило силовое замыкание. Оно создается: упругими силами материала деталей (У); силами резания (СР); силой трения (СТ); электромагнитными силами (ЭС).
По источнику замыкающего усилия оно может быть: от сопряженных деталей приспособления; от абразивного инструмента.
Характер контакта ролика с сопряженными поверхностями приспособления: качение (как пример по прижимному диску, ролику); скольжение (по шлифовальному кругу, опорному ножу, призме и т.д.) и неподвижный контакт (в цанге, в отверстии втулки и т.д.).
По степени проявления замыкающих сил они могут быть явными (ЯЗ) и косвенными (КЗ). ЯЗ-замыкающие усилия проявляются в прямом силовом воздействии на ролик. КЗ-замыкающие усилия выражаются в неявном виде.
По порядку выполнения закрепления силовое замыкание может быть: последовательным (ПЗ) или параллельным (ПР). При ПЗ силовом замыкании важно исключить возможность изменения положения ролика, достигнутого при базировании.
По типу силового контура замыкание может быть: разомкнутое (РК) и замкнутое (ЗК).
Компенсация погрешностей закрепления: по типу погрешности для компенсации; по схеме и направлению приложенных сил и моментов. По типу погрешности для компенсации: компенсация погрешности формы; размера; комплексная.
Предлагаемый анализ всех вариантов базирования роликов на основе морфо-логического метода (рис.1) учитывает три группы критериев: основная базовая поверхность, определяющая положение ролика; вспомогательная базовая поверхность; способ базирования и характер проявления.
При этом предположено, что каждой ячейке морфологического ящика может соответствовать несколько схем базирования в зависимости от расположения опорных точек (о.т.); каждую
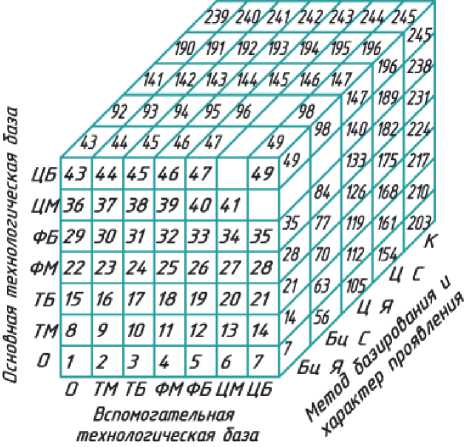
Рис. 1. Морфологический ящик способов установки заготовок роликов при шлифовании сферического торца схему базирования возможно реализовать одной или несколькими вариациями технологических систем.
Следующими критериями оценивали рациональность схем базирования:
-
- минимальные погрешности базирования и закрепления;
-
- минимальная длина размерной цепи;
-
- наличие компенсации погрешностей базирования и закрепления;
-
- степень устойчивости заготовки;
-
- наличие силового замыкания;
-
- простота установки заготовки;
-
- возможность реализации схемы.
Сочетания 1 - 49 представляют бесцентровые (БЦ) способы базирования с установкой по явным (Я) базам; 50 - 98 способы БЦ базирования по скрытым (С) базам; 99 - 147 - центровые (Ц) способы с Я базами; 148 - 196 - Ц способы с С базами; 197 - 245 - комбинированные (К) способы.
Далее проведен анализ некоторых схем базирования и характера их реализации.
Сочетанию 1 соответствует схема базирования 1а (рис.2) и 4 способа реализации: 1а1, 1а2, 1а3 и 1а4. В способе 1а1 ролик устанавливают образующей по направляющей базе, реализуемой контактом ролика с поверхностью торца жесткого опорного диска 1 (о.т.1.2). Диски – соосны, вращаются в противоположные стороны с разной скоростью. Обеспечивают вращение заготовки вокруг своей оси и оси круговой подачи, чем реализуют опорную базу (о.т.6). При качении по дискам заготовка контактирует с базовой поверхностью паза сепаратора, соосного дискам, чем реализует направляющую базу (о.т.3.4). Силовое замыкание осуществляют вторым ведущим жестким диском. В осевом направлении ролик фиксируют между торцами диска по опорной базе (о.т.5). Способ обработки сквозной, характер относительного движения - КС, тип связи - НЖП.
Недостатки схемы базирования 1а и всех способов ее реализации:
-
- значительная величина погрешности базирования, связанная с использованием только одной поверхности - образующей;
-
- большая длина размерной цепи и количество подвижных элементов базирования - 3;
-
- ненадежное силовое замыкание вследствие возможности расклинивания;
-
- отсутствие компенсации погрешностей.
Сочетанию 2 соответствуют схемы базирования 2а, 2б и 2в (рис.2). В схеме 2а заготовку устанавливают образующей по двум направляющим базам, реализуемым с помощью двух пар опорных точек 1,2 и 3,4 и одной опорной базе, реализуемой опорной точкой 6. Малый торец является вспомогательной технологической базой, и его используют в качестве опорной базы (о.т.5) для ограничения в осевом направлении. Возможны 4 способа реализации схемы базирования 2а. В способе 2а1 (рис.2) заготовка ролика устанавливается образующей по 1-й направляющей базе путем контакта с опорным диском, по 2-й направляющей базе за счет контакта с пазом сепаратора, по опорной базе контактом ТМ с торцевым упором в пазу сепаратора. 6-й степени свободы заготовка лишается за счет контакта образующей с упругим диском. Обработка периферией ШК. Механизм компенсации погрешности расположения основной (О) и вспомогательной (ТМ) технологических баз выполнен в виде упругого диска, компенсирующего разноразмерность по диаметру, углу и отклонение от круглости образующей заготовки. Ролик движется в плоскости круговой подачи. Способ обработки С, относительное движение КС, тип связи НЖП.
В способе 2а2 (рис. 2) ось заготовки в процессе круговой подачи описывает конус. Это обеспечивает обработку роликов с Rсф>300мм, что невозможно в способе 2а1 ввиду больших размеров шпинделя изделия. Обработка ведется торцом чашечного ШК. Недостатком способа является большая размерная цепь и увеличенное число подвижных элементов базирования -3.
Способ 2а3 - модификация 2а1 и отличается отсутствием упругого диска. Упругие силы материала, прижимающие заготовку к жесткому опорному диску, заменены на электромагнитные. Силовое замыкание обеспечивает единственный опорный диск в виде электромагнита. Вращающийся немагнитный сепаратор обеспечивает заготовкам качение по диску со скоростью подачи. Недостатки способа: неравномерное вращение ролика вследствие преодоления сепаратором магнитных сил притяжения заготовок к диску; нестабильное силовое замыкание вследствие попадания между диском и роликами СОЖ и шлама.
В способе 2а4 заготовка ролика базируется образующей по направляющим базам и опорной
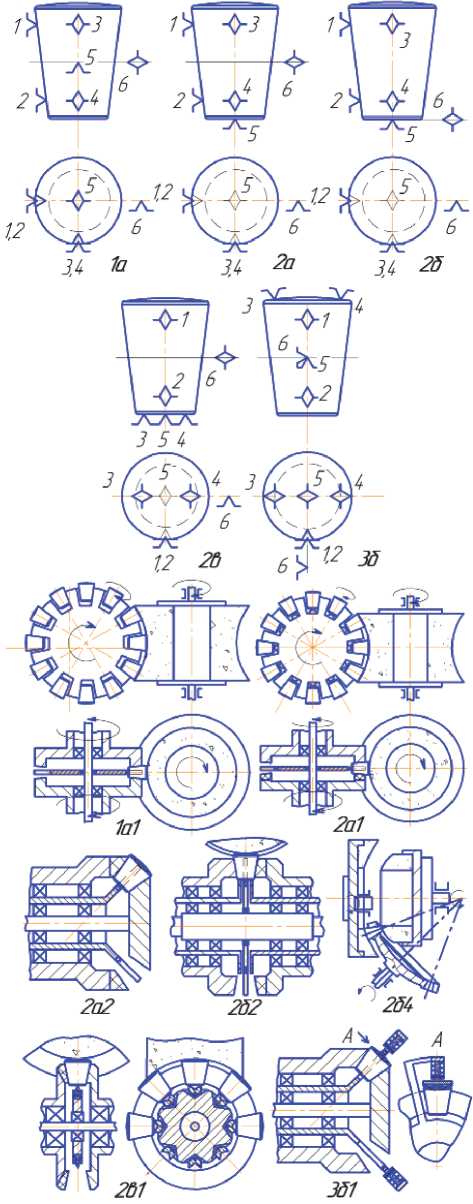
Рис. 2. Схемы базирования 1а, 2а, 2б, 2в, 3б, способы реализации: (1а1, 2а1, 2а2, 2б4) – известные;
(2б2, 2в1, 3б1) – неизвестные (предлагаемые)
базе на опорном и ведущем роликах. Опорная база реализуется контактом ТМ с торцевым упором. Вращение ролика вокруг своей оси осуществляет приводной ролик, реализуя этим опорную базу. Силовое замыкание и компенсацию погрешности между базами выполняет прижимной ролик из упругого материала. Опорные и прижимные ро- лики вследствие зазора в подшипниковых опорах увеличивают погрешность установки. С целью ее исключения разработана конструкция станка с базированием ролика на жестких опорах. Способ обработки – врезной, относительное движение КС, тип связи НЖП. Недостатки способов 2а1, 2а2 и 2а4: увеличенные длина кинематической цепи и количество подвижных элементов – 3.
В схеме базирования 2б в отличие от 2а, опорная база, используемая для вращения заготовки вокруг своей оси, расположена на ТМ. В силу этого нашли практическое применение три способа реализации: с врезным штучным способом обработки 2б1; со сквозным способом в отверстии плоского диска 2б3 и сферического диска 2б4. В способе 2б1 заготовка ролика базируется по образующей на опорном ролике и жесткой опоре. Подводимая опора обеспечивает базирование по ТМ в осевом направлении и вращение заготовки ролика вокруг свой оси за счет кольцевых магнитов, выполняющих роль упоров. Одновременно производится обработка образующей и торца двух заготовок. Силовое замыкание выполняет ШК, обеспечивая прижим роликов к опорному ролику и жестким опорам. Конструкция сложна в силу необходимости точной ориентации и взаимосвязанной подачи элементов системы: опорного ролика, жестких опор, приводных упоров, ограничителя обработки, механизмов правки и подачи ШК. Способ обработки врезной, штучный, относительное движение КС, тип связи НЖП, обработка периферией ШК. Недостатки: длинная кинематическая цепь и большое количество взаимно подвижных элементов базирования - 5; сложность установки заготовки ролика; врезной штучный способ обработки. Указанные недостатки компенсируются системой ЧПУ, обеспечивающей: программируемый цикл обработки; совмещение в одном цикле чернового, чистового шлифования и выхаживания; одновременную обработку образующей, фаски и сферического торца.
Реализация способа 2б2 затрудняется сложностью конструкции приспособления (рис.2). Привод вращения заготовки от упругих фрикционных элементов, расположенных на приводных роликах, вращающихся в разные стороны. Угловые скорости вращения дисков и сепаратора с упором должны быть согласованы со скоростью вращения приводных роликов. Недостатки способа 2б2: большая длина кинематической цепи из 5-ти подвижных элементов; отсутствие нормального силового замыкания по ТМ для вращение заготовки вокруг своей оси; сложность технической реализации схемы.
В способе реализации 2б4 (рис. 2) заготовка устанавливается образующей по двойной направляющей базе в коническое отверстие сферического подающего диска, вращающегося между сферическими торцами ШК. Оси всех гнезд диска сходятся в точке, расположенной на оси его вра- щения. Предусмотренное схемой пересечение осей вращения заготовок роликов, подающего диска и ШК теоретически решает вопрос получения сферы на торце заготовки ролика заданного радиуса. Недостатки способа 2б4: значительная погрешность базирования и неустойчивое положение заготовки за счет зазора между заготовкой и отверстием диска; неустойчивое силовое замыкание по ТМ для обеспечения вращения заготовки ролика вокруг своей оси.
Схема базирования 2в представлена способом реализации 2в1 (рис. 2). Для него характерно отсутствие в сепараторе пазов. Заготовка базируется образующей по направляющей базе путем контакта с опорной конической поверхностью жесткого диска и приводится во вращение фрикционным упругим кольцом на приводном диске, обеспечивая силовое замыкание. Направляющая база, являющаяся одновременно и опорной, реализуется контактом ТМ заготовки в двух точках с упором. Для компенсации расположения основной (О) и вспомогательной (ТМ) баз и погрешности в виде биения на ТМ, упор может вращаться в плоскости своих контактов на оси, обеспечивая гарантированный контакт с ТМ заготовки. Компенсация отклонения от круглости образующей заготовок за счет упругого кольца. Способ обработки сквозной, характер относительного движения КС, тип связи НЖП, обработка периферией ШК. Недостатки схемы 2в и способа 2в1: большая длина кинематической цепи из 4-х подвижных элементов; неустойчивое положение заготовки в процессе обработки т.к. ТМ может сместиться с двухточечного контакта, что приведет к развороту заготовки ролика в плоскости подачи; сложность установки заготовки и технической реализации.
Сочетанию 3 соответствуют схемы базирования 3а, 3б, 3в. В схеме 3а заготовку устанавливают образующей по направляющим базам и опорной базе. Сферический торец используют в качестве опорной базы для вращения заготовки вокруг своей оси.
В схеме базирования 3б и способе реализации 3б1 (рис.2) заготовка устанавливается в осевом направлении образующей по направляющей (о.т.1,2) и опорной (о.т.5) базам между двух дисков. Диски обеспечивают вращение заготовки вокруг своей оси и оси круговой подачи, реализуя опорную базу (о.т.6). Направляющая база обеспечивается контактом обрабатываемого ТБ с прижимом, расположенным на выступе сепаратора. Прижим имеет две о.т. в виде сферических наконечников. Компенсация взаимного расположения баз выполнена в виде подпружиненного механизма между выступом сепаратора и прижимом. Способ обработки сквозной торцом ШК. Схема базирования пока не нашла применения в силу ряда причин: значительная погрешность базирования; неустойчивое положение заготов- ки ролика, вследствие возможного смещения опорного торца с прижима; сложность установки заготовки ролика под прижимы и синхронного движения вместе с заготовками; сложность технической реализации.
ВЫВОДЫ
-
1. Аналогичным образом разобраны и подвергнуты анализу 245 ячеек морфологического ящика.
-
2. Выявлены и классифицированы все возможные схемы базирования. Выполненный анализ позволил определить наиболее рациональные способы базирования заготовок при шлифовании сферы и способы их реализации.
-
3. Выявлено 26 неизвестных способов базирования и предложены схемы их реализации.
-
4. На основании выполненного анализа сформированы основные тенденции развития станков для шлифования сферы роликов:
-
- переход на прогрессивные бесцентровые методы базирования заготовки, как обеспечивающие наибольшую производительность, точность и качество шлифуемой поверхности (преимущественно для серийного и массового производства). Применение центровых методов базирования оправдано при серийном и мелкосерийном выпуске нестандартных роликов;
-
- внедрение базирования заготовок по скрытым базам, обеспечивающим повышение точности до 2-х раз;
-
- совмещение технологических и конструкторских баз ролика, определяющих положение ролика в подшипнике;
-
- использование поверхностей заготовки наибольшей протяженности в качестве технологических баз;
-
- использование шлифования на проход для наибольшей производительности; при невозможности этого применять групповой метод обработки;
-
- разработка методов и устройств, обеспечивающих компенсацию погрешностей обработки;
-
- использование технологических систем шлифования с наименьшим числом звеньев размерных цепей;
-
- создание и использование метода одновременного шлифования нескольких поверхностей;
-
- совмещение чернового и чистового шлифования в одной технологической операции.
Список литературы Поиск перспективных схем базирования и способов шлифования сферических торцев конических роликов
- Инженерия поверхности деталей/Кол. авторов; . М.: Машиностроение, 2008. 320 с.
- Прилуцкий В.А. Повышение точности установки заготовок при базировании по скрытым базам//СТИН. 2011. №4. С. 13-23.
- Прилуцкий В.А. Технологические методы снижения волнистости поверхностей. Монография в 2-х т. Изд. 2-е, перераб. и доп. М.: Машиностроение, 2012. Т.1. 306 с.
- Зарецкий А.В. Исследование бесцентрового шлифования торцовых и сферических поверхностей: дис. … канд. техн. наук. М.: Московский станкостроительный институт. 1970. 138 с.
- Михайлов Н.Н. Исследование двустороннего торцевого сферического шлифования конических роликов подшипников качения: дис. … канд. техн. наук. Куйбышев: КуАИ. 1971. 199 с.
- Ящерицын П.И. и др. Новое в технологии шлифования сферических поверхностей. Мн.: Вышейн. Школа. 1982 -144 с.
- Шегельман И.Р. К построению методологии анализа и синтеза патентоспособных объектов техники [Электронный ресурс] // «Инженерный вестник Дона». 2012. №3. URL: http//ivdon.ru/magazine/archive/n3y2012/908 (дата обращения 15.05.2016).
