Получение алюминиевого сплава АМГ10 c ультрамелкозернистой структурой прокаткой по ARB-методу

Автор: Гречников Федор Васильевич, Попов Игорь Петрович, Ерисов Ярослав Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.15, 2013 года.
Бесплатный доступ
В данной статье на примере алюминиевого сплава АМг10 рассмотрено получение ультрамелкозернистой структуры при прокатке по ARB-методу, который заключается в прокатке пакета из двух листов с обжатием не менее 50%, в последующем разделении проката на две половины, их соединении и повторной прокатке и т.д.
Алюминиевый сплав, амг10, интенсивная пластическая деформация, прокатка, arb-метод, микроструктура, ультра мелкое зерно
Короткий адрес: https://sciup.org/148202230
IDR: 148202230 | УДК: 669.2:539.5
Production of aluminum alloy AMG10 with ultra-fine grained microstructure by accumulative roll-bonding
In this article on the case of aluminum alloy AMg10 it is described the production of ultra-fine grained microstructure by accumulative roll-bonding, which consists in rolling the pack of two sheets to 50%. Then, the rolled material is sectioned into two halves, stacked again and the procedure of rolling is repeated again.
Текст научной статьи Получение алюминиевого сплава АМГ10 c ультрамелкозернистой структурой прокаткой по ARB-методу
Сегодня во многих отраслях наблюдается интенсивное развитие исследований в области “нанотехнологий”. В металлургическом производстве это является реакцией на состояние, близкое к исчерпыванию возможностей создания требуемых свойств у сплавов традиционными методами. Еще великий русский металлург Д.К. Чернов указывал, что в литом металле можно получить свойства деформированного металла, если создать при затвердевании ультрамелкозернистую структуру [1]. Таким образом, минимизация зерна – это путь к возможной отмене всех процессов обработки металлов давлением вообще.
Уменьшение размеров частиц, составляющих объект, придает ему в целом новые свойства. Это вызвано: во-первых, влиянием развитых границ, т.к. приграничные условия отличаются от внутризе-ренных; а во-вторых, отсутствием внутри зерна условий, которые проявляются в большом объеме. Поэтому наноразмеры зерен способны придать при сохраняющемся химическом составе существенно новые качества тому же самому сплаву.
В настоящее время еще не изучен действительный тонкий механизм указанного влияния. Но некоторые проявления в виде отдельных аномально высоких свойств обнаруживаются [2-3]. Поэтому предсказания Д.К. Чернова сбываются и проявляются в виде развития нового мощного направления – создания объемных нанострукту-рированных кристаллических материалов.
Fedor Grechnikov, Corresponding Member of RAS, Doctor of Technics, Professor, Vice-Rector for Academic Affairs.
Получение металлических наноматериалов в виде заготовок с объемом, достаточным для производства изделий, может быть осуществлено тремя путями: компактированием порошков с нанораз-мерными частицами, интенсивной пластической деформацией и специальными способами литья [4].
Наиболее привлекательным способом получения объемных нанокристаллических материалов является интенсивная пластическая деформация, которая заключается в многократном деформировании обрабатываемых материалов в условиях близких к простому сдвигу. Основными методами, с помощью которых достигаются большие деформации, приводящие к заметному измельчению зерна без разрушения образца, являются проглаживание поверхности твердым индентором, кручение под высоким давлением, равноканальное угловое прессование, всесторонняя ковка, “винтовое” прессование и т.д. [5].
С одной стороны, вышеперечисленные методы интенсивной пластической деформации позволяют наряду с уменьшением среднего размера зерна получать массивные образцы с практически беспористой структурой, что невозможно достичь компактированием высокодисперсных порошков. С другой – их основным недостатком является низкая производительность, что сдерживает промышленное производство изделий с достоинствами свойств, присущих наноструктуре.
Поэтому в последние годы широкое применение приобрели высокоэффективные способы получения ультрамелкозернистых материалов на основе процессов прокатки и прессования [6-7], в том числе ассиметричная прокатка и прокатка по ARB-методу (accumulative roll bonding) [8]. В последнем подходе используется близкая по своей сути технологическая схема многоцикловой пакетной прокатки, что позволяет использовать традиционные вы- сокопроизводительные станы горячей и холодной прокатки практически без их доработки.
ПРОКАТКА ПО ARB-МЕТОДУ
На рис. 1 представлена схема прокатки по ARB-методу. Два листа с очищенной и обезжиренной поверхностью складываются пакетом, который после предварительного нагрева (до температур ниже температур рекристаллизации) прокатывается с разовым обжатием не менее 50% для обеспечения соединение (сваривания) отдельных слоев. Затем полученная полоса, состоящая из двух сваренных слоев, режется на две части, соединяемые стороны которых очищают, складывают в пакет, нагревают и снова прокатывают. Процесс повторяют вплоть до достижения заданного числа циклов прокатки.
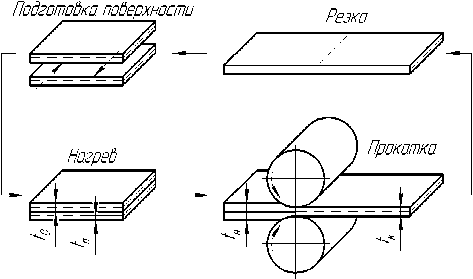
Рис. 1. Схема прокатки по ARB-методу
При прокатке по ARB-методу с равными обжатиями за каждый цикл толщину tn отдельного слоя после n циклов можно рассчитать по формуле [9]:
tn = tnV , где t0 – исходная толщина отдельного слоя; M = tk H – коэффициент обжатия пакета за цикл; tн и tк – толщина пакета до и после прокатки соответственно.
При этом суммарное относительное обжатие £ n отдельного слоя за n циклов составит:
£ = 1 - tn = 1 - Mn
n t0 ,
Тогда, используя выражение для интенсивности деформаций [10] с учетом плоского деформированного состояния при прокатке и условия несжимаемости, получим формулу для определения накопленной интенсивности деформаций за n циклов:
en
2t 21
—Z=ln — = —f=n ln —
V3 tо V3 M ’
Таким образом, при прокатке пакета, составленного из двух полос исходной толщиной t о = 0,5 мм (начальная толщина пакета tH = 1 мм), с обжатием 50% за цикл (конечная толщина пакета tk = 0,5 мм, коэффициент обжатия M = 0, 5 ) после 5 циклов толщина отдельного слоя составит 1 5 = 1/64 мм = 15,625 мкм, суммарное обжатие - £ 5 = 96,875% и накопленная деформация - 6 5 = 4 . В случае 10 циклов прокатки по ARB-методу толщина отдельного слоя составит t 10 = 1/ 2048 мм = 0,488 мкм, суммарное обжатие - ^ ю = 99,902% и накопленная деформация - е ю = 8 и т.д. (рис. 2).
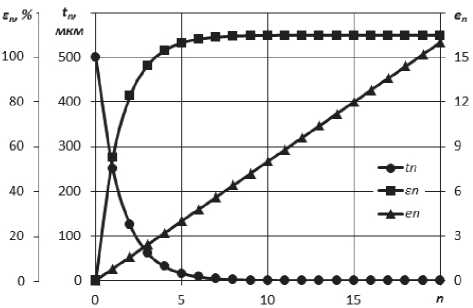
Рис. 2. Зависимость толщины отдельного слоя t n , суммарного обжатия £ — и накопленной интенсивности деформаций en от числа циклов n прокатки по ARB-методу ( 1 0 = 0,5 мм, ц = 0,5 )
Как видно из приведенных расчетов (рис. 2) при прокатке по ARB-методу могут быть достигнуты высокие значения деформаций (> 6-8), что является непременным условием формирования сильно фрагментированной и разориентирован-ной (ультрамелкозернистой) структуры [11].
При этом можно подобрать такое количество слоев пакета и величину его обжатия за цикл (например, 2 слоя – обжатие 50%, 3 слоя – обжатие 66,7% и т.д.), при которых прокатка по ARB-методу может проводиться практически неограниченное число циклов. Однако, на практике с увеличением числа циклов длина и ширина полосы будут постоянно уменьшаться из-за необходимости проводить обрезку растрескавшихся кромок.
МАТЕРИАЛ И МЕТОДИКА ЭКСПЕРИМЕНТА
Исследование проводилось на литейном алюминиевом сплаве системы Al-Mg – АМг10, повышенной коррозионной стойкости. Химический состав сплава приведен в табл. 1. Необходимо отметить, что относительно высокое содержание магния в сплаве способствует улучшению свариваемости отдельных слоев в процессе прокатки по ARB-методу.
Таблица 1. Химический состав сплава АМг10 по ГОСТ 1583-93 (в %) [12]
|
Al |
Mg |
Fe |
Si |
Mn |
Ti |
Cu |
Zr |
Be |
Zn |
Прим еси |
|
осн. |
9,5 10,5 |
до 0,2 |
до 0,2 |
до 0,1 |
0,050,15 |
до 0,15 |
0,050,2 |
0,050,15 |
до 0,1 |
всего 0,5 |
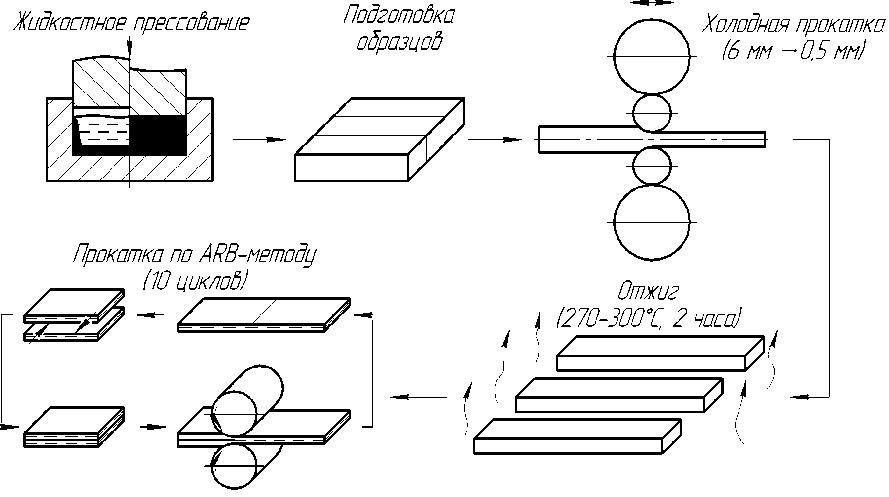
Рис. 3. Схема эксперимента
На рис. 3 приведено описание последовательности операций. На первом этапе образцы размером 100х100х7 мм отливались в специально изготовленной оснастке по методу жидкостного прессования [4] с одновременным акустическим воздействием от слабых импульсных токов частотой 500 кГц [13], который уже на стадии литья обеспечивает мелкозернистую структуру со средним размером зерен около 50-70 мкм (рис. 4, а). Затем поверхность отливок механически обрабатывалась с целью удаления загрязнений (толщина после фрезерования составила 6,2 мм).
Подготовленные образцы (100х30х6,2 мм) прокатывались за несколько проходов на лабораторном прокатном стане К220/75-300 (рис. 4)
со скоростью 1,5 м/мин на конечную толщину 0,51 мм. Режимы прокатки приведены в табл. 2. Перед отжигом (270-300°°С, 1,5-2 часа) производилась обрезка кромки прокатанной ленты с целью удаления трещин. Отжиг и нагрев проводились в печи сопротивления МП-2У.
Затем лента разрезалась на полосы (100х25х0,51 мм), поверхность которых очищалась от окисной пленки металлической щеткой и обезжиривалась ацетоном. После этого формировался пакет из двух слоев, который после предварительного нагрева (150-170°°С) прокатывался с обжатием 50%. Выполнено 10 циклов прокатки по ARB-методу, обжатия и деформации приведены в табл. 2.

Технические характеристики
Диаметр опорных валков 220 мм
Диаметр рабочих валков 75 мм
Длина бочки валка 300 мм
Материал валков 86CrMoV7 (9ХФ)
Допустимое усилие прокати! 560 кН
Скорость прокатки 0-20 м/мин
Минимальная толщина проката 100 мкм Привод опорных валков
Электромеханическое нажимное устройство Система измерения усилия прокатки
Рис. 4. Лабораторный прокатный стан К220/75-300
Таблица 2. Режимы прокатки образцов
|
№ |
Операция |
Проход, мм |
Относительно обжатие Е , % |
Интенсивность деформаций e |
||
|
Разовое |
Суммарное |
Разовая |
Суммарная |
|||
|
0 |
Отливка |
6,2 |
- |
- |
- |
- |
|
1 |
Холодная прокатка (6 проходов) |
6,2 ^ 5,35 |
13,7% |
13,7% |
0,17 |
0,17 |
|
2 |
5,35 ^ 4,48 |
16,6% |
27,7% |
0,21 |
0,37 |
|
|
3 |
4,48 ^ 3,58 |
20,1% |
42,2% |
0,25 |
0,64 |
|
|
4 |
3,58 ^ 2,49 |
30,4% |
59,8% |
0,42 |
1,05 |
|
|
5 |
2,49 ^ 1,51 |
39,4% |
75,6% |
0,58 |
1,63 |
|
|
6 |
1,51 ^ 0,51 |
66,2% |
91,8% |
1,26 |
2,89 |
|
|
7 |
Отжиг |
- |
- |
- |
- |
- |
|
8 |
Прокатка по ARB-методу (10 циклов) |
1,0 ^ 0,5 |
50% |
95,97% |
0,80 |
3,71 |
|
9 |
97,98% |
4,50 |
||||
|
10 |
98,99% |
5,31 |
||||
|
11 |
99,50% |
6,11 |
||||
|
12 |
99,75% |
6,91 |
||||
|
13 |
99,87% |
7,71 |
||||
|
14 |
99,94% |
8,51 |
||||
|
15 |
99,97% |
9,31 |
||||
|
16 |
99,98% |
10,12 |
||||
|
17 |
99,99% |
10,91 |
||||
Металлографические исследования литых образцов проводились на металлографическом микроскопе МИМ-8м при общем увеличении 200 крат. Исследование изменения микроструктуры в процессе прокатки проводилось на просвечивающем электронном микроскопе ЭМВ-100Б при ускоряющем напряжении 75 кВ с увеличением до 30’000 крат. Образцы для анализа предварительно шлифовались, полировались и электрополирова-лись на стандартном оборудовании.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Изменение микроструктуры алюминиевого сплава АМг10 в процессе холодной прокатки приведено на рис. 5. Структура литого образца характеризуется равномерным распределением фазы Al 3 Mg 2 в матрице а -твердого раствора (рис. 5, а). Как уже было отмечено величина зерна составляет 50-70 мкм.
После холодной прокатки с суммарным относительным обжатием 91,8% наблюдается сильное дробление фазы Al3Mg2 и высокая плотность линий скольжения, проходящих в направлении прокатки (рис. 5, б). В целом размеры структурных блоков составляют порядка 2-3 мкм.
Структура после прокатки по ARB-методу (суммарное относительное обжатие 99,99%) представляется блочной с высокой плотностью дислокаций на границах блоков, т.е. наблюдается так называемая дислокационная ячеистая структура (рис. 5, в). Размер блоков составляет примерно 200-500 нм.
а)
б)
в)
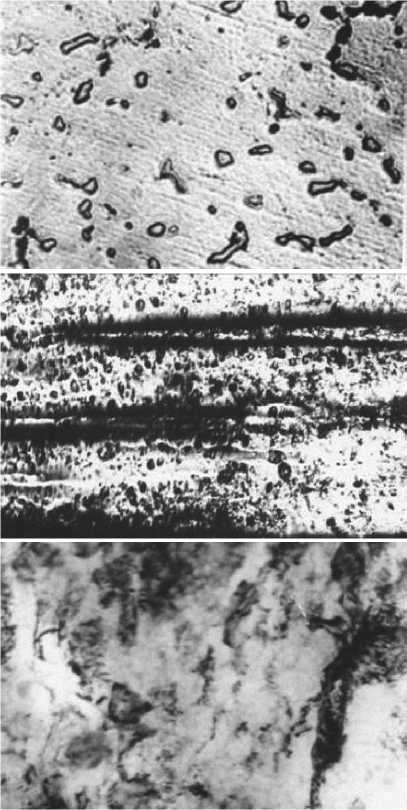
Рис. 5. Структура сплава АМг10 после кристаллизации (а), холодной прокатки (б) и прокатки по ARB-методу (в)
ЗАКЛЮЧЕНИЕ
Из приведенных результатов исследований видно, что при прокатке алюминиевого сплава АМг10 по ARB-методу формируется сильно фрагментированная ультрамелкозернистая структура с размером блоков около 200-500 нм. При этом для обеспечения достигнутого результата необходимо, чтобы величина накопленной интенсивности деформаций составляла порядка 9-10.
Исследование выполнено при финансовой поддержке Министерства образования и науки Российской Федерации в рамках реализации программы “Исследования и разработки по приоритетным направлениям развития научно-технического комплекса России на 2007-20013 годы”, государственный контракт №11.519.11.3019.
Список литературы Получение алюминиевого сплава АМГ10 c ультрамелкозернистой структурой прокаткой по ARB-методу
- Чернов Д.К. Избранные труды по металлургии и металловедению. М.: Наука, 1983. -448 с.
- Сверхпрочность ультрамелкозернистых алюминиевых сплавов, полученных интенсивной пластической деформацией/Р.З. Валиев, Н.А. Еникеев, М.Ю. Мурашкин, С.Е. Александров, Р.В. Гольдштейн//Доклады Академии наук. 2010. Т. 432. №6. С. 757-760.
- Microstructure and mechanical properties of accumulative roll bonded aluminum alloy AA5754/T. Hausol, H.W. Hoppel, M. Goken//Journal of Physics: Conference Series. 2010. Vol. 240. P. 21-28.
- Использование способа литья под поршневым давлением для измельчения структуры алюминиевого сплава/Ф.В. Гречников, И.П. Попов, А.М. Бибиков, Е.Г. Демьяненко, К.А. Николенко//Вестник Самарского государственного аэрокосмического университета имени академика С.П. Королёва (национального исследовательского университета). 2012. №2 (33). С. 183-191.
- Валиев Р.З. Наноструктурные материалы, полученные интенсивной пластической деформацией. М.: Логос. 2000. 272 с.
- Severe plastic deformation (SPD) processes for metals/A. Azushima, R. Kopp, A. Korhonen, D.Y. Yang, F. Micari, G.D. Lahoti, P. Groche, J. Yanagimoto, N. Tsuji, A. Rosochowski, A. Yanagida//CIRP Annals -Manufacturing Technology. 2008. Vol. 57. Issue 2. P. 716-735.
- Патент EP 1861211B1, МПК B21J5/00, B21C23/01. Severe plastic deformation of metals/A. Rosochowski; University of Strathclyde.
- Krallics G., Lenard J.G. An examination of the accumulative roll-bonding process//Journal of Materials Processing Technology. 2004. Vol. 152. Issue 2. P. 154-161.
- Kusnierz J., Bogucka J. Accumulative roll-bonding (ARB) of Al99,8%//Archives of metallurgy and materials. 2005. Vol. 50. Issue 1. P. 219-230.
- Соколовский, В.В. Теория пластичности. М.: Высш. школа, 1969. 608 с.
- Valiev R.Z. Nanostructuring of metallic materials by SPD processing for advanced properties//International Journal of Materials Research. 2009. Vol. 100(6). P. 757-761.
- ГОСТ 1583-93. Сплавы алюминиевые литейные. Технические условия. Введ. 1997-01-01. М.: Издательство стандартов, 2003. 28 с.
- Управление структурообразованием и свойствами литых материалов слабым акустическим воздействием/А.М. Бибиков, И.П. Халтурин, В.И. Зарембо//Литейное производство. 2007. №5. С. 12-14.
