Получение электродных материалов из порошков, полученных методом электроэрозионного диспергирования

Автор: Зайцев Д.В., Сунин Д.П., Акишин Р.В., Герасимов М.А., Сергунов Д.А.
Журнал: Огарёв-online @ogarev-online
Рубрика: Технические науки
Статья в выпуске: 1 т.14, 2026 года.
Бесплатный доступ
Введение. Узлы машин содержат в своем составе детали, изготовленные из цветных металлов и сплавов, таких как бронза. Поверхности этих деталей в процессе эксплуатации изнашиваются, что приводит к необходимости их восстановления. Одним из наиболее универсальных и при этом энергоэффективных методов восстановления изношенных поверхностей деталей является электроискровая обработка. Этот процесс позволяет улучшить эксплуатационные свойства деталей, восстанавливая их первоначальные размеры. В связи с этим создание электродов из мелкодисперсных порошковых материалов становится важным направлением. Цель исследования – разработка технологии изготовления электродов для электроискровой обработки на основе порошков, полученных методом электроэрозионного диспергирования. Материалы и методы. Для спекания использовался бронзовый порошок БрКМц 3-1, полученный методом электроэрозионного диспергирования. Спекание проводилось в системе искрового плазменного спекания SPS 10-3. Для подготовки образцов и их последующего анализа также были задействованы: сушильный шкаф ШС-80-01 СПУ, набор сит, соответствующий стандарту ГОСТ 2715–75, аналитические весы марки Acculab ALC-210d4 и рентгено-флуоресцентный спектрометр Jingpu MX-2. Результаты исследования. В результате спекания получена заготовка диаметром 40 миллиметров и высотой 20 миллиметров. Химический состав спеченных электродов сопоставим с составом исходного металлического лома. При пробной наплавке электроды из спеченной бронзы обеспечили формирование покрытий, по физико-механическим и триботехническим параметрам не уступающих покрытиям, полученным стандартным электродным материалом. Обсуждение и заключение. Методом искрового плазменного спекания возможно получать электроды из бронзовых порошковых материалов, полученных методом электроэрозионного диспергирования. Эти электроды обладают свойствами, подходящими для их применения в процессе электроискровой обработки.
Диспергирование, электроды, электроискровая обработка, вторичные материалы, спекание, бронза, наплавка
Короткий адрес: https://sciup.org/147253578
IDR: 147253578 | УДК: 621.762 | DOI: 10.15507/2311-2468.014.202601.088-097
Preparation of Electrode Materials from Powders Obtained by Electroerosion Dispersion
Introduction. Machine components contain parts made of non-ferrous metals and alloys, such as bronze. The surfaces of these parts wear out during operation, which leads to the need for their restoration. One of the most versatile and at the same time energy-efficient methods of restoring worn surfaces of parts is electric spark treatment. This process makes it possible to improve the operational properties of the parts, restoring their original dimensions. In this regard, the creation of electrodes from finely dispersed powdered materials is becoming an important direction. The purpose of the study is to develop a technology for manufacturing electrodes for electric spark processing based on powders obtained by electroerosion dispersion. Materials and methods. Bronze powder BrKMc 3-1, obtained by electroerosion dispersion, was used for sintering. Sintering was carried out in the spark plasma sintering system SPS 10-3. For the preparation of samples and their subsequent analysis, the following were also involved: drying cabinet SHS-80-01 SPU, a set of sieves conforming to GOST 2715-75 standard, analytical scales of the Acculab ALC-210d4 brand and the Jingpu MX-2 X-ray fluorescence spectrometer. Results. As a result of sintering, a billet with a diameter of 40 millimeters and a height of 20 millimeters was obtained. The chemical composition of the sintered electrodes is comparable to that of the original scrap metal. During trial welding, sintered bronze electrodes provided the formation of coatings that are not inferior in physico-mechanical and tribotechnical parameters to coatings obtained with a standard electrode material. Discussion and conclusion. By the method of spark plasma sintering, it is possible to obtain electrodes from bronze powder materials obtained by electroerosion dispersion. These electrodes have properties suitable for their use in the process of electric spark processing.
Текст научной статьи Получение электродных материалов из порошков, полученных методом электроэрозионного диспергирования
И eISSN 2311-2468
EDN:
Характерной особенностью автомобильной техники выступает использование в конструкции большого количества деталей, изготовленных из цветных металлов и их сплавов. Это объясняется тем, что такие материалы обладают высокими антифрикционными свойствами и коррозионной стойкостью, а также способны выдерживать значительные удельные нагрузки и высокие скорости. Перечисленные свойства делают их незаменимыми в конструкциях, где требуется высокая прочность и надежность [1].
В современных условиях, когда требования к долговечности и надежности автомобилей постоянно возрастают, возникает необходимость в упрочнении и восстановлении изношенных поверхностей деталей. Для этого используются различные методы, которые позволяют наносить износостойкие и антифрикционные покрытия на поверхности деталей.
Цель исследования – получение из порошков, выделенных методом электроэрозион-ного диспергирования, электродных материалов с заданными свойствами для электроискровой обработки.
ОБЗОР ЛИТЕРАТУРЫ
Одним из наиболее универсальных и эффективных методов, применяемых для восстановления или упрочнения деталей машин, которые работают в условиях интенсивного изнашивания, является наплавка [2].
Среди наиболее перспективных и наукоемких методов обработки материалов – электроискровая обработка (ЭИО). Метод находит широкое применение в различных областях, благодаря своим уникальным свойствам и возможностям. Его главным преимуществом выступает высокая прочность сцепления легированного слоя с основным материалом. С помощью ЭИО можно получить покрытие из любых токопроводящих материалов [3].
Посредством ЭИО создаются функциональные покрытия различной толщины на рабочих поверхностях деталей. Эти покрытия будут обладать необходимыми эксплуатационными свойствами, такими как износостойкость, жаростойкость, коррозионная стойкость и др. Используя данную обработку, можно восстановить размеры деталей, которые были утрачены в процессе их эксплуатации [4].
Эксплуатационные характеристики запчастей, используемых в различных отраслях, зависят от множества факторов, наиболее значимая из которых микроструктура, химический и фазовый состав поверхностных слоев. Эти параметры можно варьировать в широких пределах с помощью обработки электродами, изготавливающимися из различных материалов [5–7]. Таким образом, выбор подходящего электродного материала становится важным этапом в процессе улучшения эксплуатационных свойств деталей. Например, значительное повышение износостойкости может быть достигнуто путем формирования наноструктурированных покрытий, созданных с использованием электродов, содержащих определенные легирующие наноматериалы.
В числе наиболее эффективных методов, позволяющих получать мелкодисперсные и наноразмерные порошковые материалы, находится электроэро-зионное диспергирование (ЭЭД) [8; 9]. Применение этого метода способствует созданию высококачественных материалов, а также позволяет снизить себестоимость итогового про- дукта. В контексте переработки отходов машиностроительного производства это дает возможность эффективно использовать дорогостоящие цветные металлы и их сплавы. Таким образом, ЭЭД позволяет улучшить качество производимых деталей, повысить эффективность использования ресурсов, снизить затраты на производство и увеличить экономическую эффективность производства.
Процесс получения электродных материалов из мелкодисперсных и наноразмерных порошков осуществляется с помощью технологии искрового плазменного спекания. Эта технология позволяет создавать материалы, которые можно использовать в качестве электродов. Энергия, выделяемая в результате искрового разряда, эффективно испаряет загрязняющие вещества и оксиды, находящиеся на поверхности частиц, что приводит к образованию прочных перемычек, которые соединяют частицы друг с другом. В результате происходит концентрация джоулева тепла на поверхности частиц, что вызывает их пластическую деформацию, которая способствует достижению высокой плотности конечного продукта. В процессе спекания образуются прочные связи между частицами, что достигается за счет локального плазменного сваривания. Температура при этом может достигать 10000 °С, а давление – 300 т [10].
Таким образом, для получения электродов, пригодных для электроискровой обработки, перспективным является использование метода электроэрозионного диспергирования для переработки вторичных материалов с последующей консолидацией порошков методом искрового плазменного спекания. Однако комплексных исследований по реализации такой схемы для бронзовых порошков недостаточно.
МАТЕРИАЛЫ И МЕТОДЫ
Для достижения поставленной цели в исследовании использовался бронзовый порошок, который был получен с помощью электроэрозионного диспергирования из металлического лома бронзы БрКМц3-1.
Металлический порошок был получен на комплексе для электроэрозионного диспергирования, с использованием генератора импульсного тока для электроискровой обработки, энергетические режимы которого: длительность импульсов – 150 мкс; частота импульсов – 800 Гц; амплитуда тока – 120 А; энергия импульсов – 0,32 Дж. В качестве рабочей среды в процессе диспергирования использовалась дистиллированная вода. Размер частиц полученного порошка не превышал 0,1 мм.
Первоначально после получения порошок просушивался в сушильном шкафу модели ШС-80-01 СПУ при температуре 120 °С в течение 10 мин. Данный процесс необходим для удаления влаги негативно влияющей на изделия, полученные из порошка а затем просеивается через набор сит по стандарту ГОСТ 2715–751. Это необходимо для достижения однородной фракции, размер которой не превышает 0,071 мм. На аналитических весах марки Acculab ALC-210d4 был взвешен порошок для дальнейшего спекания, его вес составил 135 г.
-
1 Сетки металлические проволочные. Типы, основные параметры и размеры: ГОСТ 2715–75 [Электронный ресурс]. ИС «МЕГАНОРМ» : сайт. URL: https://meganorm.ru/Data2/1/4294852/4294852790.pdf (дата обращения: 12.10.2025)
Technical sciences 91
Следующий этап включает загрузку подготовленного порошка в графитовую пресс-форму, диаметром 40 мм. Затем она помещается в специализированную камеру системы искрового плазменного спекания SPS 10-3 (рис. 1). Внутри этой камеры создается вакуум, который достигает уровня 10-3 Торр. Наличие вакуума предотвращает окисление материала.
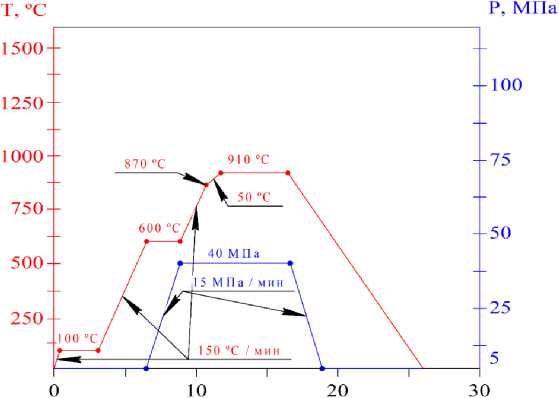
После достижения необходимого уровня вакуума происходит предварительное сжатие образца при давлении 5 МПа. Этот процесс помогает уплотнить порошок перед его нагревом. Затем образец нагревается до 100 °C с заданной скоростью, равной 150 °C в минуту. На этом этапе выполняется изотермическая выдержка, которая длится 2,5 минуты. Это необходимо для удаления адсорбированной влаги, которая может негативно сказаться на процессе спекания.
L T Ч • ----•<

Р и с . 1 . Система SPS 10-3 фирмы Thermal Technology
F i g . 1 . Thermal Technology's SPS 10-3 system
Источник : материал рисунков и таблиц подготовлен авторами в ходе исследования
Source : the material of figures and tables was prepared by the authors during the research
Далее температура образца повышалась до 600 °C со скоростью нагрева, равной 150 °C в минуту. После достижения этой температуры также проводилась изотермическая выдержка (2,5 мин), что позволило осуществить дегазацию компактируемого материала. После завершения дегазации давление прессования увеличивалось до 40 МПа с контролируемой скоростью 15 МПа в минуту. Затем осуществлялся нагрев до температуры 870 °C со скоростью 150 °C в минуту. По достижении этой температуры скорость нагрева уменьшилась до 50 °C в минуту, чтобы обеспечить более плавный переход к финальной температуре спекания.
Заключительный этап спекания проходил при температуре 910 °C и продолжался в течение 5 минут. В это время скорость охлаждения составила 100 °C в минуту, параллельно давление в камере снижается до 5 МПа с той же скоростью, что и при увеличении давления (15 МПа в мин).
Все этапы процесса искрового плазменного спекания представлены на рисунке 2.
t, мин
Р и с . 2 . График протекания искрового плазменного спекания
F i g . 2 . Spark plasma sintering flow chart
Для определения химического состава металлического лома, полученного порошка и спеченных электродов использовался рентгено-флуоресцентный спектрометр Jingpu MX-2 в режиме анализа сплавов, при котором определяются: стали, сплавы на основе меди, никеля, титана и алюминия.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
В результате спекания была получена заготовка диаметром 40 мм и высотой 20 мм (рис. 3). На брикете видны отметины черного цвета, которые говорят о наличии частиц графитовой формы.

Р и с . 3 . Брикет бронзы после спекания
F i g . 3 . Bronze briquette after sintering
В таблице 1 представлено сравнение химического состава образцов лома, полученного порошка и спеченного электрода из бронзы БрКМц 3-1.
Анализ химического состава лома, порошков, полученных ЭЭД, и спеченных электродов показал, что в процессе электроэрозионного диспергирования изменяется химический состав порошка. Содержание некоторых элементов варьируется, исчезает полностью или дополняется новыми элементами.
Таблица 1. Химический состав полученных образцов
Table 1. Chemical composition of the obtained samples
|
Химический элемент / Chemical element |
Тип образца / Sample Type |
||
|
лом / scrap metal |
порошок / powder |
спеченный электрод / sintered electrode |
|
|
Cu |
98,47 |
97,80 |
97,20 |
|
Mn |
0,83 |
1,27 |
0,93 |
|
Fe |
0,57 |
0,60 |
0,88 |
|
Sn |
0,04 |
0,02 |
0,21 |
|
V |
– |
0,20 |
0,47 |
|
Co |
0,03 |
0,10 |
– |
|
Ni |
– |
0,02 |
– |
|
W |
– |
0,03 |
0,02 |
|
Zn |
0,05 |
– |
0,30 |
Это происходит в результате взаимодействия порошка с рабочей жидкостью и различными элементами конструкции, а при спекании – из-за образования новых химических соединений и выгорания некоторых элементов
Как показывают данные таблицы 1, химический состав металлического лома и спеченных электродов мало отличается.
Для проведения испытаний покрытий, полученных методом ЭИО, использовался образованный брикет спеченной бронзы. С помощью алмазного круга он был разрезан на электроды сечением 6 х 6 мм и длиной не менее 30 мм. Для сравнения использовался пруток из бронзы БрКМц 3-1 (ГОСТ 1628-2019) с сечением 6 х 6 мм.
Сравнительная наплавка проводилась методом электроискровой обработки на образцы из стали 45, с использованием генератора импульсного тока «Искра-Z». Внешний вид полученных покрытий представлен на рисунке 4.

Р и с . 4 . Внешний вид образцов с покрытием:
1 – стандартным электродом; 2 – электродом из спеченной бронзы
F i g . 4 . Appearance of coated samples:
1 – with a standard electrode; 2 – with a sintered bronze electrode
При сравнении физико-механических и триботехнических параметров спеченной бронзы и стандартного электродного материала БрКМц 3-1 первая продемонстрировала высокую стойкость к изнашиванию, что делает ее перспективной для использования в условиях повышенных нагрузок.
ОБСУЖДЕНИЕ И ЗАКЛЮЧЕНИЕ
Исследования, проведенные в рамках данной работы, подтвердили возможность изготовления электродов из вторичных переработанных порошков цветных металлов и их сплавов. Эти электроды могут быть востребованы в процессах наплавки, особенно в ремонтном производстве, включая электроискровую обработку. Поверхности, полученные с использованием таких электродов, демонстрируют улучшенные физико-технологические характеристики благодаря применению мелкозернистых и наноразмерных материалов при их создании. В ходе наплавочных процессов наблюдались более эффективный перенос металла и снижение его расхода по сравнению с традиционными электродами.
Ограничением исследования является вероятность окисления материала при контакте с атмосферой. Даже применение вакуума или инертных газов в процессе спекания не исключает формирование участков окисления, что может привести к ухудшению качества поверхности и снижению механических свойств образца.
Перспективы дальнейшей работы в области искрового плазменного спекания связаны с исследованием влияния различных режимов нагрева, давления, времени выдержки и силы тока на структуру, плотность и механические свойства спеченных изделий для повышения их качества и однородности.
