Постпроцессор системы ЧПУ «Маяк 600Т» для CAM-приложения «Модуль ЧПУ токарная обработка»

Автор: Щкин Александр Васильевич, Сульдин Сергей Петрович, Митин Эдуард Валерьевич
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Машиностроение
Статья в выпуске: 1-2, 2014 года.
Бесплатный доступ
В этой статье описывается метод пост-обработки, который обеспечивает эффективную возможность включения машинных циклов в NC-программы. Мы рассмотрели возможность автоматизированного разбиения допуска механической обработки на геометрические фигуры машинных циклов.
Cam-система, компас-3d, управляющая программа, постпроцессор, станочный цикл, режущий инструмент, визуализация
Короткий адрес: https://sciup.org/14720300
IDR: 14720300 | УДК: 621.941
Post-processor of NC system «Mayak 600T» for CAM-application
This article describes a method for post-processing, which provides an efficient opportunity of including machine cycles in NC-programs. We have considered the possibility of the automated breakdown of machining allowance to geometrical figures of machine cycles.
Текст научной статьи Постпроцессор системы ЧПУ «Маяк 600Т» для CAM-приложения «Модуль ЧПУ токарная обработка»
Серия «Естественные и технические науки»
«Модуль ЧПУ. Токарная обработка» [1; 3–4] – это первая прикладная библиотека для системы КОМПАС-3D в области автоматизации разработки управляющих программ для станков с ЧПУ. Библиотека разработана с использованием инструментальных средств API системы КОМПАС-3D и полностью интегрирована в его рабочую среду. Приложение работает с конструкторской моделью детали, построенной в системе КОМПАС-3D, и поддерживает все этапы создания управляющей программы для токарного станка, а именно:
– визуальное формирование контуров обработки в окне КОМПАС-3D;
– генерация управляющей программы в промежуточном формате;
– постпроцессирование;
– симуляция и контроль процесса обработки.
На этапе постпроцессирования осуществляется перевод управляющей программы с промежуточного языка ЧПУ, принятого внутри CAM-системы, на язык конкретной стойки управления станком, который выполняется с помощью специальной программы – постпроцессора. Все САМ-системы вынуждены поддерживать постпроцессирование, так как производители систем ЧПУ не приняли единого стандарта кодировки. В библиотеке в качестве промежуточного языка выбран стандарт ISO 7bit, понятный большинству технологов и операторов станков с ЧПУ. Стандарт ISO 7bit – это советский ГОСТ 20999-83, который после развала отечественного станкостроения прекратил свое развитие. Аналогичный международный стандарт известен как ISO 6983 (в Германии – DIN 66025).
В библиотеке «Модуль ЧПУ…» постпроцессор представляет собой скрипт на
языке программирования Python. Язык Python является свободным и бесплатным средством для написания Web-приложений, а в данной библиотеке он нашел применение для разработки постпроцессоров в форме скриптов с открытым кодом. На вход скрипта поступает исходный файл программы в промежуточном коде, запускается интерпретатор языка Python, и скрипт, анализируя исходные кадры программы, выдает программу в кодах системы ЧПУ.
Одним из таких скриптов является постпроцессор для системы ЧПУ «Маяк 600Т» [2]. Данная система ЧПУ является одной из распространенных в России, устанавливается на токарные станки, фрезерные и токарно-фрезерные обрабатывающие центры. Структура постпроцессора включает в себя блок описания машинных циклов, функции получения кадров из исходного файла, формирования записей циклов и вывода кадров в выходной файл.
Библиотека «Модуль ЧПУ…» позволяет включать в управляющую программу токарные, токарно-сверлильные и резьбонарезные циклы систем ЧПУ.
ВЕСТНИК Мордовского университета | 2014 | № 1-2
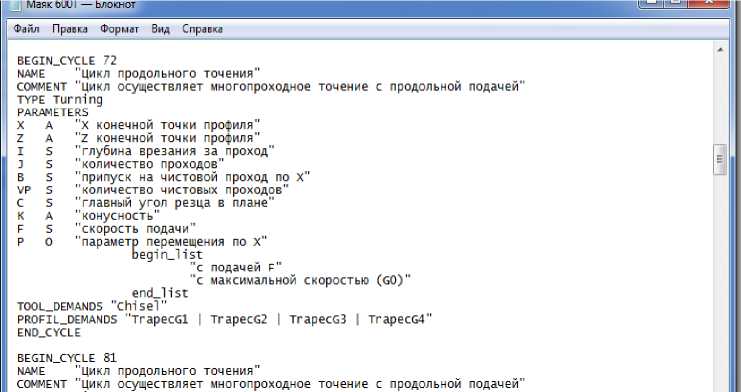
Рис. 1. Блок описания циклов в постпроцессоре «Маяк 600Т»
После описания в постпроцессоре циклы системы ЧПУ становятся доступными на панели свойств библиотеки (рис. 2).
Для этого цикл должен быть описан в начале постпроцессора в специальном блоке комментария, предназначенном для описания машинных циклов (рис. 1). В постпроцессоре системы «Маяк 600Т» описаны следующие циклы для токарных станков:
G33 – многопроходный цикл нарезания резьбы резцом;
G73 – цикл нарезания торцевых (спиральных) резьб;
G83 – цикл нарезания резьбы вдоль оси Z;
G133 – цикл нарезания резьбы плашкой/метчиком;
G75 – цикл нарезания резьбы плаш-кой/метчиком;
G72 – цикл многопроходного точения с продольной подачей;
G81 – цикл многопроходного точения с продольной подачей;
G82 – цикл подрезки торцев;
G71 – профильный цикл продольного точения;
G77 – профильный цикл поперечного точения;
G74 – универсальный цикл глубокого сверления;
G84 – цикл сверления глубокого отверстия.
На рисунке также представлен пользовательский интерфейс библиотеки, встроенный в окно системы КОМПАС-3D.
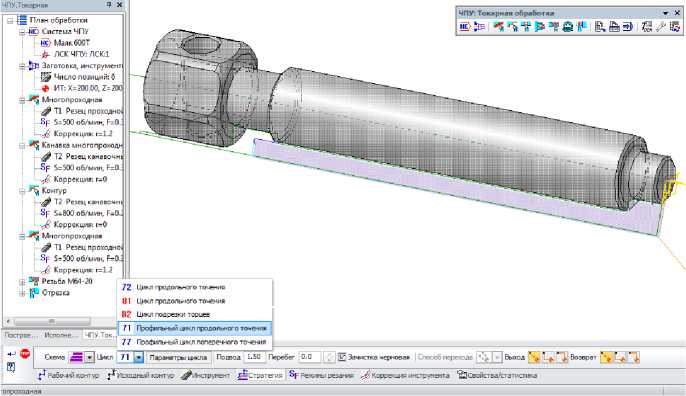
Рис. 2. Выбор токарного цикла системы ЧПУ «Маяк 600Т»
Серия «Естественные и технические науки»
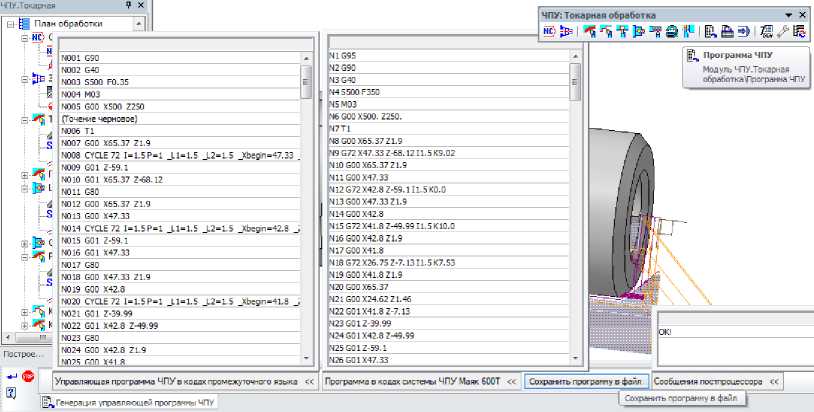
Конвертация программы из промежуточного языка в коды системы ЧПУ выполняется в момент запуска команды библиотеки «Программа ЧПУ» сразу после генерации промежуточного кода (рис. 3). Полученная программа может быть сохранена в файл и отправлена на станок с ЧПУ.
N008 CYCLE 72 1=15 Р=1 _L1=1.5 J.2- 1.5 _Xbegin=47.3 3
Программа в кодах системы ЧПУ Маяк 60DT
| Сохранить"
программу в файл J | Сообщения постпроцессора [ Сохранить программу в файл | ~
В-Д План обработки
Й^ з I к!
7 (Точение черновое)
'=1 _L1=L5 _L2=L5 _Xbegin=42.S
Us к N022 GDI X42.8 Z-49,99
ЧПУ: Токарная обработка ▼ X
H©^ -mMM Rto Я^К
NO 14 CYCLE 72
F N021 G01 2-39,99
N020 CYCLE 72 1=1.5
P-1 _L1=1.5 _L2=1,5 _Xbegin=41.8
Ц^ Программа ЧПУ
Модуль ЧПУ .Токарная обработкаУ1рогранна ЧПУ
Рис. 3. Генерация программы ЧПУ
| Управляющая программа ЧПУ в кодах промежуточного языка IE*Генерация управляющей программы ЧПУ |
Во время конвертации постпроцессор проверяет корректность введенных пользователем параметров, допустимость контуров для обработки в циклах и формирует запись кадров на языке системы ЧПУ «Маяк 600Т». В зависимости от длины программы и производи- тельности компьютера конвертация занимает от одной до нескольких секунд.
Работоспособность постпроцессора проверялась на токарном станке 16К20Ф3 на кафедре металлообрабатывающих станков и комплексов Мордовского государственного университета.
Список литературы Постпроцессор системы ЧПУ «Маяк 600Т» для CAM-приложения «Модуль ЧПУ токарная обработка»
- Авторское свидетельство 2013611436 Российская Федерация. Модуль ЧПУ Токарная обработка/А. В. Щёкин [и др.]. -№ 2013611436; заявл. 26.11.2012; опубл. 09.01.2013, Бюл. № 1. -36 с.: ил.
- Авторское свидетельство 2013616308 Российская Федерация. Постпроцессор для системы ЧПУ «Маяк 600 Т»/А. В. Щёкин [и др.]. -№ 2013611898; заявл. 05.03.2013; опубл. 20.09.2013, Бюл. № 9. -18 с.
- Паньков, М. Токарная обработка как начало CAM-истории в АСКОН/М. Паньков//САПР и графика. -№7. -2013. -C. 37-43.
- Разработка управляющих программ для станков с ЧПУ [Электронный ресурс]. -URL: http://machinery.ascon.ru/software/tasks/items/?prcid=89&prpid=1217.
