Повышение эффективности блока очистки газов установки гидроочистки дизельного топлива

Автор: Виноградов В.А., Гайсина А.Р., Медведева О.А.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Технические науки
Статья в выпуске: 5-1 (92), 2024 года.
Бесплатный доступ
В данной статье рассматривается возможность повышения эффективности блока очистки газов установки гидроочистки бензинов и дизельного топлива. Согласно статистическим данным, с начала 2022 года содержание сероводорода в газах с установки гидроочистки дизельных топлив составляет 1,46…3,28% об., что говорит о неэффективной работе винтового смесителя ВС-101. Поэтому с целью увеличения степени очистки газов рассматривается установка нового абсорбера. Для оценки реализации данного мероприятия проведены технологические расчеты в программном обеспечении Petro-SIM. Произведена инвестиционная оценка с определением основных экономических показателей.
Блок очистки газов, винтовой смеситель, абсорбер, мдэа, степень очистки, моделирование, инвестиционная оценка
Короткий адрес: https://sciup.org/170205076
IDR: 170205076 | DOI: 10.24412/2500-1000-2024-5-1-206-211
Improving the efficiency of the gas purification unit of the diesel fuel hydrotreating unit
This article discusses the possibility of increasing the efficiency of the gas purification unit of a gasoline and diesel fuel hydrotreating unit. According to statistics, since the beginning of 2022, the hydrogen sulfide content in gases from the diesel hydrotreating plant is 1.46...3.28% vol., which indicates the inefficient operation of the VS-101 screw mixer. Therefore, in order to increase the degree of gas purification, the installation of a new absorber is being considered. To assess the implementation of this activity, technological calculations were carried out in the Petro-SIM software. An investment assessment was carried out with the determination of the main economic indicators.
Текст научной статьи Повышение эффективности блока очистки газов установки гидроочистки дизельного топлива
В настоящее время наблюдается рост потребления товарных моторных топлив, это напрямую связано с интенсивным увеличением автомобильного парка, как в России, так и за рубежом [1].
Данная тенденция дала толчок развитию гидрооблагораживающих процессов, на сегодняшний день невозможно представить работу НПЗ без участия установок гидроочистки [2].
Процесс гидроочистки основан на реакциях гидрогенолиза и частичной деструкции молекул в среде водородсодержащего газа, в результате чего органические соединения серы, азота, кислорода, хлора, металлов, содержащиеся в сырье, превращаются в сероводород, аммиак, воду, хлороводород и соответствующие углеводороды [3].
Поэтому, как правило, установки гидроочистки идут в комплексе с блоком очистки газов, ввиду высокого содержания сероводорода в них.
На установке гидроочистки дизельных топлив в газах после блока очистки наблюдается содержание H 2 S порядка 2% об, что свидетельствует о неэффективной работе винтового смесителя ВС-101 (рис. 1).
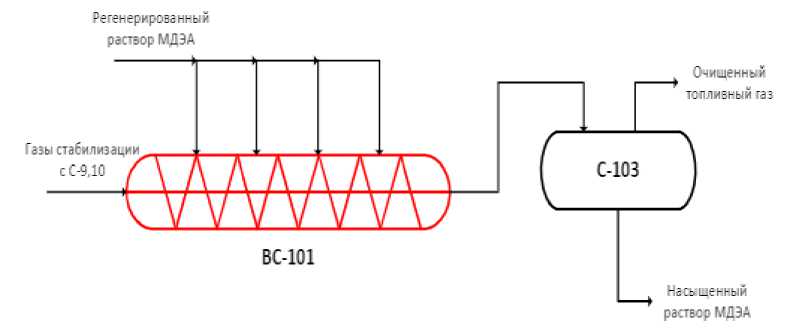
Рис. 1. Текущая схема очистки газов стабилизации
Проблемы текущей схемы следующие: Для решения данных проблем, в част-
– малая степень абсорбции H 2 S в ВС- ности для увеличения степени очистки га
101; зов стабилизации, предлагается замена
– невозможность использования газа в винтового смесителя на новый абсорбер. качестве топлива печей; Предлагаемое решение представлено на
– как следствие, сброс газа на факел. рисунке 2.
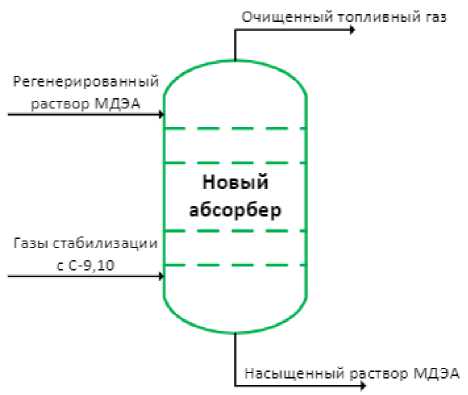
Рис. 2. Предлагаемое решение по замене винтового смесителя
Данное решение позволит снизить технологические потери и потребление природного газа, сократится сброс факельных газов, снизятся вредные выбросы в атмосферу, увеличится степень очистки газов стабилизации.
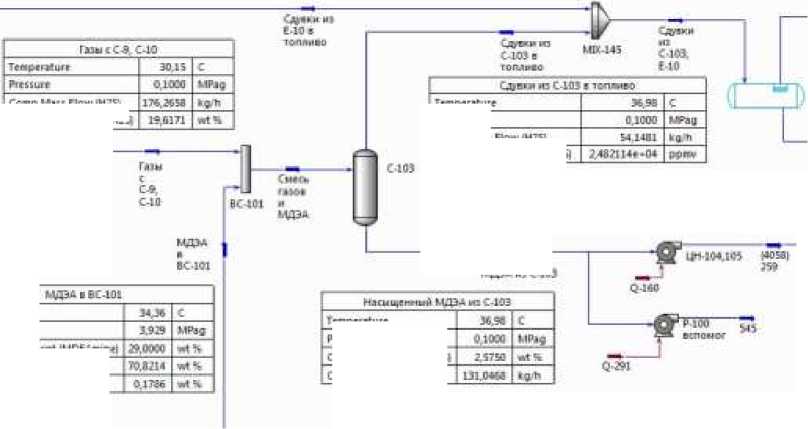
Для сравнения смоделируем текущую и предлагаемую схемы в ПО Petro-SIM. Результаты расчетов существующего блока очистки газов. Показатели режима представлены в таблице 1. Среда моделирования представлена на рисунке 3.
Таблица 1. Технологический режим
|
Параметр |
Значение |
Ед. Изм. |
|
Вихревой смеситель ВС-101 |
||
|
Расход газов в ВС-101 |
0,90 |
тонн / час |
|
1536,84 |
нм3/ час |
|
|
858,85 |
м3/ час |
|
|
Расход МДЭА (29% р-р) в ВС-101 |
5,00 |
тонн / час |
|
Сепаратор С-103 |
||
|
Давление в С-103 |
0,10 |
МПа (изб.) |
|
Температура в С-103 |
36,98 |
◦С |
|
Расход газов с С-103 |
0,81 |
тонн / час |
|
1497,29 |
нм3/ час |
|
|
855,60 |
м3/ час |
|
|
Расход жидкости с С-103 |
5,09 |
тонн / час |
Temperature Pressure
iwpefMure
Рис. 3. Фактическая схема блока ВС-101 и С-103
JjjmpJ^jr^PtnentjMp^
Comp Mass Percent |H2O|
Comp Mast Percent pgSj
Comp Mass Percent iH2S]
Comp Man now 1ИЛ»
сайр ши now 1М25
Со«р Мэи Percent М2Я
temperature Pressure
Comp Mass Flow IHZSJ
Comp УоЮм Percent |Н?Я
гипыщемный M^mCIOJ
В существующем варианте наблюдется очистка газов лишь до 2,4% объемных (24821 ppm). Степень очистки составляет 69,2%.
При моделировании предлагаемой схемы блока нами были рассмотрены два варианта концентрации МДЭА – 29% (вариант 1) и 35% (вариант 2) [4].
Поскольку коррозионная активность МДЭА ниже по сравнению с МЭА, можно рассмотреть увеличение концентрации до 35%. В промышленности встречаются варианты использования раствора МДЭА с концентрацией до 50%. При этом наблюдается ряд преимуществ:
-
- снижение циркуляции раствора, что ведет к уменьшению использования электроэнергии на его перекачку;
-
- уменьшение потребления тепла, что приведет к экономии расхода энергоресурсов;
-
- снижение коррозии оборудования и трубопроводов уменьшит затраты на текущий ремонт [5, 6].
Вариант 1. Смоделируем узел с учетом нового абсорбера с использованием 29% раствора МДЭА при достижении очистки в 400 ppm.
Показатели режима представлены в таблице 2. Среда моделирования представлена на рисунке 4.
Таблица 2. Технологический режим (вариант 1)
|
Параметр |
Значение |
Ед. Изм. |
|
Новый абсорбер |
||
|
Расход газов в ВС-101 |
0,90 |
тонн / час |
|
1536,84 |
нм3/ час |
|
|
858,85 |
м3/ час |
|
|
Расход МДЭА в новый абсорбер |
11,00 |
тонн / час |
|
Температура МДЭА на входе |
34,36 |
◦С |
|
Температура верха абсорбера |
34,40 |
◦С |
|
Температура низа абсорбера |
37,64 |
◦С |
|
Давление в асборбере |
0,1 |
МПа (изб.) |
|
Расход очищенных газов с верха абсорбера |
0,8031 |
кг/ час |
|
Количество тарелок |
12 |
шт. |
|
Сепаратор С-103 |
||
|
Давление в С-103 |
0,10 |
МПа (изб.) |
|
Температура в С-103 |
34,37 |
◦С |
|
Расход газов с С-103 |
0,8031 |
кг/ час |
|
1453 |
нм3/ час |
|
|
823,2 |
м3/ час |
|
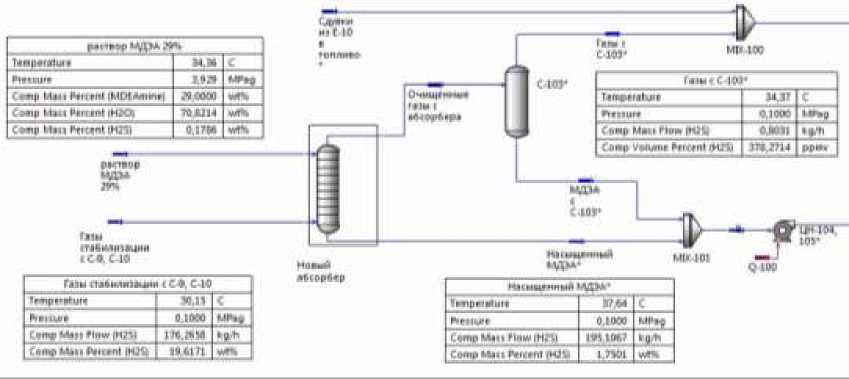
Рис. 4. Среда моделирования блока нового абсорбера и С-103 с использованием 29% раствора МДЭА при достижении очистки в 400 ppm.
В данном варианте наблюдется очистка газов до 0,03% объемных (378 ppm). Степень очистки составляет 99,544%
Вариант 2. Увеличение степени очистки с использованием раствора МДЭА повы- шенной концентрации (35%). Показатели режима представлены в таблице 3. Среда моделирования представлена на рисунке 5.
Таблица 3. Технологический режим (вариант 2)
|
Параметр |
Значение |
Ед. Изм. |
|
Новый абсорбер |
||
|
Расход газов в ВС-101 |
0,90 |
тонн / час |
|
858,85 |
м3/ час |
|
|
Расход МДЭА в новый абсорбер |
10,00 |
тонн / час |
|
Температура верха абсорбера |
34,36 |
◦С |
|
Температура низа абсорбера |
38,13 |
◦С |
|
Давление в асборбере |
0,1 |
МПа (изб.) |
|
Расход очищенных газов с верха абсорбера |
0,1937 |
кг / час |
|
Количество тарелок |
20 |
шт. |
|
Сепаратор С-103 |
||
|
Давление в С-103 |
0,10 |
МПа (изб.) |
|
Температура в С-103 |
34,36 |
◦С |
|
Расход газов с С-103 |
0,1937 |
кг / час |
|
822,8 |
м3/ час |
|
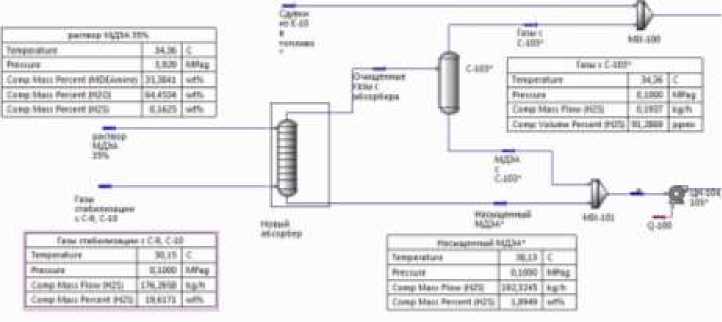
Рис. 5. Среда моделирования блока нового абсорбера и С-103 с использованием 35% раствора МДЭА при достижении очистки в 100 ppm
В данном варианте наблюдется очистка газов до 0,01% объемных (91,28 ppm). Степень очистки составляет 99,89%.
Как видно по результатам расчета использование 35% раствора МДЭА более эффективно и позволяет достичь концентрацию сероводорода в газе 91,28 ppm, однако при этом необходимо увеличить количество тарелок. Произведем оценку капитальных затрат по двум рассчитанным вариантам. Результаты представлены в таблице 6.
Для замены ВС-101 на новый абсорбер необходимо реализовать следующие мероприятия:
-
- Демонтаж винтового смесителя ВС-101 и монтаж вместо него участка трубопровода;
-
- Монтаж нового абсорбера:
-
1. вариант D = 1,4 м, H = 8,85 м с внутренними контактными устройствами (клапанные тарелки, 12 шт.);
-
2. вариант D = 1,4 м, H =12,45 м с внутренними контактными устройствами (клапанные тарелки, 20 шт.);
-
- Монтаж трубопровода газов стабилизации (от С-9,10) до нового абсорбера (от сущ. трубопровода газов к ВС-101);
–Монтаж трубопровода регенерированного раствора МДЭА до нового абсорбера (от сущ. трубопровода МДЭА к ВС-101);
-
- Монтаж трубопровода очищенных газов стабилизации от нового абсорбера до сепаратора С-6 (в линию с С-103);
-
- Монтаж трубопровода насыщенного раствора МДЭА от нового абсорбера (в линию с С-103 до ЦН-104, 105);
-
- Переобвязка насосов ЦН-104, 105 для откачки насыщенного раствора МДЭА с нового абсорбера.
Таблица 6. Оценка капитальных затрат по двум вариантам очистки
|
Наименование мероприятия |
Вариант 1. Очистка до 400 ppmv H2S |
Вариант 2. Очистка до 100 ppmv H2S |
|
тыс |
. руб. |
|
|
Демонтаж винтового смесителя ВС-101 |
565 |
565 |
|
Монтаж нового абсорбера |
9 355 |
14 231 |
|
Монтаж трубопровода газов С-9,10 до нового абсорбера |
613 |
613 |
|
Монтаж трубопровода МДЭА до нового абсорбера |
221 |
221 |
|
Монтаж трубопровода газов от нового абсорбера до С-103 |
942 |
942 |
|
Монтаж трубопровода от нового абсорбера до ЦН-104, 105 |
6 248 |
6 248 |
|
Итого: |
17 944 |
22 820 |
Таким образом для увеличения эффективности работы блока очистки газов было рассмотрено два варианта модернизации – установка нового абсорбера с использованием раствора МДЭА различной концентрации. С помощью моделирования уста- новлено, что раствор МДЭА 35% обладает большей эффективностью и обеспечивает степень очистки газов до 99,89%, при этом капитальные затраты составят 22 820 тыс. руб.
Список литературы Повышение эффективности блока очистки газов установки гидроочистки дизельного топлива
- Кондрашева Н.К., Кондрашев Д.О. Технологические расчеты и теория процесса гидроочистки // Учебное пособие УГНТУ. - 2008. - С. 5.
- Хавкин В.А., Чернышева Е.А., Гуляева Л.А. Гидрогенизационные процессы получения моторных топлив // ГУП ИНХП РБ. - 2013. - С. 51.
- Солодова Н.Л., Терентьева Н.А. Гидроочистка топлив // Учебно-методическое пособие. КГТУ. - 2008. - С. 37. EDN: ZFZIIN
- Чурикова Л.А., Уарисов Д.Д. Методы и перспективы борьбы с сероводородом на нефтяных месторождениях // Молодой ученый. - 2016. - № 21 (125). - С. 232-236. EDN: WYDQXV
- Григоров А.Б. Адсорбционная очистка дизельных топлив от серосодержащих соединений // Энергосбережение. Энергетика. Энергоаудит. - 2008. - № 1 (119). - С. 47.
- Халикова Д.А. Сравнение ключевых показателей дизельных топлив зарубежного и отечественного производств // Вестник Казанского технологического университета. - 2010. - №9. - С. 226.
